一种雨刮器包装盒成型设备的制作方法
本发明涉及包装成型领域,尤其涉及一种雨刮器包装盒成型设备。
背景技术:
1、雨刮器包装盒在使用时为到达国标环保标准及降低成本的原则,现阶段的雨刮器包装盒均采用不粘胶全折叠自锁附式纸质包装盒,由一块裁切好的包装盒展开板按设定顺序折叠完成;
2、现有技术中,常规的包装盒成型设备为粘胶盒式的折叠设备,进通过设备对包装盒底部封口进行自动折叠收口,无法实现对全折叠自锁附式纸质包装盒的折叠成型,由人工折叠时,人工按展开板折叠时容易出现折叠不到位、折叠顺序有误至包装盒褶皱无法锁死的情况。
技术实现思路
1、本发明的目的是为了解决上述技术中的任意一种问题,从而提出一种雨刮器包装盒成型设备。
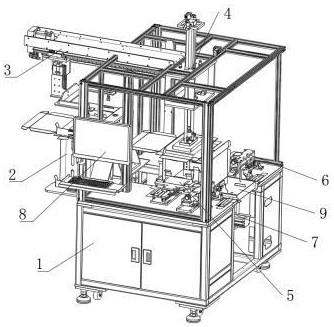
2、为了实现上述目的,本发明采用了如下技术方案:雨刮器包装盒成型设备,包括用于安装固定的机架及其前侧面设置的数控模组,数控模组由显示器及控制键盘组成,数控模组与机架内设置的电控零件通过线路接通控制,机架左侧中心设置有储料架,所述储料架上方设置有上送料模组,上送料模组将未折叠的包装盒输送至第一折叠模组上方,第一折叠模组内设置有折叠导向架用于将包装盒进行初步折叠成型,第一折叠模组顶部固定有辅助包装盒成型的下压模组,第一折叠模组底部中心设置有托料模组,托料模组将初步折叠的包装盒输送至第二折叠模组模组区域,第二折叠模组的折压支架将包装盒进行二次折叠,托料模组将折叠完成后的包装盒由机架右侧推出。
3、进一步的,储料架前端为用于堆叠包装盒展开物料的储料仓,储料仓背面中心设置有升降式直线模组,托架锁附在升降式直线模组上,托架位于储料仓内上下升降,上送料模组固定在储料架顶部的机架上。
4、进一步的,上送料模组通过悬挂式直线模组锁附固定在储料架顶部的机架上,悬挂式直线模组下方通过筋板连接有震荡气缸,震荡气缸底部设置有y型的吸料架,吸料架上呈三角分布有吸盘,悬挂式直线模组可带动下方的震荡气缸与吸料架在储料架与第一折叠模组上方往复滑动。
5、进一步的,第一折叠模组主体为中间断开的搭设在机架上的台面板,台面板中心断开区域两侧均设置有z字型的托料槽板,托料槽板通过调节板锁附固定在台面板上,台面板两侧中段均设置有可调节的无杆气缸,两侧的无杆气缸上对称设置有折叠导向架,第一折叠模组底部固定有托料模组。
6、进一步的,折叠导向架由t型的导向架体锁附在无杆气缸上随之运动,导向架体两侧均设置有高度依次降低的顶部为导向斜板的第一导向板、第二导向板和第三导向板,第二导向板设置在第一导向板与第三导向板之间呈90°夹角分布,下压模组固定在两侧的折叠导向架中心区域顶部的机架上。
7、进一步的,下压模组通过固定框架锁附固定在机架顶部,固定框架上设置有下压气缸,下压气缸底部固定有内腔压板,内腔压板中心设置有退料块,退料块与内腔压板上表面的退料气缸连接。
8、进一步的,托料模组中心设置有托料直线模组,托料直线模组的滑台上方设置有轴杆支撑的底托板,定位气缸设置在底托板下方,定位气缸顶部带动有上下升降的连接板,连接板前后两侧均设置有l型的可调节的定位导向板,底托板前侧的滑台上设置有卸料气缸,卸料气缸顶部设置有l型的可调节的卸料推板,托料直线模组的滑台可在第一折叠模组和第二折叠模组下方区域之间往复滑动。
9、进一步的,第二折叠模组主体为上侧通过滑轨与轴杆导向的可滑动的滑动座,可调节的滑动座锁附在无杆气缸前侧的台面板上,滑动座底部设置有控制其滑动的侧推气缸,滑动座的一侧设置有转角气缸,转角气缸输出轴顶部与l型的转角摆块转动连接,转角摆块l型一端转动设置在滑动座上,转角摆块l型另一端设置有l型的中间带有加强筋的折压支架。
10、本发明的有益效果是:
11、上送料模组将储料架内未折叠的包装盒展开物料吸附输送至第一折叠模组上方进行自动折叠,上送料模组通过震荡气缸与吸料架经行吸取在储料架内堆叠的包装盒,吸料架对表层的包装盒吸附后,震荡气缸上下高频振荡一定次数,防止出现下层的包装盒与上层的包装盒发生粘连导致,导致取料数量有误,下层包装盒脱离储料架的情况发生。
12、上送料模组将未折叠的包装盒展开物料吸附输送至第一折叠模组上方后,下压模组将未折叠的包装盒压入第一折叠模组的折叠导向架内进行折叠,下压模组的下压气缸带动内腔压板将包装盒下压到位,同时内腔压板将第一次折叠的包装盒内腔经行填充,防止其在下压过程中部分区域受力不均至折弯变形的情况发生,当包装盒第一次折叠到位后,下压气缸带动内腔压板上升退出包装盒内腔,在下压气缸上升的同时,退料气缸将退料块推出压住包装盒,直至下压模组完全脱离包装盒后,退料气缸带动退料块回缩至内腔压板内,防止内腔压板在上升时将包装盒通过摩擦带动跑偏至其脱离定位区域。
13、上送料模组将未折叠的包装盒展开物料吸附输送至第一折叠模组上方时,第一折叠模组两侧的无杆气缸将折叠导向架向内侧推动至折叠限位区域,下压模组的内腔压板将未折叠的包装盒压入两侧的折叠导向架形成的折叠腔内,折叠导向架上设置有高度依次降低的顶部为导向斜板的第一导向板、第二导向板和第三导向板,第二导向板设置在第一导向板与第三导向板之间呈90°夹角分布,未折叠的包装盒先与第一导向板接触,将包装盒的c区域向b区域折叠90°,后续与第二导向板接触,将包装盒的b区域向a区域折叠90°,最后与第三导向板接触,将包装盒的d区域向a区域折叠90°,完成包装盒第一次折叠。
14、下压模组将包装盒下压到位时,托料模组的底托板位于第一折叠模组底部,用于支撑下压的包装盒,同时托料模组的定位气缸带动定位导向板上升至顶部,对包装盒第一次折叠到位后的前后两侧面进行夹持定位,由托料模组将第一次折叠后的包装盒输送至第二折叠模组进行二次折叠。
15、第一次折叠的包装盒运输至第二折叠模组时,转角气缸推出,通过转角摆块带动折压支架转动90°,折压支架在转动时将第一次折叠的包装盒的两侧未折叠的e区域向内侧弯折180°,完成包装盒的第二次折叠,包装盒成型完成,转角气缸回拉,折压支架回转,侧推气缸回拉滑动座,带动折压支架脱离包装盒区域,由托料模组将第二次折叠完成后的包装盒送出。
技术特征:
1.雨刮器包装盒成型设备,包括用于安装固定的机架(1)及其前侧面设置的数控模组(8),数控模组(8)由显示器及控制键盘组成,数控模组(8)与机架(1)内设置的电控零件通过线路接通控制,机架(1)左侧中心设置有储料架(2),其特征在于:所述储料架(2)上方设置有上送料模组(3),上送料模组(3)将未折叠的包装盒输送至第一折叠模组(5)上方,第一折叠模组(5)内设置有折叠导向架(54)用于将包装盒进行初步折叠成型,第一折叠模组(5)顶部固定有辅助包装盒成型的下压模组(4),第一折叠模组(5)底部中心设置有托料模组(7),托料模组(7)将初步折叠的包装盒输送至第二折叠模组(6)模组区域,第二折叠模组(6)的折压支架(65)将包装盒进行二次折叠,托料模组(7)将折叠完成后的包装盒由机架(1)右侧推出。
2.根据权利要求1所述的雨刮器包装盒成型设备,其特征在于:所述储料架(2)前端为用于堆叠包装盒展开物料的储料仓(21),储料仓(21)背面中心设置有升降式直线模组(23),托架(22)锁附在升降式直线模组(23)上,托架(22)位于储料仓(21)内上下升降,上送料模组(3)固定在储料架(2)顶部的机架(1)上。
3.根据权利要求2所述的雨刮器包装盒成型设备,其特征在于:所述上送料模组(3)通过悬挂式直线模组(33)锁附固定在储料架(2)顶部的机架(1)上,悬挂式直线模组(33)下方通过筋板连接有震荡气缸(32),震荡气缸(32)底部设置有y型的吸料架(31),吸料架(31)上呈三角分布有吸盘,悬挂式直线模组(33)可带动下方的震荡气缸(32)与吸料架(31)在储料架(2)与第一折叠模组(5)上方往复滑动。
4.根据权利要求3所述的雨刮器包装盒成型设备,其特征在于:所述第一折叠模组(5)主体为中间断开的搭设在机架(1)上的台面板(55),台面板(55)中心断开区域两侧均设置有z字型的托料槽板(51),托料槽板(51)通过调节板(52)锁附固定在台面板(55)上,台面板(55)两侧中段均设置有可调节的无杆气缸(53),两侧的无杆气缸(53)上对称设置有折叠导向架(54),第一折叠模组(5)底部固定有托料模组(7)。
5.根据权利要求4所述的雨刮器包装盒成型设备,其特征在于:所述折叠导向架(54)由t型的导向架体(541)锁附在无杆气缸(53)上随之运动,导向架体(541)两侧均设置有高度依次降低的顶部为导向斜板的第一导向板(542)、第二导向板(543)和第三导向板(544),第二导向板(543)设置在第一导向板(542)与第三导向板(544)之间呈90°夹角分布,下压模组(4)固定在两侧的折叠导向架(54)中心区域顶部的机架(1)上。
6.根据权利要求5所述的雨刮器包装盒成型设备,其特征在于:所述下压模组(4)通过固定框架(41)锁附固定在机架(1)顶部,固定框架(41)上设置有下压气缸(42),下压气缸(42)底部固定有内腔压板(43),内腔压板(43)中心设置有退料块(44),退料块(44)与内腔压板(43)上表面的退料气缸(45)连接。
7.根据权利要求4所述的雨刮器包装盒成型设备,其特征在于:所述托料模组(7)中心设置有托料直线模组(71),托料直线模组(71)的滑台上方设置有轴杆支撑的底托板(72),定位气缸(73)设置在底托板(72)下方,定位气缸(73)顶部带动有上下升降的连接板,连接板前后两侧均设置有l型的可调节的定位导向板(74),底托板(72)前侧的滑台上设置有卸料气缸(75),卸料气缸(75)顶部设置有l型的可调节的卸料推板(76),托料直线模组(71)的滑台可在第一折叠模组(5)和第二折叠模组(6)下方区域之间往复滑动。
8.根据权利要求7所述的雨刮器包装盒成型设备,其特征在于:所述第二折叠模组(6)主体为上侧通过滑轨与轴杆导向的可滑动的滑动座(62),可调节的滑动座(62)锁附在无杆气缸(53)前侧的台面板(55)上,滑动座(62)底部设置有控制其滑动的侧推气缸(61),滑动座(62)的一侧设置有转角气缸(63),转角气缸(63)输出轴顶部与l型的转角摆块(64)转动连接,转角摆块(64)l型一端转动设置在滑动座(62)上,转角摆块(64)l型另一端设置有l型的中间带有加强筋的折压支架(65)。
技术总结
本发明公开了雨刮器包装盒成型设备,包括用于安装固定的机架及其前侧面设置的数控模组,数控模组由显示器及控制键盘组成,数控模组与机架内设置的电控零件通过线路接通控制,机架左侧中心设置有储料架,所述储料架上方设置有上送料模组,上送料模组将未折叠的包装盒输送至第一折叠模组上方,第一折叠模组内设置有折叠导向架用于将包装盒进行初步折叠成型,第一折叠模组顶部固定有辅助包装盒成型的下压模组,第一折叠模组底部中心设置有托料模组,托料模组将初步折叠的包装盒输送至第二折叠模组模组区域,第二折叠模组的折压支架将包装盒进行二次折叠,托料模组将折叠完成后的包装盒由机架右侧推出。
技术研发人员:程宝来
受保护的技术使用者:都昌县业达汽车零部件有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!