高卡浆与废纸混合打浆抄造高档包装纸的方法与流程
:本发明涉及造纸,特指一种高卡浆与废纸混合打浆抄造高档包装纸的方法。
背景技术
0、
背景技术:
1、目前国废高档包装纸使用原材料主要为进口废纸,搭配少量的国内废纸和本色木浆,但随着国家环保政策的落实深化,停止进口外废(即进口废纸),导致国内外废紧缺,国废和木浆用量增加。因进口废纸大部分使用原生木浆制造,成纸强度比国内废纸强度高,但是提高国废用量后,成纸强度难以达到高档包装纸的要求。
2、为提高包装纸的强度,大量使用了木浆,导致生产成本增加。为适应市场变化,增强企业竞争力,降低企业生产成本,研究新的原料替代进口废纸,生产高质量、成本低的高档包装纸,是目前面临的一项迫切任务。
3、有鉴于此,本发明人提出以下技术方案。
技术实现思路
0、
技术实现要素:
1、本发明的目的在于克服现有技术的不足,提供一种高卡浆与废纸混合打浆抄造高档包装纸的方法,其通过采取优化原料配比、打浆工艺和化工辅料添加用量等措施,优化生产工艺,在保证成纸强度的情况下,合理降低木浆和化工辅料用量,降低造纸生产成本。
2、为了解决上述技术问题,本发明采用了下述技术方案:高卡浆与废纸混合打浆抄造高档包装纸的方法包括以下步骤:s001:制备occ废纸浆:对国废occ依次进行碎解、除渣、粗筛、分级筛,以形成长纤浆、中纤浆、短纤浆,再对分级筛来的长纤浆依次经过除渣器、精筛、多盘浓缩机、热分散、长纤叩前池、盘磨后进入长纤叩后池;再对分级筛来的中纤浆依次经过中纤除渣器、精筛、多盘浓缩机、热分散、中纤叩前池、盘磨后进入中纤叩后池;再对分级筛来的长纤浆依次经过中纤除渣器、精筛、多盘浓缩机、热分散、短纤叩前池、盘磨后进入短纤叩后池;s002:制备本色木浆:将购买的商品木浆原料通过水力碎浆机进行碎解,通过盘磨打浆后进入叩后池;s003:制备高卡浆:将木片原料依次经过洗涤预浸→蒸煮→中浓磨→筛选净化→洗涤浓缩后形成高卡浆,并存储于浆塔,高卡浆经过低浓盘磨初次打浆加入到步骤s001中的长纤叩前池和短纤叩前池,高卡浆与长纤浆混合打浆形成的高长混浆后进入长纤叩后池;高卡浆与短纤浆混合打浆后形成的高短混浆进入短纤叩后池:s004:纸机生产:将本色木浆和中纤浆投入面层纸机混合浆池,并去除杂质后通过面层流浆箱后送到面层网部;将高长混浆、中纤浆和高短混浆投入芯层纸机混合浆池,并去除杂质后通过芯层流浆箱后送到芯层网部;将高长混浆和高短混浆投入底层纸机混合浆池,并去除杂质后通过底层流浆箱后送到底层网部;面层、芯层和底层浆料经过网部脱水成型后形成湿纸幅,三层浆料复合在一起,再经过压部→前烘干燥→施胶→后烘干燥→压光→卷取,制成高档包装纸。
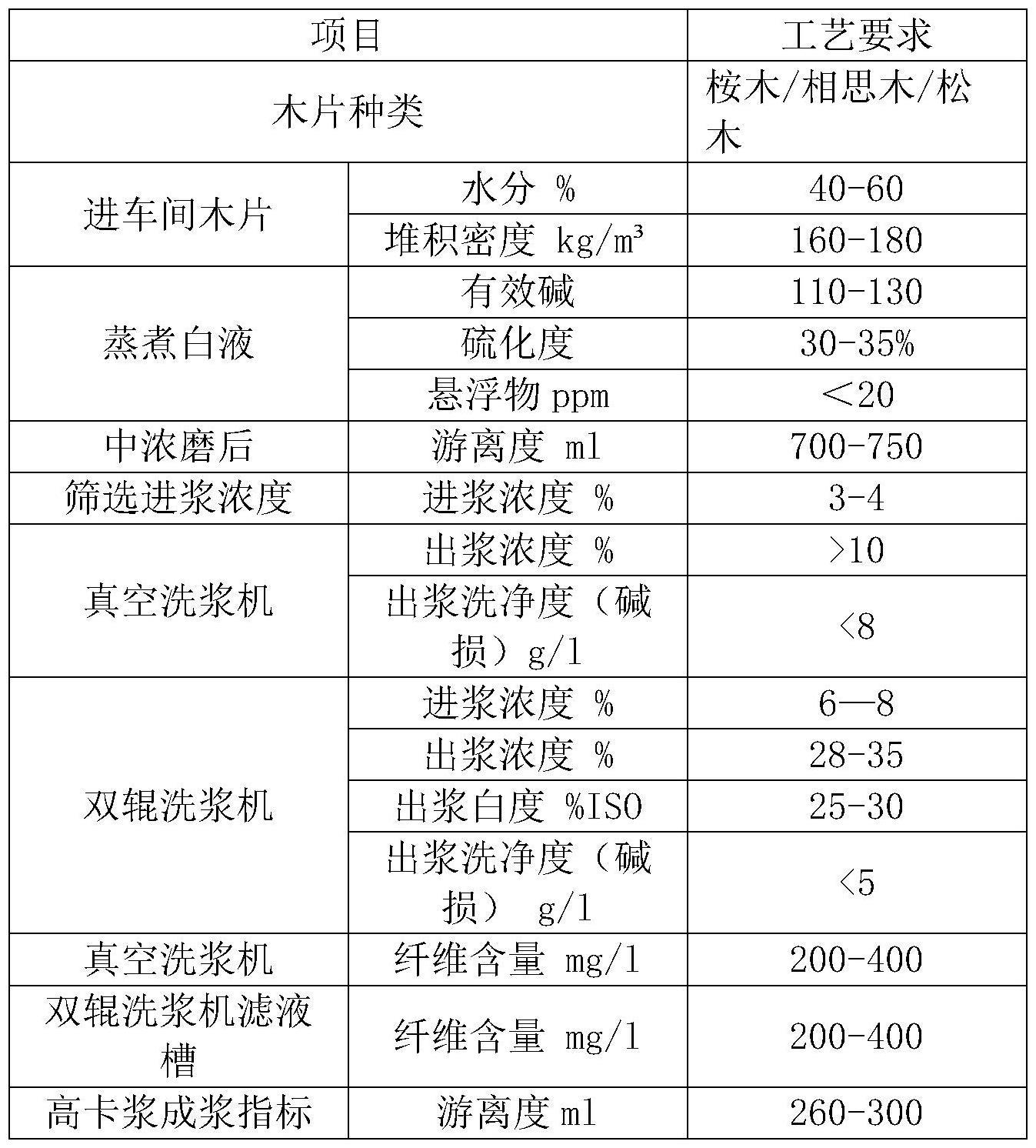
3、进一步而言,上述技术方案中,于步骤s003中,高卡浆的具体制备工艺为:木片原料通过洗涤预浸后,由蒸煮器蒸煮以将木片原料中的木素溶出,使木片原料中的纤维彼此分离成纸浆,纸浆再通过中浓磨打浆,将木片纤维细纤维化,离解成单根纤维和纤维束,然后再通过筛选净化设备将其中的大的纤维束、沙粒和金属颗粒杂质进行去除,最后通过洗涤浓缩提高纸浆的洗净度和浓度,制备成满足质量需求的高卡浆,并存储于浆塔。
4、进一步而言,上述技术方案中,于步骤s003中,制得的高卡浆、进口废纸、国废打到相同打浆度30°sr时进行抄片测量耐破强度,高卡浆耐破强度3.84kpa.㎡/g,进口废纸的耐破强度2.78kpa.㎡/g,国废耐破强度1.8kpa.㎡/g,即高卡浆耐破强度比进口废纸耐破强度高38%,比国废耐破强度高113%。
5、进一步而言,上述技术方案中,于步骤s003中,在高长混浆中的高卡浆占比为0-30%;在高短混浆中的高卡浆占比为0-30%。
6、进一步而言,上述技术方案中,于步骤s001中,occ废纸浆的具体制备工艺为:国废occ原料通过废纸链板机输送到水力碎浆机,由水力碎浆机对国废occ原料进行碎解,再经过高浓除渣器,该高浓除渣器分离浆料中的金属、玻璃碎杂质,再经过粗筛、分级筛、低浓除渣器、精筛,对浆料中的杂质进一步去除,其中分级筛将浆料按照纤维不同尺寸分级为长纤浆、中纤浆、短纤浆,各级浆料分别通过浓缩机去除浆料中部分水分,提高浓度后进入热分散设备进行处理,热分散设备通过高温和机械力的作用将各级浆料中的热熔物分散成肉眼看不见的颗粒,用以提高成品纸的外观质量,再经过盘磨对各级浆料进行打浆后进入各自的叩后池。
7、进一步而言,上述技术方案中,于步骤s002中,本色木浆的具体制备工艺为:采购商品本色木浆成品原料,通过木浆链板机送到水力碎浆机,水力碎浆机对木浆成品原料进行碎浆,碎解后的木浆浆料浓度控制在4-5%左右,然后送到木浆叩前池,通过泵打到木浆盘磨进行打浆,打完浆后进入叩后池,其中,木浆盘磨由三台盘磨串联,第一台盘磨采用高强度打浆,使用切断型磨片,磨浆强度为3.0—4.5j/m;第二台盘磨采用中高强度打浆,其磨浆强度2.5—3.0j/m;第三台盘磨采用中等强度打浆:磨浆强度为2.0—2.5j/m。
8、进一步而言,上述技术方案中,长纤浆在与高卡浆混合后形成的高长混浆采用三台盘磨串联打浆,其中,第一台盘磨采用高强度打浆,使用切断型磨片,磨浆强度为3.0—4.5j/m;第二台盘磨采用中高强度打浆,其磨浆强度2.5—3.0j/m;第三台盘磨采用中等强度打浆:磨浆强度为2.0—2.5j/m;中纤浆采用一台盘磨打浆,其采用中等强度打浆:磨浆强度为2.0—2.5j/m;短纤浆在与高卡浆混合后形成的高短混浆采用一台盘磨打浆,其采用中等强度打浆:磨浆强度为2.0—2.5j/m;上述所有盘磨使用不锈钢材质nd90的磨片。
9、进一步而言,上述技术方案中,于步骤s004中,生产160-250克高档包装纸时,面层定量为25-35g/m2,芯层定量为30-45g/m2,底层定量为80-130g/m2,其中,面层浆料重量百分比:本色木浆20-50%,中纤浆50-80%;芯层浆料重量百分比:高长混浆20-50%,中纤浆3-30%,高短混浆50-80%;底层浆料重量百分比:高长混浆30-70%,高短混浆30-60%。
10、进一步而言,上述技术方案中,于步骤s004中,纸幅在经过压部挤压脱水时,压部采用三次线压,其中,一压线压力为700-780kn/m,二压线压力为1000-1200kn/m,三压线压力为35-45kn/m;纸幅经过压部后进入前烘干部进行烘干,经过前烘干部的纸幅通过施胶机施胶,在纸幅表面涂上一层用于提高成纸表面强度胶料,其中,施胶机正表采用浸泡式施胶方式施胶,背表采用刮棒施胶;纸幅经过施胶后进入后烘干部进行干燥,通过干燥将成纸水分控制在水分8.0-9.0%范围;干燥后的纸幅进入下一工段压光,纸幅通过压光机加热辊在一定压力下,压榨纸页,使纸页厚度均匀一致,提高纸页平滑度光泽度,其中,该压光机采用两级加热辊进行线压,最后经过压光处理后到达卷取被制成高档包装纸。
11、进一步而言,上述技术方案中,面层浆料、芯层浆料和底层浆料中还添加有干强剂,其中,该干强剂的添加量为10-35kg/t;干强剂主要成分是聚丙烯酰胺高分子聚合物,与纤维形成氢键,从而提高纸张强度;芯层浆料/底层浆料和中还添加有增强剂,其中,该增强剂的添加量为0-15kg/t;面层浆料、芯层浆料中还添加有浆内淀粉,其中,该浆内淀粉的添加量为3-10kg/t;浆内淀粉是由两性淀粉通过蒸煮制备而成,两性淀粉主要成分是由木薯淀粉经过改性制备而成,淀粉分子中同时有阴离子和阳离子两种反应基团的淀粉,由于纤维带负电,容易吸附两性淀粉阳离子基团,使纤维之间结合起来起到增加纸张强度的作用。
12、采用上述技术方案后,本发明与现有技术相比较具有如下有益效果:本发明使用高卡浆替代进口废纸浆,与废纸进行混合打浆,抄造形成高档包装纸,本发明与现有技术相比,用高卡浆代替原来使用的进口废纸浆,本色木浆用量下降15-20%,国废用量提高10-15%,既降低了高档包装纸生产成本,同时解决了进口废纸原料短缺的问题。另外,本发明自制的高卡浆的耐破强度比进口废纸(美废)高,且比国废强度高,以致本发明制造的高档包装纸的耐破、耐折指数、环压指数等指标处于较高水平,提高成品纸的质量,能够满足客户的质量需求。再者,本发明自制高卡浆的工艺也较为简单,且科学合理。另外,本发明提高了盘磨磨片的使用寿命和纤维打浆效果,通过对磨片材质和齿形选型,磨片使用寿命提高20-30%左右,打浆效果提高15-20%左右。
- 还没有人留言评论。精彩留言会获得点赞!