一种定位浮雕防伪直镀标签纸及其制备方法与流程
本发明涉及标签纸转印,尤其涉及一种定位浮雕防伪直镀标签纸及其制备方法。
背景技术:
1、浮雕技术作为当下的热门技术,在包装领域深受客户的喜欢,其高亮、立体的视觉效果,结合专门的浮雕图文防伪,能极大提升包装的档次和竞争力。随着技术的不断成熟,许多标签印企也逐步引入浮雕技术以增强自身产品的市场竞争力和差异化需求。定位浮雕标签纸的浮雕图案需要与印刷图案精确套印,直镀纸工艺使用的opp膜压膜在多次复合过程中变形量大,导致较大的定位偏差,无法满足定位纸产品要求,因此定位浮雕标签纸仍采用传统pet转移工艺进行生产,即pet涂布→pet模压→镀铝→复合→剥离→回潮,此工艺无法实现pet膜多次重复利用,成本相对高,技术应用受限。
技术实现思路
1、本发明所要解决的技术问题在于,提供一种定位浮雕防伪直镀标签纸的制备方法,可以实现母膜的重复利用,且母膜多次利用后的定位偏差小。
2、为达到上述技术效果,本发明提供了一种定位浮雕防伪直镀标签纸的制备方法,包括以下步骤:
3、(1)制作定位浮雕版;
4、(2)在pet预涂膜上涂布uv涂料,与所述定位浮雕版贴合后进行uv模压固化,剥离后得到pet母膜;
5、(3)将opp材料的表面热封层与所述pet母膜的浮雕图案面贴合,分开收卷得到opp复合母膜;
6、(4)在opp复合母膜的非浮雕图案面涂布胶水,与pet膜复合,制得pet/opp双层复合膜;
7、(5)在原纸上涂布胶水,与所述pet/opp双层复合膜复合,浮雕图案转移至原纸上,得到具有定位浮雕的标签纸;复合后,将具有定位浮雕的标签纸和pet/opp双层复合膜分开收卷,收卷好的pet/opp双层复合膜再次与新的原纸复合,进行定位浮雕的转印;
8、(6)对具有定位浮雕的标签纸表面进行专版文字镀铝;
9、(7)将专版文字镀铝后的标签纸进行表面处理,得到定位浮雕防伪直镀标签纸。
10、作为上述技术方案的改进,步骤(5)所述胶水为水性丙烯酸类树脂,胶水的固含量为40%-45%,蔡恩4号杯粘度≥20s,胶水的涂布干量≥3g/m2。
11、作为上述技术方案的改进,步骤(4)所述胶水为双组分聚氨酯无溶剂复合胶水,胶水的涂布干量为1g/m2-3g/m2。
12、作为上述技术方案的改进,步骤(2)所述uv模压的模压速度为20m/min-60m/min,模压压力为5kg-15kg,固化用uv灯的功率为7.5kw-20kw。
13、作为上述技术方案的改进,步骤(3)所述opp材料的厚度≥28μm,其中表面热封层的厚度≥3μm,所述opp材料的纵向伸缩率≤2.5%,横向伸缩率≤1%。
14、作为上述技术方案的改进,步骤(3)所述贴合步骤前,从opp材料远离表面热封层的一面对其进行预热,预热温度为140℃-150℃。
15、作为上述技术方案的改进,步骤(6)专版文字镀铝包括用带有防伪文字的模板将屏蔽油印刷到具有定位浮雕的标签纸表面,再进行真空镀铝,真空镀铝的厚度为
16、作为上述技术方案的改进,步骤(7)所述表面处理包括对具有定位浮雕的标签纸的上表面进行面涂和对具有定位浮雕的标签纸的背面进行背涂处理;面涂采用固含量为20%-30%、涂布干量为0.8g/m2-1.5g/m2的水性丙烯酸类树脂;背涂采用固含量为5%-15%的背涂液。
17、作为上述技术方案的改进,步骤(1)所述定位浮雕版的制作方法包括浮雕图文设计、激光光刻、拼版和电铸,其中激光光刻机的分辨率≥2000dpi。
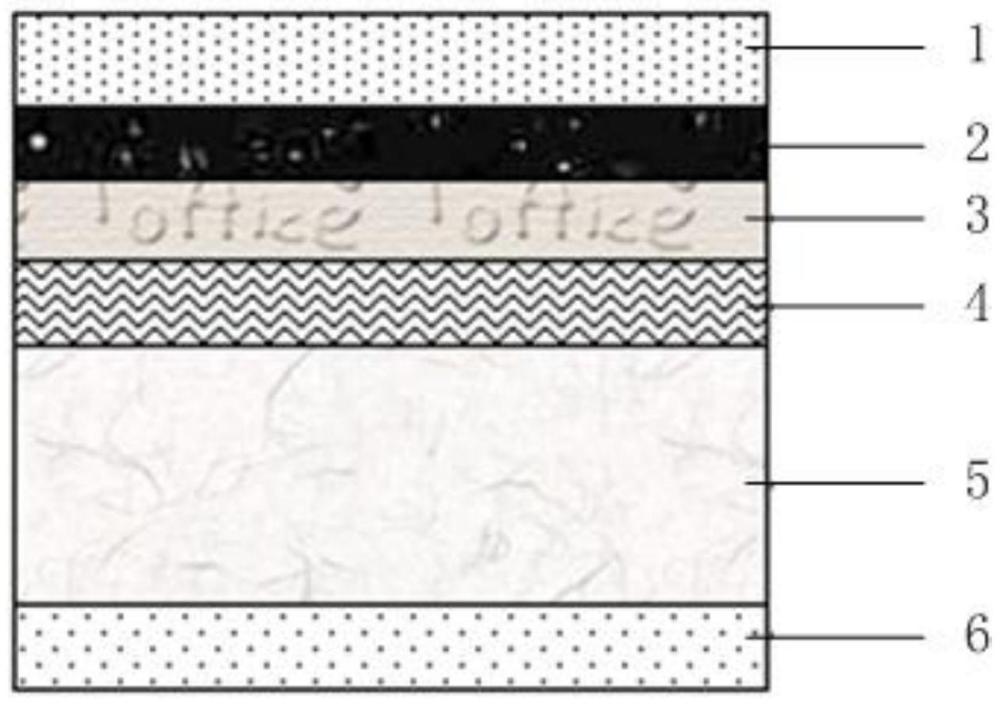
18、相应的,本发明还提供了一种采用上述的制备方法制得的定位浮雕防伪直镀标签纸,包括从上至下依次复合的面涂层、防伪镀铝层、定位浮雕信息层、底涂层、原纸层和背涂层;所述定位浮雕防伪直镀标签纸的含水率为3%-5.5%,套位偏差≤0.3mm。
19、实施本发明实施例,具有如下有益效果:
20、本发明制得的pet/opp双层复合膜可重复利用10次以上,突破定位转移纸的传统pet转移涂层工艺仅能使用1次的问题,减少了模压工序和薄膜的投入,降低成本;此外,pet/opp双层复合膜还解决了opp复合母膜在多次复合过程中变形量大的问题,确保变形量控制在0.3mm以内,满足常规定位纸产品要求。
技术特征:
1.一种定位浮雕防伪直镀标签纸的制备方法,其特征在于,包括以下步骤:
2.如权利要求1所述的定位浮雕防伪直镀标签纸的制备方法,其特征在于,步骤(5)复合用所述胶水为水性丙烯酸类树脂,胶水的固含量为40%-45%,蔡恩4号杯粘度≥20s,胶水的涂布干量≥3g/m2。
3.如权利要求1所述的定位浮雕防伪直镀标签纸的制备方法,其特征在于,步骤(4)复合用所述胶水为双组分聚氨酯无溶剂复合胶水,胶水的涂布干量为1g/m2-3g/m2。
4.如权利要求1所述的定位浮雕防伪直镀标签纸的制备方法,其特征在于,步骤(2)所述uv模压的模压速度为20m/min-60m/min,模压压力为5kg-15kg,固化用uv灯的功率为7.5kw-20kw。
5.如权利要求1所述的定位浮雕防伪直镀标签纸的制备方法,其特征在于,步骤(3)所述opp材料的厚度≥28μm,其中表面热封层的厚度≥3μm,所述opp材料的纵向伸缩率≤2.5%,横向伸缩率≤1%。
6.如权利要求1所述的定位浮雕防伪直镀标签纸的制备方法,其特征在于,步骤(3)所述贴合步骤前,从opp材料远离表面热封层的一面对其进行预热,预热温度为140℃-150℃。
7.如权利要求1所述的定位浮雕防伪直镀标签纸的制备方法,其特征在于,步骤(6)专版文字镀铝包括用带有防伪文字的模板将屏蔽油印刷到具有定位浮雕的标签纸表面,再进行真空镀铝,真空镀铝的厚度为
8.如权利要求1所述的定位浮雕防伪直镀标签纸的制备方法,其特征在于,步骤(7)所述表面处理包括对具有定位浮雕的标签纸的上表面进行面涂和对具有定位浮雕的标签纸的背面进行背涂处理;面涂采用固含量为20%-30%、涂布干量为0.8g/m2-1.5g/m2的水性丙烯酸类树脂;背涂采用固含量为5%-15%的背涂液。
9.如权利要求1所述的定位浮雕防伪直镀标签纸的制备方法,其特征在于,步骤(1)所述定位浮雕版的制作方法包括浮雕图文设计、激光光刻、拼版和电铸,其中激光光刻机的分辨率≥2000dpi。
10.一种采用如权利要求1-9任一项所述的制备方法制得的定位浮雕防伪直镀标签纸,其特征在于,包括从上至下依次复合的面涂层、防伪镀铝层、定位浮雕信息层、底涂层、原纸层和背涂层;所述定位浮雕防伪直镀标签纸的含水率为3%-5.5%,套位偏差≤0.3mm。
技术总结
本发明公开了一种定位浮雕防伪直镀标签纸及其制备方法,制备方法包括:制作定位浮雕版;在PET预涂膜上涂布UV涂料,与定位浮雕版贴合后进行UV模压固化,得到PET母膜;将OPP材料的表面热封层与PET母膜的浮雕图案面贴合,得到OPP复合母膜;在OPP复合母膜的非浮雕图案面涂布胶水,与PET膜复合,制得PET/OPP双层复合膜;在原纸上涂布胶水,与PET/OPP双层复合膜复合,得到具有定位浮雕的标签纸;对具有定位浮雕的标签纸表面进行镀铝和表面处理,得到定位浮雕防伪直镀标签纸。本发明的制备方法可以实现母膜的重复利用,扩宽产品的应用领域。
技术研发人员:梁耀泳,梁景亮
受保护的技术使用者:广东万昌印刷包装股份有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!