一种瓦楞纸箱加工用封口折边装置及其使用方法与流程
本发明涉及纸箱加工领域,具体为一种瓦楞纸箱加工用封口折边装置及其使用方法。
背景技术:
1、纸箱是应用最广泛的包装制品,按用料不同,有瓦楞纸箱、单层纸板箱等,纸箱有各种规格和型号,纸箱常用的有三层、五层,七层使用较少,各层分为里纸、瓦楞纸、芯纸、面纸,里、面纸有茶板纸、牛皮纸,芯纸用瓦楞纸,各种纸的颜色和手感都不一样,不同厂家生产的纸(颜色、手感)也不一样,在瓦楞纸箱生产中,需要用到折边装置对纸箱进行折边,并对其进行密封工作。
2、在现有的瓦楞纸箱加工用封口折边装置对楞纸箱进行封口折边时,通过摆臂对纸箱左右两侧的盖板进行折边后,在通过前后两侧摆臂对纸箱前后两侧的盖板进行折边,导致装置对瓦楞纸箱折边所需的时间较长,进而导致装置对瓦楞纸箱封箱的效率较低。
技术实现思路
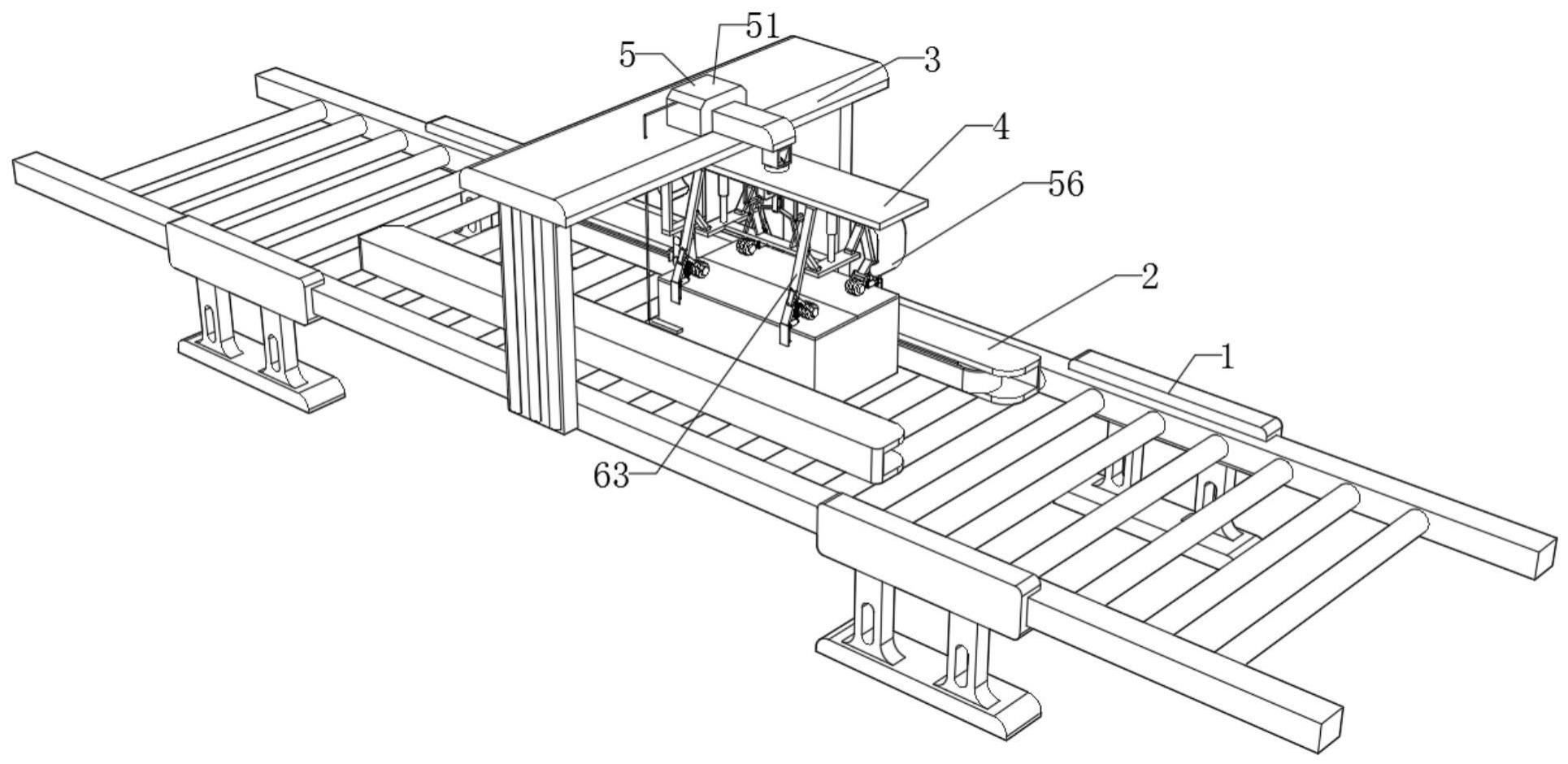
1、本发明的目的在于提供一种瓦楞纸箱加工用封口折边装置及其使用方法,以解决上述背景技术中提出现有装置通过摆臂对纸箱左右两侧的盖板进行折边后,在通过前后两侧摆臂对纸箱前后两侧的盖板进行折边,导致装置对瓦楞纸箱折边所需的时间较长,进而导致装置对瓦楞纸箱封箱的效率较低的问题。为实现上述目的,本发明提供如下技术方案:一种瓦楞纸箱加工用封口折边装置,包括输送架,所述输送架上安装有夹持输送带,所述输送架前后的两侧上安装有固定架,所述固定架上固定连接有固定板,所述固定板上设置输气机构,所述输气机构的一端抵触有挤压机构,且挤压机构铰接在固定板的底面上,所述挤压机构上设置有折边机构;
2、所述固定板的底面上设置有封口胶带轮,且封口胶带轮上设置有切割刀。
3、优选的,所述输气机构包括安装在固定板上的输气机,且输气机的触发开关安装在夹持输送带上,所述输气机的一端固定连接有输气管,所述输气管上开设有出气口;
4、所述输气管的内部铰接有v形封板,所述v形封板的表面上固定连接有压簧,且压簧远离v形封板的一端固定在输气管的内壁上;
5、所述输气管的下端延伸至固定板的下侧并套设有输送管,所述输送管内壁的两端均滑动连接有“工”字形推送板,所述“工”字形推送板的一端上固定连接有第一弹簧伸缩杆,所述第一弹簧伸缩杆远离“工”字形推送板的一端固定在输送管的内壁上,且输送管的两端上固定连接有带孔板。
6、优选的,所述输气管的内壁滑动连接有封盘,所述封盘的顶端固定连接有拉簧,所述拉簧远离封盘的一端固定在输气管的内壁上,所述封盘的底端固定连接有收缩杆,所述收缩杆上滑动杆的底端固定连接有第三弹簧伸缩杆,所述第三弹簧伸缩杆的侧面上铰接有第四弹簧伸缩杆,所述第四弹簧伸缩杆远离第三弹簧伸缩杆的一端铰接有卡杆,所述卡杆顶面抵触有限位架,且限位架固定在固定板的底面上;
7、所述收缩杆的侧面铰接有连杆,所述连杆远离收缩杆的一端铰接有x型折叠架,且x型折叠架铰接在输气管上。
8、优选的,所述挤压机构包括抵触在x型折叠架上的h形板,所述h形板与输气管之间固定连接有复位弹簧伸缩杆;
9、所述h形板的四端均铰接有y型折叠杆,所述y型折叠杆的一端铰接在固定板的底面上,所述y型折叠杆上固定连接有滚轮,所述滚轮的表面上镶嵌有滚珠。
10、优选的,所述折边机构包括铰接在y型折叠杆上的抵触板,所述抵触板与滚轮之间铰接有复位收缩杆,所述抵触板上转动连接有竖压轮,所述竖压轮的上端面上固定连接有平齿轮;
11、所述抵触板上铰接有横压轮,所述横压轮上固定套接有传动齿轮,且传动齿轮与平齿轮啮合,所述横压轮远离传动齿轮的一端上固定套接有轴承,所述轴承的外侧铰接有菱形折叠架,所述菱形折叠架上侧的一端固定在滚轮上,所述菱形折叠架上侧的另一端铰接在抵触板上。
12、优选的,所述抵触板的侧面抵触有限位板,所述限位板固定在y型折叠杆上。
13、优选的,所述输气管的形状为c形。
14、优选的,所述的一种瓦楞纸箱加工用封口折边装置的使用方法,包括如下步骤:
15、s1:装置在对瓦楞纸箱进行封口折边时,通过将瓦楞纸箱放置在输送架上,通过夹持输送带对瓦楞纸箱进行输送,当瓦楞纸箱一端并触碰到触发开关,此时输气机通过输气管向输送管内输气,此时v形封板受力偏转对出气口进行封堵的同时,促使输气机输出的气体顺着输气管进入到输送管内,此时封盘受到气体压力向下移动,这时输送管内两个“工”字形推送板之间的气压逐渐变大,使得“工”字形推送板抵触第一弹簧伸缩杆一端的力逐渐变大,然后当输气管输送的气压大于“工”字形推送板与第一弹簧伸缩杆之间的抵触力后,第一弹簧伸缩杆受力收缩解除对“工”字形推送板的阻隔力,这时“工”字形推送板快速在输送管内滑动,将输送管内两端的气体快速的从带孔板的空内喷出,将瓦楞纸箱左右两侧的盖板进行弯折;
16、这时输气机继续向输气管内输气,由于封盘底端上的第三弹簧伸缩杆已经收缩到最短距离,此时当输气机促使封盘继续下移时,第三弹簧伸缩杆跟随封盘继续下移,使得第三弹簧伸缩杆推动第四弹簧伸缩杆偏转时,同步推动卡杆接近限位架的一侧抵触在限位架的侧面上,这时由于收缩杆无法在收缩,其推动连杆偏转挤压x型折叠架折叠,抵触h形板向下移动,通过h形板下移拉动四个y型折叠杆偏转对瓦楞纸箱前后两侧的盖板进行弯折,进而完成装置对瓦楞纸箱四个盖板进行折边,且此时卡杆卡在限位架的下侧上;
17、s2:y型折叠杆偏转对瓦楞纸箱前后两侧的盖板进行弯折时,抵触板上的竖压轮压在瓦楞纸箱的侧边上,滚轮上的滚珠压在盖板上,抵触板与滚轮之间的夹角逐渐变大,促使菱形折叠架折叠推送横压轮偏转带动其上的传动齿轮与平齿轮啮合,当夹持输送带对瓦楞纸箱件输送时,竖压轮在瓦楞纸箱件的外侧滚动配合平齿轮带动横压轮旋转对盖板的弯折处进行压平,保证盖板稳定的对箱体进行封;
18、s3:且夹持输送带推送瓦楞纸箱左移时,封口胶带轮上的胶带受到抵触力贴在瓦楞纸箱上,然后封口胶带轮继续受力偏转,将胶带压覆在瓦楞纸箱的盖板上,当封口胶带轮从瓦楞纸箱的上侧脱离后偏转复位,其上切割刀将胶带切断,完成装置对瓦楞纸箱的封口,且在封口胶带轮对瓦楞纸箱进行封口即将结束时,输气机停止输气,此时v形封板在压簧的作用下复位打开出气口,封盘在拉簧的作用下上移复位,此时由于卡杆卡在限位架的下侧上,这时收缩杆与第三弹簧伸缩杆先拉伸,后在带动第四弹簧伸缩杆偏转拉动卡杆收缩,解除限位架与卡杆的抵触状态,然后使得复位弹簧伸缩杆收缩带动h形板上移复位,促使y型折叠杆偏转复位打开。
19、与现有技术相比,本发明的有益效果:
20、本发明中,通过输气机通过输气管向输送管内输气,将输送管内两端的气体快速的从带孔板的空内喷出,将瓦楞纸箱左右两侧的盖板进行弯折,然后通过h形板下移拉动四个y型折叠杆偏转对瓦楞纸箱前后两侧的盖板进行弯折,进而完成装置对瓦楞纸箱四个盖板进行折边,操作简单快捷,保证装置对瓦楞纸箱折边封口的效率。
21、本发明中,通过y型折叠杆偏转对瓦楞纸箱前后两侧的盖板进行弯折时,抵触板上的竖压轮压在瓦楞纸箱的侧边上,滚轮上的滚珠压在盖板上,抵触板与滚轮之间的夹角逐渐变大,促使菱形折叠架折叠推送横压轮偏转带动其上的传动齿轮与平齿轮啮合,当夹持输送带对瓦楞纸箱件输送时,竖压轮在瓦楞纸箱件的外侧滚动配合平齿轮带动横压轮旋转对盖板的弯折处进行压平,保证盖板稳定的对箱体进行封。
22、本发明中,夹持输送带推送瓦楞纸箱左移时,封口胶带轮上的胶带受到抵触力贴在瓦楞纸箱上,然后封口胶带轮继续受力偏转,将胶带压覆在瓦楞纸箱的盖板上,当封口胶带轮从瓦楞纸箱的上侧脱离后偏转复位,其上切割刀将胶带切断,完成装置对瓦楞纸箱的封口,且在封口胶带轮对瓦楞纸箱进行封口即将结束时,输气机停止输气,此时v形封板在压簧的作用下复位打开出气口,封盘在拉簧的作用下上移复位,此时由于卡杆卡在限位架的下侧上,这时收缩杆与第三弹簧伸缩杆先拉伸,后在带动第四弹簧伸缩杆偏转拉动卡杆收缩,解除限位架与卡杆的抵触状态,然后使得复位弹簧伸缩杆收缩带动h形板上移复位,促使y型折叠杆偏转复位打开,装置复位完成,便于持续的对后续的瓦楞纸箱进行封口。
- 还没有人留言评论。精彩留言会获得点赞!