一种包装盒高速成型机的制作方法
本技术涉及包装盒折叠成型设备,具体为一种包装盒高速成型机。
背景技术:
1、目前,市场上一些烟盒、酒盒、礼盒等通常都需要用到硬纸进行折叠形成,所述的硬纸均是外形轮廓进行裁剪完成的硬纸,通过硬纸的外形轮廓沿边缘进行翻折并同时在硬纸的内部进行胶水的涂抹,即可完成包装盒折叠成型。这一工序主要通过人力来完成,人力对包装盒折叠成型的效率低,无法满足现有市场对包装盒的大量需求。因此,亟需一种包装盒高速成型机来解决上述问题。
技术实现思路
1、本实用新型目的是在于提供一种包装盒高速成型机,为了更好地解决人力对包装盒折叠成型的效率低,无法满足现有市场对包装盒的大量需求的技术问题。
2、为了解决上述技术问题,本实用新型采用如下技术方案:
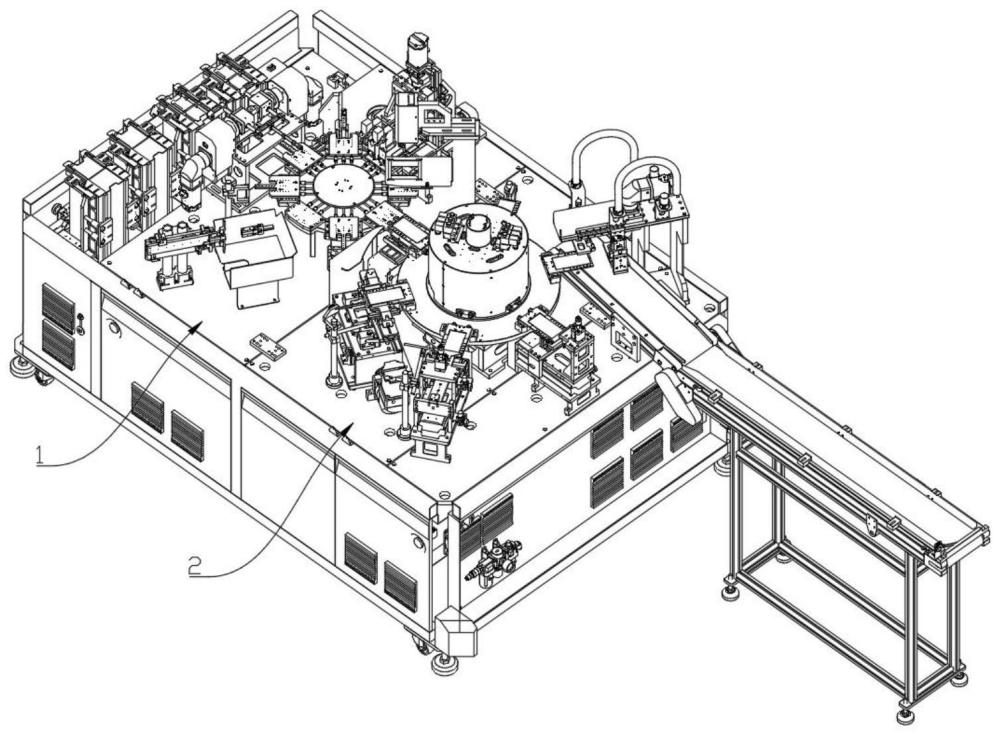
3、一种包装盒高速成型机,包括刮胶上料部和折边成型部,刮胶上料部的中心为可转动的第一工位转盘,折边成型部的中心为可转动的第二工位转盘,第一工位转盘的边缘设有若干个用于固定物料的第一吸附板,第二工位转盘的边缘设有若干个用于固定物料的第二吸附板,
4、所述第一工位转盘的四周依次设有上料机构和胶水刮涂机构,上料机构包括上料单元和待料单元,待料单元设置于第一工位转盘的一侧,且待料单元中的物料可通过上料单元转移至第一工位转盘中的其中一个第一吸附板上,胶水刮涂机构包括注胶头和基座,注胶头与基座进行活动连接,注胶头通过基座悬空在第一工位转盘的上方;
5、所述第二工位转盘的四周依次设有侧边折叠机构、对折机构、定型压泡机构和卸料机构,第二工位转盘与第一工位转盘之间还设有转移机构,转移机构设置于第二工位转盘的一侧下方,第一吸附板上的物料可通过转移机构转移至第二工位转盘中的其中一个第二吸附板上。
6、上述说明中,作为进一步的方案,待料单元包括支撑板体和若干个待料仓,支撑板体的顶端面设有换料导轨,换料导轨的中部设有若干个可移动的固定治具,待料仓的底部与固定治具进行可拆卸地连接;
7、支撑板体的底部还设有若干个待料上升组件,待料仓为筒型中空结构,待料上升组件可贯穿支撑板体的中部,且延伸至待料仓的内部,物料可通过待料上升组件向上移动至待料仓的顶端面;
8、上料单元包括两个电机驱动部和两个上料夹具,两个上料夹具分别可转动地连接在两个电机驱动部的一侧,上料夹具的一端延伸至待料仓的顶端面用于夹取物料,上料夹具的另一端设有锥形齿,相邻两个上料夹具之间设有翻转轴,两个上料夹具以翻转轴为中心呈中心对称结构,翻转轴的两端分别与锥形齿进行啮合传动,上料夹具可通过电机驱动部在第一吸附板与待料仓的顶端面进行摆动。
9、上述说明中,作为进一步的方案,基座包括底座、立柱和支撑座,立柱的底部通过横向驱动单元与底座的顶端面进行活动连接,立柱可通过横向驱动单元沿水平方向进行移动,注胶头固定连接在支撑座的一侧,支撑座的另一侧通过纵向驱动单元与立柱进行活动连接,支撑座可通过纵向驱动单元沿竖直方向进行移动。
10、上述说明中,作为进一步的方案,转移机构的顶部为可上下移动的上压板体,转移机构的内部设有可转动的第一凸轮件,第一凸轮件为椭圆形结构,第一凸轮件的上方设有连杆,连杆的一端设有转轴,连杆通过转轴可转动地连接在第一凸轮件的上方,连杆可位于第一凸轮件的上方沿转轴为中心进行摆动,连杆的中部设有可转动的第一顶轮,第一顶轮与第一凸轮件的边缘进行抵接,连杆的另一端与上压板体的顶部进行活动连接,上压板体通过连杆可向上移动至第二吸附板的底端面进行抵接。
11、上述说明中,作为进一步的方案,侧边折叠机构的顶部为可上下移动的第一承载架,第一承载架的顶端面设有两个对称设置的侧向辊轮,侧向辊轮的底部通过第三直线滑台与第一承载架进行固定连接,侧向辊轮可通过第三直线滑台向两个侧向辊轮之间进行移动;
12、侧边折叠机构的内部设有可转动的第二凸轮件,第二凸轮件为椭圆形结构,第一承载架的底部设有可转动的第二顶轮,第二凸轮件的边缘与第二顶轮进行抵接,第一承载架可通过第二凸轮件向上移动至第二吸附板的底端面进行抵接。
13、上述说明中,作为进一步的方案,对折机构第二承载架和第一直线滑台,第二承载架活动连接在第一直线滑台的顶部,第二承载架的顶部为可向下移动的对折辊轮;
14、所述对折机构与侧边折叠机构之间还设有立杆,立杆的顶部设有导向横杆,导向横杆为弧形结构,导向横杆的一端与立杆的顶部进行固定连接,导向横杆的另一端向上延伸至第二承载架的顶部进行连接,导向横杆靠近立杆的一端位于第二吸附板的同一高度。
15、上述说明中,作为进一步的方案,定型压泡机构包括第三承载架和第二直线滑台,第三承载架活动连接在第二直线滑台的顶部,第二承载架的顶部为可向下移动的定型辊轮,第二直线滑台的上方设有上压气缸,上压气缸通过支架悬空设置于第二直线滑台的上方,上压气缸的输出端可向上移动至第二吸附板的底端面进行抵接。
16、上述说明中,作为进一步的方案,卸料机构包括转移力臂和两个卸料夹具,转移力臂的两侧设有转移导轨,两个卸料夹具分别通过转移导轨活动连接在转移力臂的两侧,卸料夹具的中部为下压气缸,卸料夹具可通过下压气缸向下移动至第二吸附板的顶端面进行抵接。
17、上述说明中,作为进一步的方案,胶水刮涂机构远离上料机构的一侧设有视觉检测机构,视觉检测机构包括固定柱和视觉检测镜头,视觉检测镜头固定连接在固定柱的顶部,且视觉检测镜头通过固定柱悬空在第一吸附板的上方,视觉检测镜头向第一吸附板的顶端面进行照射。
18、上述说明中,作为进一步的方案,视觉检测机构的一侧还设有剔除机构,剔除机构包括废料盒、剔除底座、延伸臂和延伸气缸,废料盒的顶部为开口结构,设置在废料盒远离第一工位转盘的一侧,延伸臂活动连接在剔除底座的顶部,延伸臂通过延伸气缸与剔除底座进行活动连接,延伸臂靠近第一工位转盘的一端设有手指气缸,手指气缸可通过延伸臂移动至第一工位转盘的边缘进行夹取。
19、与现有技术相比,本实用新型的有益效果为:
20、本申请的一种包装盒高速成型机由刮胶上料部和折边成型部将外形轮廓翻折和胶水涂抹的工序进行合理整合,使得包装盒折叠成型在第一工位转盘与第二工位转盘中完成外形轮廓翻折和胶水涂抹工序以及胶水涂抹工序与外形轮廓翻折工序的接驳,提高了包装盒折叠成型的生产效率;
21、同时上料机构和胶水刮涂机构依次分布在第一工位转盘的四周,侧边折叠机构、对折机构、定型压泡机构和卸料机构依次分布在第二工位转盘的四周,并通过第一工位转盘和第二工位转盘将硬纸的胶水刮涂工序和外形轮廓翻折工序进行步骤细小拆分化的流水作业,进一步提高了包装盒折叠成型产线的生产效率值。
技术特征:
1.一种包装盒高速成型机,包括刮胶上料部和折边成型部,刮胶上料部的中心为可转动的第一工位转盘,折边成型部的中心为可转动的第二工位转盘,第一工位转盘的边缘设有若干个用于固定物料的第一吸附板,第二工位转盘的边缘设有若干个用于固定物料的第二吸附板,其特征在于:
2.根据权利要求1所述的一种包装盒高速成型机,其特征在于:所述待料单元包括支撑板体和若干个待料仓,支撑板体的顶端面设有换料导轨,换料导轨的中部设有若干个可移动的固定治具,待料仓的底部与固定治具进行可拆卸地连接;
3.根据权利要求1所述的一种包装盒高速成型机,其特征在于:所述基座包括底座、立柱和支撑座,立柱的底部通过横向驱动单元与底座的顶端面进行活动连接,立柱可通过横向驱动单元沿水平方向进行移动,注胶头固定连接在支撑座的一侧,支撑座的另一侧通过纵向驱动单元与立柱进行活动连接,支撑座可通过纵向驱动单元沿竖直方向进行移动。
4.根据权利要求1所述的一种包装盒高速成型机,其特征在于:所述转移机构的顶部为可上下移动的上压板体,转移机构的内部设有可转动的第一凸轮件,第一凸轮件为椭圆形结构,第一凸轮件的上方设有连杆,连杆的一端设有转轴,连杆通过转轴可转动地连接在第一凸轮件的上方,连杆可位于第一凸轮件的上方沿转轴为中心进行摆动,连杆的中部设有可转动的第一顶轮,第一顶轮与第一凸轮件的边缘进行抵接,连杆的另一端与上压板体的顶部进行活动连接,上压板体通过连杆可向上移动至第二吸附板的底端面进行抵接。
5.根据权利要求1所述的一种包装盒高速成型机,其特征在于:所述侧边折叠机构的顶部为可上下移动的第一承载架,第一承载架的顶端面设有两个对称设置的侧向辊轮,侧向辊轮的底部通过第三直线滑台与第一承载架进行固定连接,侧向辊轮可通过第三直线滑台向两个侧向辊轮之间进行移动;
6.根据权利要求1所述的一种包装盒高速成型机,其特征在于:所述对折机构第二承载架和第一直线滑台,第二承载架活动连接在第一直线滑台的顶部,第二承载架的顶部为可向下移动的对折辊轮;
7.根据权利要求1所述的一种包装盒高速成型机,其特征在于:所述定型压泡机构包括第三承载架和第二直线滑台,第三承载架活动连接在第二直线滑台的顶部,第二承载架的顶部为可向下移动的定型辊轮,第二直线滑台的上方设有上压气缸,上压气缸通过支架悬空设置于第二直线滑台的上方,上压气缸的输出端可向上移动至第二吸附板的底端面进行抵接。
8.根据权利要求1所述的一种包装盒高速成型机,其特征在于:所述卸料机构包括转移力臂和两个卸料夹具,转移力臂的两侧设有转移导轨,两个卸料夹具分别通过转移导轨活动连接在转移力臂的两侧,卸料夹具的中部为下压气缸,卸料夹具可通过下压气缸向下移动至第二吸附板的顶端面进行抵接。
9.根据权利要求1所述的一种包装盒高速成型机,其特征在于:所述胶水刮涂机构远离上料机构的一侧设有视觉检测机构,视觉检测机构包括固定柱和视觉检测镜头,视觉检测镜头固定连接在固定柱的顶部,且视觉检测镜头通过固定柱悬空在第一吸附板的上方,视觉检测镜头向第一吸附板的顶端面进行照射。
10.根据权利要求9所述的一种包装盒高速成型机,其特征在于:所述视觉检测机构的一侧还设有剔除机构,剔除机构包括废料盒、剔除底座、延伸臂和延伸气缸,废料盒的顶部为开口结构,设置在废料盒远离第一工位转盘的一侧,延伸臂活动连接在剔除底座的顶部,延伸臂通过延伸气缸与剔除底座进行活动连接,延伸臂靠近第一工位转盘的一端设有手指气缸,手指气缸可通过延伸臂移动至第一工位转盘的边缘进行夹取。
技术总结
本技术涉及包装盒折叠成型设备技术领域的一种包装盒高速成型机,包括刮胶上料部和折边成型部,第一工位转盘的四周依次设有上料机构和胶水刮涂机构,所述第二工位转盘的四周依次设有侧边折叠机构、对折机构、定型压泡机构和卸料机构,第二工位转盘与第一工位转盘之间还设有转移机构,使得包装盒折叠成型在第一工位转盘与第二工位转盘中完成外形轮廓翻折和胶水涂抹工序以及胶水涂抹工序与外形轮廓翻折工序的接驳,提高了包装盒折叠成型的生产效率,同时通过第一工位转盘和第二工位转盘将硬纸的胶水刮涂工序和外形轮廓翻折工序进行步骤细小拆分化的流水作业,进一步提高了包装盒折叠成型产线的生产效率值。
技术研发人员:廖秋平,刘顺成,邢国光,廖义辉
受保护的技术使用者:东莞市励莫自动化设备有限公司
技术研发日:20230814
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!