削边机的制作方法
本发明属于纸容器加工,具体涉及一种削边机。
背景技术:
1、随着生活水平的提高,人们的生活节奏也越来越快,随着线下餐饮门店的盛行,商家对于具有方便、卫生、易携带等特点的食品盒、饮料杯等一次性餐具的需求猛烈增加,常见的饮料杯一般为一次性的纸杯和塑料杯,目前熟知的一次性纸杯一般有一个杯体和一个杯盖组成,杯体用于盛装液体饮料,再由配套的杯盖盖和在该杯体的杯口处,以防止杯体内的饮料因晃动而外溢,在纸杯制造过程中,常见的杯身一般需要经过冲裁、粘接、定型等加工环节。
2、现有技术中,成型纸杯的纸片是剪裁后直接使用,成型后的杯身在搭肩处的密封性能较差,容易造成渗漏,已不能满足需要。而且,现有的生产方式存在工艺复杂、工序多、需多台设备配合完成生产、设备投资大、故障点多,成品率低、生产效率低、产品质量稳定性差、生产成本高等不足。
3、申请号为us14344262的美国发明专利公开了一种折皱折边机,该发明包括用于在纸片上形成折痕的折痕机构;还包括折叠机构,折叠机构其用于沿着折痕折叠纸片;还包括控制器,折痕机构包括第一折痕单元和第二折痕单元,第一折痕单元包括与纸片上表面相对设置的第一凸块,以及与纸片的下表面相对的第一凹块,第一凸块和第一凹块能够朝向彼此移动以形成第一折痕。第二折痕单元包括第二凹块以及与片材的下相对的第二凸块,第二凹槽和凸块彼此相向移动以形成第二折痕。该发明能够应用于纸杯的杯身纸片的折边以提高闭合处的密封性,然而该发明在面对以下技术问题上还存在改进空间:纸片产生折痕后需要额外对纸片折叠,生产效率慢;纸片过厚时,折痕容易偏移打滑,降低了成品率。
技术实现思路
1、本发明的目的在于提供一种装置简单,生产效率高、成品率高、生产成本低且稳定的削边机。
2、本发明为实现上述目的所采取的技术方案为:
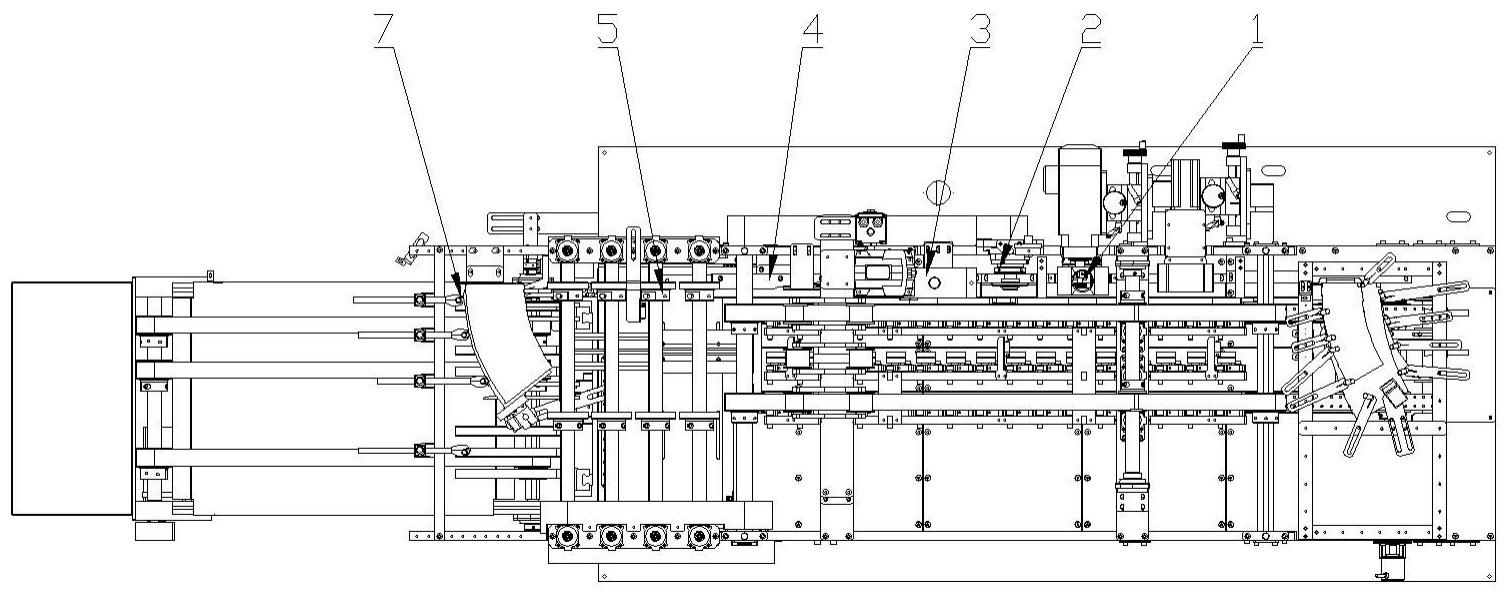
3、削边机,包括:机架,机架设置有能输送纸片的送纸皮带,机架在纸片转移路径上依次设有划线装置、削边装置、压痕装置、涂胶装置、折边装置以及压紧装置,划线装置对纸片划线后,削边机构对纸片刻线外侧削薄,压痕装置对纸片削薄处压痕,涂胶装置对纸片压痕外侧涂胶,折边装置将纸片在压痕位置翻折,压紧装置对翻折的纸片进行压紧粘连。通过送纸皮带将纸片输送依次经过各个装置,在到达各个装置的操作工位时,纸片能依次被划线、削边、压痕、涂胶、折边以及压紧,使得纸片的划线、切削、折边的工序在一个装置上自动完成,提高了纸杯的杯身纸片在结合搭边处的密封性,保证纸容器最终产品不会泄露,提高了产品生产效率以及产品质量。
4、优选地,划线装置包括划线电机,划线电机的输出端固定有划线刀,机架设有能够推移划线电机的划线滑台,划线刀能够在纸片上划出一条深度为纸片一半的刻线。划线刀对纸片划出刻线后,有利于后续削边装置对纸片进行削薄动作时的定位,提高效率,已经具有深度的刻线便于削边装置在刻线位置向外削薄,有利于纸片削薄后在刻线位置产生竖直端面,提高纸片末端翻折后与端面的贴合度,有利于提高产品质量。
5、优选地,削边装置包括削边电机,削边电机的输出端固定有铣刀,机架设有能够推移削边电机的削边滑台,铣刀能够将纸片位于刻线外侧的部分铣至刻线的最低面。铣刀磨削纸片至刻线最低面,使纸片在刻线外侧部分的厚度削为一半,有利于后续压痕的形成,防止纸片过厚导致压痕偏移,提高了成品率,且纸片削薄后的部分便于折边装置进行折叠,保证折叠后纸片不存在凸起,提高了产品的质量。
6、优选地,压痕装置包括压痕滑块,压痕滑块安装有能驱动旋转的压痕转轴,压痕转轴的输出端设有压痕轮,压痕滑块连接有用于其升降的压痕调节件,压痕轮能在纸片被铣部分压出压痕以供后续翻折。
7、优选地,涂胶装置包括涂胶滑块,涂胶滑快安装有能驱动旋转的涂胶转轴,涂胶转轴的输出端固定有涂胶轮,涂胶轮配合设置有胶盒,涂胶滑快连接有用于其移动的涂胶调节件,涂胶轮能将从胶盒内粘带的胶水涂抹在纸片的压痕外侧。在纸片被送纸皮带输送至涂胶轮位置时,涂胶转轴旋转带动涂胶轮转动,同时涂胶轮通过涂胶调节件伸入胶盒,使涂胶轮边缘曲面粘取胶水,再通过涂胶调节件带动涂胶轮移动对压痕外侧的纸片上表面涂胶,以便后续翻折后纸片的粘合,旋转的涂胶轮通过其圆柱曲面有利于均匀沾取胶水,同时涂胶轮能够实现滚动涂胶,降低了局部胶水涂抹过厚的可能,降低废品率,同时也避免了胶水浪费,节约成本。
8、优选地,折边装置包括固定于机架的折边底板,折边底板上设有抬高模具和折边模具,抬高模具具有能抬高并弯曲纸片的斜面,折边模具有弯曲面,弯曲面能翻折弯曲后的纸片。纸片的侧边先经过抬高模具的斜面,使得纸片在压痕处折弯呈垂直姿态,呈垂直姿态的纸片部分再经过折边模具的弯曲面,使折弯部分翻折呈水平姿态,以便后续压紧粘合。
9、优选地,压紧装置包括对称设置的墙板,墙板之间连接有多组上下布设的压紧上轴和压紧下轴,压紧上轴与压紧下轴传动连接且反向转动,压紧上轴与压紧下轴分别设置有压紧轮,压紧下轴连接有传动系统,上下相邻的压紧轮配合设置能将纸片的翻折部位压紧粘合。传动系统电动压紧下轴转动,压紧下轴转动带动与其传动连接的压紧上轴反向转动,将纸片翻折部分进行压紧粘合的同时将其向后输送。
10、优选地,压紧上轴末端安装有压紧滑块,压紧滑块竖直滑动设置于墙板内,墙板顶部设有用于控制压紧滑块升降的压紧气缸。在纸片卡死在压紧上轴与压紧下轴时,通过控制压紧气缸能抬起压紧上轴,使得上下位置关系的压紧轮远离已便于取出卡死的纸片,便于维护的同时也便于调试压紧上轴和压紧下轴的间隙,以能够适应不同厚度规模的纸片,提高装置适用范围。
11、压紧装置在纸片输出端设有阻挡机构,阻挡机构包括阻挡气缸,阻挡气缸的伸缩端连接有阻挡板,阻挡板延伸有用于堆叠纸片的多个阻挡条,阻挡条在推出方向设有多个档杆,阻挡气缸连接有光电眼,光电眼探测堆叠的纸片高度并控制阻挡气缸。阻挡气缸推出阻挡板使阻挡条位于纸片输出端下方,压紧上轴与压紧下轴压紧并将纸片输出至阻挡条进行堆叠,档杆限制纸片防止掉落并保持纸堆整齐度,待纸片堆叠高度达到光电眼的检测位置时,光电眼控制阻挡气缸回退,阻挡条失去对纸堆的承接,纸堆落下实现自动收集和下料,纸堆落下后光电眼再控制阻挡气缸伸出对后续纸片堆叠。
12、本发明由于采用了自动且按顺序执行的多个装置对纸片加工折边,因而具有如下有益效果:在送纸皮带输送纸片过程中,对纸片侧边依次进行划线、削边、压痕、涂胶、折边以及压紧,自动化程度高且结构紧凑,提高生产效率;削边前对纸片划线且刻线具有深度,有利于提高削薄时平整度并产生竖直端面,提高后续折边压紧的精度,提高成品质量;铣刀对纸片削薄至原有厚度的一半,有利于提高折叠后纸片的平整度,提高产品质量以及密封性;涂胶装置采用能滚动的涂胶轮进行胶水粘取以及涂胶,提高了涂胶均匀性以降低废品率,同时也避免胶水浪费,节约成本;压紧装置采用能调节间距的压紧上轴和压紧下轴,便于维护的同时也提高了装置的适用范围。因此,本发明是一种置简单,生产效率高、成品率高、生产成本低且稳定的削边机。
- 还没有人留言评论。精彩留言会获得点赞!