用于平整和涂覆涂覆介质的设备的制作方法
本发明涉及一种用于平整的设备,该设备具有形成在两个辊之间的至少一个辊隙,其中,根据本发明,所述辊的至少一个辊是挠度可设置且区域受控的辊,用于调整纸或纸板幅的厚度轮廓。
背景技术:
1、从wo2004/001132a2中已知机器,该机器能够在所谓的在线或离线运行中实现生产和处理,包括将涂覆介质涂覆到材料幅的至少一侧上。对于许多应用,需要具有高光滑度和必要时光泽度的材料质量。为了达到这种质量,机器沿着材料幅路径至少在涂覆装置前面具有材料幅平整装置。在涂覆涂覆介质之前,在上游的材料幅平整是特别合适且有效的,因为非接触式涂覆方法、尤其涂料方法在很大程度上保持了材料幅表面的轮廓。这意味着,材料幅的粗糙轮廓未被涂覆介质补偿或仅被相对较小地补偿并且因此被平整。在涂覆涂覆介质之前,材料幅越光滑,实现的生产率越高。在这方面已经发现,先平整然后应用轮廓描边比在涂料之后对粗糙的轮廓进行平整更好。关于涂覆介质的涂覆,优选地使用所谓的帘式涂层法(curtain coating)。
2、从出版物ep 3 617 403 a1和at 519598a2、wo2020020626a1中已知用于涂覆淀粉的非接触方法、例如帘式施胶器(curtain sizer)和喷雾施胶器(spray sizer)。使用这种方法,通过涂覆喷嘴本身的数量调节来计量涂覆量。在此不需要刮板装置。
3、从ep 0 374 292 a1中已知用于平整和校准纸张的设备,该设备对纸张进行压实和平整。纸张厚度的波动被补偿,纸张被校准。导致具有经平整的表面的经压实的纸张。为此,必须接受不均匀的密度、减小的厚度、刚性和不透明度。为了校准纸张、即为了使纸张在所有位置具有相同的厚度,由平整机的辊的自重给出的压力通常太低。平整机因此附加地加载了压力。为了不将设备的灵活性限制在少数克重-压力配对,优选地将其中一个辊设计为区域受控的挠度补偿辊,该挠度补偿辊取代了刚性的冠(德语:bombierung)。
4、造纸商目前经常面临在纸张、包装纸和纸板的生产中以及在特种纸中使用废纸纤维的挑战。在欧盟,挂面纸板(德语:testliner)主要由废纸和填料制成。由于二次纤维比例高,包装纸的强度性能下降。使用淀粉可以在纸张生产中弥补强度的损失。淀粉通常直接添加到纤维材料悬浮液中或喷洒到网部的湿幅材上。此外,可以紧接在预干燥组之后借助接触式或非接触式涂覆方法将淀粉涂覆到纸幅上。
5、挂面纸板和折叠纸板可以多次涂料。在薄膜压榨机中着色后,通常利用刮刀涂层机(bladecoater)将中间涂料和顶层涂料涂覆到纸幅上。后续利用刮刀涂层机的涂料过程要求原纸的光滑表面(宏观表面粗糙度bendtsen<500ml/min,微观表面粗糙度pps<3μm)和非常均匀的纸张厚度(2sigma偏差<1%-1.5%)。纸张厚度在纸幅宽度上只允许显示轻微的偏差。因此,在涂料前,在此通常利用平整机或借助硬辊隙压光机执行预平整,更确切地说用于在涂料前进行预平整并且用于校准纸张厚度。在挂面纸板和折叠纸板的单侧平整中,仅使用一个辊隙。平整机优选地由两个辊、尤其经加热的钢辊或冷硬铸铁辊和未经加热的成型辊组成。在大多数情况下,利用区域受控的元件实现厚度横向轮廓调节。
6、作为接触式涂覆方法已知涂胶压榨机和薄膜压榨机,如在de 3417487a1和de4131131 a1中描述的那样。淀粉或胶水悬浮液借助计量涂覆机涂覆到涂覆辊上并且借助刮刀进行计量。纸或纸板幅在涂覆辊之间的压隙中的涂层在两侧进行。淀粉的温度通常位于50℃和80℃之间。在每侧的涂覆重量为0.5到6g/m2的情况下,淀粉的典型固体含量位于8%到15%之间。在个别情况下,也可以利用这种结构类型的薄膜压榨机将由淀粉和颜料颗粒组成的固体含量高达40%的涂料涂覆到纸或纸板幅上。涂覆辊之间的线力通常在40和70kn/m之间。薄膜压榨机在此可以配备有行业内常见的所有辊类型,如在de 10 2018 100924 a1中描述的那样。辊中的至少一个辊是靴式辊或挠度受控的辊可能是有利的,使得可以调整作用在辊隙中的压力,以便根据所生产产品的特性、例如纸张厚度、克重或所用纤维材料的质量来设置处理辊隙中的条件并且优化淀粉向幅材的转移。
7、由ep 2 603 636 b1已知,借助压光机平整纸幅。在此,当纸幅位于压光辊上时,将涂覆介质直接喷洒到纸幅上。然而,这些方法具有缺点,即,涂覆中的例如在使用喷射喷嘴时发生的错误(重叠错误、堵塞等)会直接在纸张上显现出来。
8、已知布置的主要缺点在于配置的高能量消耗。在此,必须在机械结构和生产过程中做出妥协,该妥协通常以牺牲纸张质量为代价。
技术实现思路
1、因此,本发明要解决的技术问题在于,创造一种平整机,利用该平整机通过使用成本高效的技术在涂覆介质、尤其淀粉制品的表面涂覆之后实现均匀的纸张厚度和均匀的强度特性(cmt(平面抗碾性),sct(抗压强度)、rct(耐爆裂性))的横向轮廓。
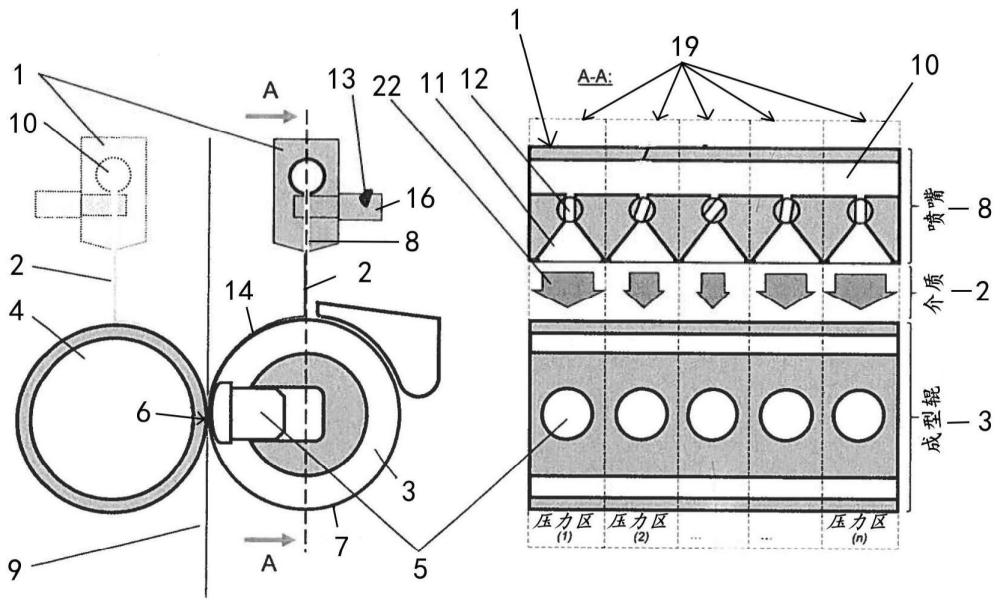
2、该技术问题通过一种用于平整纸或纸板幅的设备来解决,该设备具有形成在两个辊之间的至少一个辊隙,其中,为了调节所述纸或纸板幅在幅材横向方向上的厚度横向轮廓,所述两个辊的至少一个辊是挠度能够设置且区域受控的辊,用于在辊宽度上设置能够在所述至少一个辊隙中选择的线负载分布,根据本发明规定,至少一个辊隙被设置为用于借助能够设置的线负荷轮廓来平整所述纸或纸板幅的厚度横向轮廓并且同时将涂覆介质引入到纸或纸板幅中,为此,具有用于涂覆涂覆介质、尤其淀粉的输出喷嘴的至少一个涂覆机布置为,使得涂覆介质的涂覆设置在辊隙的两个辊中的至少一个辊上,并且被设计为将涂覆介质间接地涂覆到运行的纸或纸板幅的至少一侧上,并且至少一个涂覆机具有至少一个输出喷嘴,该至少一个输出喷嘴具有用于对所述涂覆介质的能够逐区域地在幅材宽度上设置的体积流量进行横向轮廓设置的装置。
3、由此创造一种用于平整的设备,该设备将预平整/成型和涂层的过程联合在机组中,其中,介质的涂覆间接地且无接触地进行,在该涂覆中,将介质涂覆到至少一个辊隙的至少一个辊上。根据本发明,优化涂覆介质到幅材“中”的过渡,而现有技术尝试优化到幅材“上”的过渡。
4、根据本发明,用于确保纸或纸板幅的强度特性、尤其sct值的措施也保持将涂覆介质、尤其淀粉溶液涂覆到纸/纸板的表面上。然而,这既不通过涂胶压榨机进行,也不通过薄膜压榨机进行,而是通过根据本发明的用于平整的设备进行。根据本发明的用于平整的设备将平整幅材和将涂覆介质、尤其淀粉渗透到幅材中的技术措施结合在机组中。
5、通过用于平整的设备的至少一个辊隙中的压力,幅材的平整和将涂覆介质渗透到幅材中在技术上共同实施并且具有由此产生的共同效益。令人惊讶的是已经发现,这两种影响纸张强度的处理措施可以以互利的方式组合,更确切地说方式为,在通过至少一个辊隙时对纸或纸板幅施加组合的压制压力/液压。
6、消除了现有技术的主要缺点、即需要两个独立的机组。结构空间不会对可能的改造显现出空间问题。图12示例性地且示意性地示出根据现有技术的造纸机或纸板机的在干燥部之前(vtp)和干燥部之后(ntp)的结构,其中,压光机和薄膜压榨机是彼此前后相继地设置的机组。图13示例性地且示意性地示出在造纸机或纸板机中处于可比较位置的根据本发明的用于平整的设备,该设备具有涂覆机1作为组合单元。
7、因此,如果造纸商必须/想要以附加的涂层机组和压光机改造其现有的设备,根据本发明的解决方案提供了高度的灵活性。不需要附加的空间。根据现有技术,其他压光机和涂覆机的安装将需要对造纸机进行延长,使得通常不再可能在现有厂房中进行安装。在此必须在机械结构和制造过程中做出妥协,该妥协通常以牺牲纸张质量为代价。
8、根据现有技术,用于生产“软包装”的机器被认为是关于这种不利情况的一种示例。通过出于成本原因增加了的对废纸纤维的改装,需要在涂层之前进行纸幅的平整。以前未在机器配置中设置该空间,这就是根据现有技术的机器的操作者面临重大问题的原因。
9、值得称道的是,发明人发现可以在纸幅的整个宽度上实现均匀的强度性能,因为可以将纸幅的成型所需的局部压制压力和局部引入的涂覆介质量、尤其淀粉量彼此协调。所需的压制压力由局部纸张厚度预给定。所供应的涂覆介质的量、尤其淀粉量受该预给定的压制压力的影响。
10、涂覆介质(尤其淀粉)的渗透以及由此导致的纸张强度提高直接取决于局部压制压力。因此,在之前存在较大的纸张厚度的位置得到显著改善的纸张强度特性(cmt、sct、rct)。纸张强度性能的提高在此由更高含量的淀粉(由于增加的压制压力)并且由更高的纸张密度导致。结果,由此得到纸张在cd方向上的不期望的强度偏差,根据本发明通过至少一个涂覆机具有至少一个输出喷嘴来克服该强度偏差,该输出喷嘴具有用于对可以逐区域地在幅材宽度上设置的体积流量进行横向轮廓设置的装置。
11、决定性的即是,淀粉涂覆量和压制压力在区域中彼此协调为,使得导致在所有区域中尽可能相同的纸张强度特性。这意味着,与压制压力较低的区域相比,压制压力较高的区域必被供应更少的淀粉量。
12、根据本发明,该发现的实施不仅导致显著更均匀的纸张特性并且因此导致质量改进,而且还导致淀粉的节省并且因此导致客户的成本节省。本发明因此具有很高的经济效益。
13、根据本发明,提出了一种通过提高淀粉渗透来提高纸或纸板的强度性能的技术上和经济上高效的技术。根据本发明,通过使用非接触式涂覆过程(优选利用缝隙喷嘴的涂覆方法)来实现该目标,这允许涂覆非常高固体含量的淀粉(最高可达35%)。
14、也可以有针对性地影响横向轮廓,其中,例如以相加的方式使用淀粉涂覆和压制压力(更高的压力与更高的淀粉量相结合),以便在所选择的纸幅区域中(例如在边缘区域中)实现更好的强度性能。当然,也可以局部地使强度性能变差,如果这将对造纸的进一步过程有利的话。在此以利用稀释水调节涂覆量为例进行说明。在一些情况下,在此,在边缘区域中添加更多水以抵消纸张边缘的变干是有意义的,即使由此会降低淀粉含量并且因此强度性能将变差。
15、利用根据本发明的用于平整的设备,因此可以通过例如扫描仪来对至少一个辊隙中的线力进行成型,使得产生所期望的厚度横向轮廓。涂覆介质、尤其淀粉的体积流量可以关于喷嘴处的局部的区域受控的体积流量进行调整,以便根据幅材的强度特性调整介质/淀粉的涂覆量。
16、此外,纸张强度对参数(原材料的特性和所使用的纤维材料的克重)的函数相关性可以作为对涂覆介质的分布和体积流的量的影响参量来加以考虑。由于在流浆箱出口中的纤维材料悬浮液的浓度定义了所产生的克重,因此可以借助传感器测量在流浆箱的每个区域中的浓度测量值。所测量的浓度横向和纵向轮廓可以用作用于确定cd方向上的局部体积流量的调节回路中的调节参量。流浆箱在确保纸张质量方面起着关键作用。重要的纸张性能受流浆箱的显著影响。在自动过程控制的范围内,流浆箱作为用于需要下游方法步骤(例如平整和涂料)的针对性偏差的校正机构获得越来越大的影响。根据本发明的用于平整的设备利用了该校正机构流浆箱。
17、为了本发明的技术实施可以规定,具有缝隙喷嘴的非接触式涂覆机与用于平整的设备的用作涂覆辊的辊的相结合的使用,其中,至少一个涂覆辊被设计为区域受控的成型辊。这些辊例如以名称“mhv辊”或“nipco辊”已知。区域宽度通常位于50至300mm之间。这些区域可以单独地控制并且实现精确的轮廓校正。
18、所使用的涂覆系统在此也被划分成多个区域。这种涂覆系统尤其从de 10 2009036 853b3和de 10 2009 048 820 a1中已知。这些区域允许在机器宽度上涂覆不同的涂覆介质量/淀粉量。例如,这可以通过向各个区域混入水或通过为每个区域供应不同的淀粉悬浮液量来实现。另一种用于在机器宽度上涂覆不同的淀粉量的简单方法可以是,借助间隙调整在喷嘴出口处设置不同的间隙宽度。
19、由于压光机辊隙中纤维幅的水分含量高,该过程可以优选地在相当适度的温度(如淀粉渗透中普遍的温度)下进行。虽然传统压光中的常见水分含量在4%-8%的中等水分范围内,但在根据本发明的技术中,水分含量取决于应用区域,例如在20%和60%之间的范围内。
20、对于成型的可能性,水分含量的提高意味着,在具有8%的水分含量的传统压光机中,纤维的温度必须约为80℃,以便使纤维变形。在4%的湿度下,纤维的温度已经必须约为135℃。由于温度必须在辊隙通过的短时间内推进到约15μm至20μm的深度以实现充分的变形,因此辊表面的实际温度必须比玻璃化转变温度高约20℃-30℃。
21、在这方面,根据本发明的技术可以显著区别于传统的压光。重要的区别在于,可以将已经加热的涂覆介质引入到纤维幅中,这又提高纤维的温度直到更深的层。因此,不需要比纤维素纤维的玻璃化转变温度明显更高地加热辊。
22、由于纤维幅的水分含量可以位于20%至60%的范围内,涂覆淀粉的通常温度(70℃至100℃之间)完全足以对纤维幅进行成型。
23、为了尽管例如固体含量高但仍实现淀粉到纸幅中的高度渗透,根据本发明,例如可以在高压和高温下将淀粉挤压到纸中。
24、可以对用于平整的设备的一个或两个辊进行回火处理。辊也可以配设有硬涂层(陶瓷、铬等),但也可以配备有由聚合物制成的硬覆盖层。
25、一个或两个辊也可以设计为软辊。表面的硬度在此优选地小于30赵氏硬度(pusey&jones)。
26、本发明的其他优点和设计方案在下面的描述和从属权利要求中找到。
- 还没有人留言评论。精彩留言会获得点赞!