一种聚酯纤维纺丝的防断成型工艺的制作方法
本发明属于聚酯纤维纺丝,特别是涉及一种聚酯纤维纺丝的防断成型工艺。
背景技术:
1、聚酯纤维是由有机二元酸和二元醇缩聚而成的聚酯经纺丝所制得的合成纤维,其属于高分子化合物,聚酯纤维具有较高的强度和弹性恢复能力,由于聚酯纤维及其制品具有良好的性能,因此聚酯纤维纺丝获得人们越来越多的青睐。
2、在传统的聚酯纤维纺丝的加工成型工艺中,聚酯纤维纺丝的成型工艺一般为:切片融化-挤压分丝-冷却定型-卷绕,由此完成聚酯纤维纺丝的成型收卷,但是由于聚酯纤维纺丝的自身强度不足,在聚酯纤维纺丝成型工艺中容易发生断丝,进而影响到整个聚酯纤维纺丝成型设备的正常运行,最终降低聚酯纤维纺丝的成型生产效率。为此,我们提供了一种聚酯纤维纺丝的防断成型工艺,用以解决上述中的技术问题。
技术实现思路
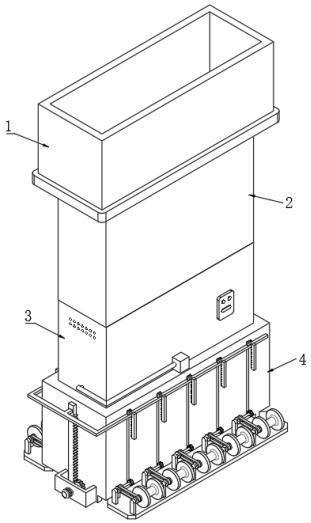
1、本发明的目的在于提供一种聚酯纤维纺丝的防断成型工艺,通过纺丝箱、冷却延迟箱、风冷定型箱、上油箱、工字架、上油组件、动力组件和牵引机构的具体结构设计,解决了上述背景技术中的问题。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
3、本发明为一种聚酯纤维纺丝的防断成型工艺,包括如下步骤:
4、s01、通过振动筛将聚酯纤维切片输送到螺杆挤压机中,在螺杆挤压机中进行热熔后形成切片溶体,并以25-30 m/min的速度挤出至纺丝箱中;
5、s02、通过纺丝箱完成切片溶体的纺丝,随后纺丝向下进入到冷却延迟箱中,冷却延迟箱内的温度控制在240-245℃;
6、s03、纺丝通过冷却延迟箱后继续向下进入到风冷定型箱中,风冷定型箱内部温度控制在10-15℃,风速控制在0.8-1.0 m/s,冷却风的风向由下至上流动并从两侧流出;
7、s04、纺丝通过风冷定型箱后继续向下进入到上油箱中,电磁铁通电具磁使得牵引机构带动夹紧的纺丝向下运动,当牵引机构贴近上油箱内部的上油工位处时,通过磁排斥力作用驱使上油工位处对应的两上油组件反向移动,使得上油工位处的两上油组件均偏离牵引机构,当牵引机构下移运动至上油工位下方时,两上油组件重新复位并贴合在纺丝上;
8、s05、当牵引机构下移贴近收卷齿轮时,电磁铁断电消磁解除对纺丝的夹持固定,此时逐渐向下拉伸纺丝并固定在纺丝收卷筒上,同时驱转齿条往上油箱外侧移动与对应收卷齿轮错位;
9、s06、牵引机构开始上移复位,当牵引机构贴近上油箱内部的上油工位处时,通过磁排斥力作用驱使上油工位处对应的两上油组件反向移动,使得上油工位处的两上油组件均偏离牵引机构,当牵引机构上移运动至上油工位上方时两上油组件重新复位,直至牵引机构完全复位;
10、s07、电磁铁再次通电具磁使得牵引机构带动夹紧的纺丝向下运动,当牵引机构贴近上油箱内部的上油工位处时,通过磁排斥力作用驱使上油工位处对应的两上油组件反向移动,使得上油工位处的两上油组件均偏离牵引机构,当牵引机构下移运动至上油工位下方时,两上油组件重新复位并贴合在纺丝上;
11、s08、当牵引机构下移至驱转齿条与收卷齿轮啮合时,随着牵引机构的继续下移驱使纺丝收卷筒旋转实现纺丝的收卷,当牵引机构下移至上油箱下方时,电磁铁断电消磁解除对纺丝的夹持固定,同时驱转齿条往上油箱外侧移动与对应收卷齿轮错位,随后牵引机构重新上移复位;
12、s09、循环步骤s07至s08实现纺丝的持续成型收卷。
13、本发明进一步设置为,所述纺丝箱底部固定设置有分丝板,所述分丝板表面设置有两排分丝口,所述纺丝箱顶部固定安装在所述螺杆挤压机底部;所述冷却延迟箱固定安装在所述纺丝箱底部,所述冷却延迟箱底部设置有若干第一导丝口,所述冷却延迟箱内底部固定设置有与分丝口一一对应的导丝管,所述导丝管周侧面设置有若干热量传导孔,所述第一导丝口与对应导丝管同轴心设置。
14、本发明进一步设置为,所述风冷定型箱固定安装在所述冷却延迟箱底部,所述风冷定型箱顶部设置有与对应第一导丝口同轴心设置的第二导丝口,所述风冷定型箱外壁固定安装有控制器;所述风冷定型箱内壁靠近底部固定设置有中空导流环,所述风冷定型箱内顶部固定设置有与第二导丝口一一对应的风冷管,所述风冷管与所述中空导流环之间通过支管连接;所述风冷定型箱一相对两侧壁均安装有鼓风机,所述鼓风机与所述控制器电连接,所述鼓风机的出风口连接有与中空导流环相连通的输风管,所述风冷定型箱另一相对两侧壁均设置有排风滤网。
15、本发明进一步设置为,所述上油箱固定安装在所述风冷定型箱底部,所述上油箱相对两侧壁均设置有多个导向滑道,所述上油箱底部对称固定设置有两外延板,所述外延板顶部安装有与导向滑道一一对应的纺丝收卷结构,所述外延板表面设置有与纺丝收卷结构一一对应的导丝通道。
16、本发明进一步设置为,所述纺丝收卷结构包括第一耳座,所述第一耳座表面转动设置有卷筒安装轴,所述卷筒安装轴一端紧密插接有纺丝收卷筒;第二耳座,所述第二耳座表面转动设置有支撑轴,所述支撑轴一端固定设置有收卷齿轮;第一皮带轮以及第二皮带轮,所述第一皮带轮固定设置在卷筒安装轴上,所述第二皮带轮固定设置在支撑轴上,且所述第一皮带轮与第二皮带轮之间通过传动带连接。
17、本发明进一步设置为,所述上油箱内部固定设置有若干工字架,所述工字架上的两u形口中均对称设置有两上油组件;其中,所述上油组件包括上油座,所述上油座内表面上安装有上油棉,所述上油座表面固定设置有与所述工字架连接的第一弹性件;所述上油座表面固定设置有两滑杆,所述滑杆与工字架表面的滑孔之间滑动配合,所述滑杆周侧面固定设置有限位盘。
18、本发明进一步设置为,所述上油箱外壁固定安装有动力组件;其中,所述动力组件包括固定设置在上油箱外壁上的电机座,所述电机座表面固定安装有动力电机,所述动力电机与控制器电连接,所述动力电机输出轴连接有动力齿轮,所述动力齿轮周侧啮合有与上油箱滑动连接的动力齿条。
19、本发明进一步设置为,所述牵引机构包括相对设置的两升降杆,两所述升降杆之间通过连接杆固定连接,所述连接杆与动力齿条固定连接;所述升降杆表面固定设置有与对应导向滑道滑动配合的内延杆,所述内延杆一端固定设置有通丝环,所述通丝环周侧面固定设置有竖向双磁板,所述上油座表面固定设置有竖向单磁板,所述竖向双磁板与其两侧的竖向单磁板之间均磁性相斥。
20、本发明进一步设置为,所述内延杆顶部通过安装板安装有电磁铁,所述内延杆表面滑动设置有移动件,所述移动件一端固定有移动压合件,所述通丝环顶部固定有与移动压合件相适配的固定压合件;所述移动压合件表面固定设置有贯穿安装板的活动杆,所述活动杆周侧面固定设置有与电磁铁磁性相吸的永磁铁,所述永磁铁与对应安装板之间连接有第二弹性件,所述活动杆一端固定有位于上油箱外侧的驱转齿条。
21、本发明具有以下有益效果:
22、本发明通过在风冷定型箱内部靠近底部设置中空导流环,在中空导流环内侧设置若干与其相连通的风冷管,并在风冷定型箱外部设置于中空导流环连通的输风管,冷却风通过中空导流环流入到各个风冷管内部的风冷腔之后,冷却风沿着风冷腔由下至上流动并从上方流出,在此过程中通过上流的冷却风可将纺丝表面的热量快速带走,由此实现成型纺丝的冷却处理,同时利用冷却风上流降温方式可削弱纺丝向下移动的趋势,从而可有效降低聚酯纤维纺丝的断丝概率。
23、本发明通过动力电机控制动力齿轮的正反转,在动力齿轮与动力齿条的配合下实现牵引机构的上下往复运动,进而可将冷却后的聚酯纤维纺丝间歇式往下牵引输送,同时当驱转齿条接触收卷齿轮时,在驱转齿条与收卷齿轮的配合下驱使纺丝收卷筒的旋转,可将牵引输送下来的纺丝卷绕到纺丝收卷筒内部,通过这种牵引输送-卷绕-牵引输送-卷绕的方式可实现纺丝在纺丝收卷筒上的收卷,不会因纺丝收卷筒的旋转力过大导致纺丝被拉断,进而有效保证整个纺丝成型生产设备的正常运转。
24、本发明在控制牵引机构向上运动复位的过程中,由于聚酯纤维纺丝是穿设在通丝环内部的,通过通丝环上移运动接触纺丝可将纺丝逐渐向上捋直,不仅可有效避免聚酯纤维纺丝的断丝,而且能够实现纺丝收卷筒上缠绕纺丝的拉紧,从而增加了纺丝收卷筒上纺丝收卷的质量。
25、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
- 还没有人留言评论。精彩留言会获得点赞!