一种初生纤维牵伸定型工艺及其操作流程的制作方法
本发明涉及初生纤维制造,具体为一种初生纤维牵伸定型工艺及其操作流程。
背景技术:
1、国际上,超细复合纤维及其制品的发展起源于20世纪40年代,最早是由美国杜邦公司实现商业化生产;20世纪60年代,日本纺织公司、日本东丽、钟纺、帝人、可乐丽等开发出多芯型、分裂型、放射型等复合纤维,促使超细复合纤维产品种类进一步丰富;20世纪70年代,在各大企业的努力下,具有高性能、高附加价值的“新合纤”被开发出来;20世纪90年代至今,聚酯、聚酰胺、聚丙烯腈等新超细复合纤维品种不断被开发出来,超细复合纤维的应用领域不断扩展。我国超细复合纤维及其制品行业起步较晚,于20世纪90年代开始发展。
2、细旦化及线密度的降低使超细复合纤维及其制品在几何特性、力学特性、质量特性、光学特性、结构特性等方面远远优于常规纤维甚至天然纤维,其可以用于高密度织物、仿麂皮、高性能洁净布、功能性面料等高端面料领域。由于行业面临着较高的技术、资金、人才等壁垒,我国专业从事超细复合纤维及其制品领域的生产数量较少,国内市场形成了中外企业并存的竞争格局,竞争企业主要有日本东丽、意大利欧缔兰、浙江台华新材料股份有限公司、苏州天华超净科技股份有限公司等。
3、20世纪90年代,国内弹性织物基本采用成本高的氨纶和橡胶等弹性物质组成的弹力纤维进行织造,但是这些产品的断裂伸长率很大,必须用低伸长率的纤维将其包裹在里面以控制伸长,这样产量低,生产过程复杂。而一般化学纤维的卷曲为热定型成形,永久性差,弹性恢复性差,因此纤维的抱合力差,不利于纺织加工,而且服用中的形态与弹性亦差。
技术实现思路
1、解决的技术问题:针对现有技术的不足,本发明提供了一种初生纤维牵伸定型工艺及其操作流程,具备改善现有常规复合纤维的质量不足和生产不足等优点,解决了上述技术的问题。
2、技术方案:为实现上述目的,本发明提供如下技术方案:一种初生纤维牵伸定型工艺及其操作流程,所述初生纤维包括hyt400和hysph,所述hyt400包括以下原料:半消光低粘pet组份的特性粘度为0.4-0.5、二氧化钛含量0.25%-0.31%、有光高粘pbt的特性粘度为0.9-1.5,所述hysph包括以下原料:半消光低粘pet组份的特性粘度为0.4-0.5、二氧化钛含量0.25%-0.31%、高粘半消光pet组份的特性粘度为0.8-0.9、二氧化钛含量为0.1%-0.5%。
3、优选的,所述初生纤维的生产工艺操作流程包括以下步骤:
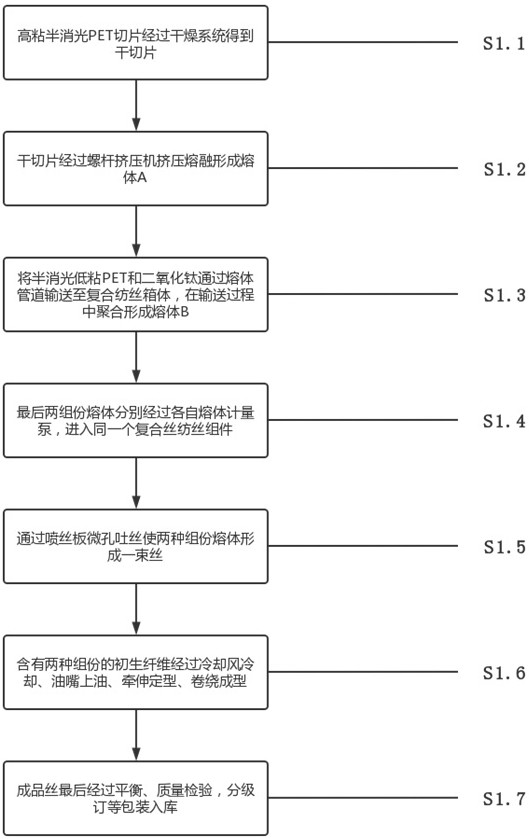
4、s1.1、高粘半消光pet切片经过干燥系统得到干切片;
5、s1.2、干切片经过螺杆挤压机挤压熔融形成熔体a;
6、s1.3、将半消光低粘pet和二氧化钛通过熔体管道输送至复合纺丝箱体,在输送过程中聚合形成熔体b;
7、s1.4、最后两组份熔体再分别经过各自熔体计量泵,最后进入同一个复合丝纺丝组件;
8、s1.5、通过喷丝板微孔吐丝使两种组份熔体形成一束丝;
9、s1.6、含有两种组份的初生纤维经过冷却风冷却、油嘴上油、牵伸定型、卷绕成型;
10、s1.7、成品丝最后经过平衡、质量检验,分级定等包装入库。
11、通过上述技术方案,通过按照此工艺流程生产的hyt400复合纤维产品和hysph复合纤维产品,卷绕成型良好,外观质量和物性指标、染色指标稳定,熔体的特性粘度和二氧化钛含量均可以客户产品需求进行适当调整,这些指标的调整,对后道成品布的手感、折光效果均有影响,喷丝板采用一分为二的纺丝技术,在设计并列复合型纺丝组件时,根据喷丝板直径不同(直径85mm;105mm;120mm)重新设计了3种规格的砂杯,每个砂杯内有四个大小相同的通孔,通孔尺寸分别是φ26*33.5mm、φ33*27mm、φ39*28mm,独特的四孔砂杯尺寸结构能够延长组件使用周期,并且每孔都采用单独计量泵精确计量技术,实现成品丝线密度的均一性,在部分纺丝熔体管线(进复合纺丝箱体前)上安装了第3组份添加设备,可根据客户要求,做一些客户特殊定制的产品,从而进入一些高档产品市场。
12、优选的,所述hyt400步骤s1.2的螺杆温度为265℃-295℃,所述hysph步骤s1.2的螺杆温度为270℃-310℃。
13、通过上述技术方案,通过根据生产不同的初生纤维控制螺纹杆的温度,可以影响聚合物的相对分子质量,影响最终成品的性能,可以使挤压过程更加顺畅,避免导致物料凝固或堵塞的问题。
14、优选的,所述hyt400步骤s1.3的熔体输送温度为260℃-280℃,所述hysph步骤s1.3的熔体输送温度为255℃-285℃。
15、通过上述技术方案,通过控制熔体输送时的温度可以降低熔体降解的可能性,避免产生气泡,从而提高产品的质量,通过适当的温度控制,可以降低熔体的黏度,增加其流动性,保证输送过程的顺畅。
16、优选的,所述步骤s1.4中hyt400与hysph的低粘组份和高粘组份混合比例均为47%:53%。
17、通过上述技术方案,通过调整两种组份之间的混用比例可以50%:50%;也可根据客户布面需求混用比例而微调为40%:60%,使得布面的风格更具有独特的风格。
18、优选的,所述步骤s1.6中hyt400通过环吹风冷却系统进行冷却,所述环吹风冷却系统的温度为20℃-30℃,风压为450pa-540pa,所述hysph通过侧吹风冷却系统进行吹风冷却,所述侧吹风冷却系统的温度为20℃-28℃、风压为400pa-500pa。
19、通过上述技术方案,通过根据不同的初生纤维选择不同的冷却系统,可以成品丝进行更加精确的冷却,不同的冷却系统对成品丝的冷却效果不同,从而影响成品丝的品质,环吹风冷却系统利用冷却风沿着丝束的切线方向吹过,对纤维进行间接冷却,侧吹风冷却系统则是利用冷却风从丝束的一侧吹过,使丝束受到不均匀的冷却。
20、优选的,所述步骤s1.6中的油嘴上油时,hyt400和hysph均使用汤浅油嘴。
21、通过上述技术方案,通过使用汤浅油嘴对初生纤维上油,能够将油料均匀地喷洒在初生纤维上,保证了纤维的湿润性和均匀性,同时汤浅油嘴具有油量控制功能,可以根据实际生产需求精确调节喷油量,避免油料过多或过少的喷洒,保证了纤维品质的一致性,hyt400使用的油剂为xhy-100油剂品牌,hysph使用的油剂为hq-4058油剂品牌。
22、优选的,所述步骤s1.6中的牵伸定型,所述hyt400受到的预网络压力/主网络压力为0.8kgf/2.8kgf,gr1速度为2000m/min-2250m/min、gr1温度为75℃-100℃,gr2的速度为3900m/min-4300m/min、温度为130℃-170℃,所述hysph受到的预网络压力/主网络压力为0.85kgf/3.0kgf,gr1速度为2100m/min-2400m/min、温度为80℃-90℃,gr2速度为3900m/min、温度为120℃-135℃。
23、通过上述技术方案,通过根据不同的初生纤维控制预网络压力/主网络压力,可以调节纤维在牵伸和定型过程中的受力状态,避免纤维受到过度应力和应变,减少纤维瑕疵和缺陷,使纤维具有更好的尺寸稳定性和性能,通过控制gr1和gr2的速度和温度,可以调节初生纤维的输出速度和张力,避免出现松散、打滑、断丝的问题,减少废品和次品率。
24、优选的,所述步骤s1.6中的卷绕成型,所述hyt400的导盘速率为94hz,并且wd速度为3800m/min-4200m/min,所述hysph的wd速度为3850m/min-4350m/min。
25、通过上述技术方案,通过根据不同的初生纤维控制导盘速率和wd速度,可以调节纤维在生产过程中的张力和受力状态,改善牵伸定型效果,提升纤维的品质,提高产品的一致性和可靠性。
26、优选的,所述步骤s1.7中的质量检验为纤度不匀率、断裂强度、断裂伸长率控制范围、卷曲收缩率一般控制范围、手工测沸水收缩率控制范围、含油率控制范围、条干不匀率、染色均匀度。
27、通过上述技术方案,通过对成品的初生纤维进行质量检验,确定hyt400的纤度不匀率≦1.0%,断裂强度≧2.8cn/dtex,断裂伸长率控制范围:m±4.0%,卷曲收缩率控制范围:m±4.0%,手工测沸水收缩率控制范围:m±2.0%,手工测沸水收缩率控制范围:m±2.0%,条干不匀率:≦1.5%,染色均匀度≧4.0。hysph的纤度不匀率≦1.0%,断裂强度≧2.3cn/dtex,断裂伸长率控制范围:m±4.0%,卷曲收缩率一般控制范围:2%-4%,手工测沸水收缩率控制范围:m±2.0%,含油率控制范围:m±0.2%,条干不匀率:≦1.5%,染色均匀度≧4.0级。m值依据客户需求调整。
28、与现有技术相比,本发明提供了一种初生纤维牵伸定型工艺及其操作流程,具备以下有益效果:
29、1、该初生纤维牵伸定型工艺及其操作流程,通过两组熔体分别经过各自熔体计量泵,最后进入同一个复合丝纺丝组件,通过喷丝板微孔吐丝使两种组份熔体形成一束丝,得到hyt400或hysph,hyt400以及hysph织物的弹性不易受到损伤,还具有易形成卷曲、易染色等特点,从而大大缓解国内高技术、高性能复合纤维市场需求压力,达到了改善现有常规复合纤维的质量不足和生产不足的有益效果。
30、2、该初生纤维牵伸定型工艺及其操作流程,通过含有两种组份的初生纤维经过冷却风冷却、油嘴上油、牵伸定型、卷绕成型一整个流程,确定hyt400的纤度不匀率≦1.0%,断裂强度≧2.8cn/dtex,断裂伸长率控制范围:m±4.0%,卷曲收缩率控制范围:m±4.0%,手工测沸水收缩率控制范围:m±2.0%,手工测沸水收缩率控制范围:m±2.0%,条干不匀率:≦1.5%,染色均匀度≧4.0。hysph的纤度不匀率≦1.0%,断裂强度≧2.3cn/dtex,断裂伸长率控制范围:m±4.0%,卷曲收缩率一般控制范围:2%-4%,手工测沸水收缩率控制范围:m±2.0%,含油率控制范围:m±0.2%,条干不匀率:≦1.5%,染色均匀度≧4.0级。m值依据客户需求调整。达到了改善现有常规复合纤维的质量不足和生产不足的有益效果。
- 还没有人留言评论。精彩留言会获得点赞!