一种烟盒的成型设备的制作方法
本发明涉及烟盒成型,具体为一种烟盒的成型设备。
背景技术:
1、本产品应用于市面上的新的烟包盒,该类烟盒市场上暂无自动成型装置,由人工手动糊盒,胶水量的控制,四面侧边是否贴合到位,盒内围条与侧壁的贴合度全靠感觉,存在以下问题:
2、1、手工成型的良品率低,经常会出现大量废品,对材料造成浪费。
3、2、人工劳动强度高,耗时长,自动化程度低,生产效率低。
4、3、手工成型质量取决于工人的熟练程度和认真程度,质量的可靠性没有保障,同时人工成本高。
5、4、产品包装质量的一致性差,不利于产品有效的响应市场。
技术实现思路
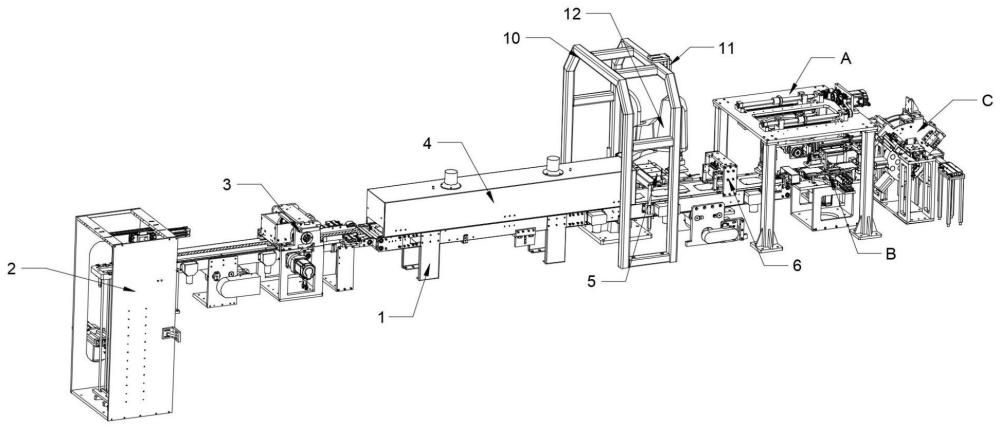
1、为实现上述目的,本发明提供如下技术方案:一种烟盒的成型设备,包括多段输送台,所述多段输送台为三段式,所述多段输送台的首端处安装有外壳板上料组件,且多段输送台的其中两段之间处安装有滚胶装置,且多段输送台的另一段的顶部安装有加热箱,所述多段输送台的一侧位于加热箱的尾端安装有盒体上料组件,所述多段输送台的尾端设置有双工位上料组件和转动折边机构,所述转动折边机构位于双工位上料组件的下方,所述转动折边机构的导出的一侧设置有折边成型机构;
2、所述转动折边机构包括转动台,转动台的转台面上安装有四个限位座和引导板,限位座的一侧安装有两个扭力挡轮,所述引导板为弧形并形成有坡度,所述转动台的转台上方设有推送折边机构,所述推送折边机构的推送端位于转动台的中心处,所述转动台的工作台面上安装有对折组件,所述折边成型机构包括架体,所述架体上安装有外板和位于外板内侧的驱动转盘,驱动转盘的外侧固定有多个u型块,所述外板上安装有盒体成型组件。
3、进一步,所述双工位上料组件包括移栽架板,所述移栽架板的底部固定有两个底板,底板上开设有凸起方向向外的弧形孔,所述移栽架板的顶部安装有丝杆传动装置,所述丝杆传动装置的两个丝杆套上均安装有与移栽架板滑动连接的横向移动座,丝杆传动装置用于驱动两个横向移动座反方向移动,横向移动座的底部滑动连接有纵向固定板,纵向固定板的底部安装有位于弧形孔内部滑动的导滑轮,所述纵向固定板的一侧安装有顶出气缸,顶出气缸的顶出端安装有吸盘装置二。
4、进一步,所述对折组件包括安装在转动台工作台面上的两组滚轮推动气缸,引导板位于其中一个滚轮推动气缸的上方,其中一个滚轮推动气缸的滚轮端与限位座相对,另外一个滚轮推动气缸的滚轮端位于限位座的上方,所述转动台的转台面为八面型,所述转动台工作台面上安装有限位气缸,所述限位气缸的顶出端固定有限位板,限位板呈u字形,且限位板与转动台工作台面的一侧契合,其中一个滚轮推动气缸安装在限位气缸的移动端。
5、进一步,所述推送折边机构包括安装在转动台一侧的皮带传送装置,皮带传送装置的往复移动端固定有插板,所述限位座与插板相对的一侧开设有两个敞口,插板的一端可通过所述敞口延伸至限位座的内部,所述转动台的工作台面上固定有限位轮和位于其中一个限位座开口处的辊轮和两个导轮,辊轮的顶部与外板之间固定有挡板,挡板为弧形。
6、进一步,所述盒体成型组件包括安装在外板内侧的两个相对的内辊轮,所述外板的首端安装有下顶气缸,下顶气缸的顶出端安装有双头气缸,双头气缸的两个推送端均固定有移动轮,所述外板的左右两侧分别安装有推动气缸和对顶气缸,所述推动气缸的顶出端固定有顶板,所述外板的外侧固定有压块气缸。
7、进一步,所述盒体成型组件的右侧设置有下料机构,所述下料机构包括设置在外板一侧支撑台和送料台,所述支撑台的顶部安装有送料气缸,送料气缸的顶出端固定有送料板,送料台的顶部安装有下推气缸。
8、进一步,所述外壳板上料组件包括外壳板上料架板,外壳板上料架板的内底壁固定有框柱,框柱的顶部固定有上框,上框的顶部设置有多个凸片,外壳板上料架板的左右两侧壁均安装有线性模组,其中一个线性模组的移动端安装有穿设在框柱上的套板,另一个线性模组的移动端固定有支撑板,支撑板的顶部安装有推进气缸,推进气缸的顶出端固定有可插入框柱柱体之间的板柱,所述外壳板上料架板的内顶壁安装有移栽气缸和压辊气缸,移栽气缸的移动端固定有吸盘装置一。
9、进一步,所述盒体上料组件包括设置在多段输送台其中一段处的盒体上料架板、机械手、钢架和位于钢架上安装的传感器,盒体上料架板的底部安装有前推气缸,前推气缸的顶出端固定有与盒体上料架板底部滑动连接的推板,所述盒体上料架板靠近多段输送台的一侧形成有挡边和安装有感应传感器。
10、进一步,所述多段输送台其中一段的顶部位于滚胶装置出料口处安装有相对应分布的对推气缸,对推气缸的顶出端固定有长板,长板靠近滚胶装置的一端呈弧形,所述多段输送台另外一段的尾部安装有辅助组件和格挡气缸。
11、进一步,所述辅助组件包括固定在多段输送台其中一段顶部的板体,板体的一侧安装有校正气缸,校正气缸的两个顶出端均固定有校正板,校正板呈l型并延伸至板体的下方,所述板体的另一侧安装有下压气缸,下压气缸的下压块位于两个校正板之间,并延伸至板体的下方。
12、与现有技术相比,本申请的技术方案具备以下有益效果:
13、该烟盒的成型设备,通过外壳板上料组件和多段输送台的配合,能够实现自动化上料,经过滚胶装置和加热箱进行上胶组合,然后在盒体上料组件的作用下,对盒体进行上料以及粘连,辅助组件则起到校正和压紧操作,双工位上料组件将组合好的产品放置到转动折边机构中,在配合折边成型机构能够自动化完成折边操作,从而有效提高效率和产品的一致性,同时也能避免出现废品对材料的浪费。
技术特征:
1.一种烟盒的成型设备,包括多段输送台(1),其特征在于:所述多段输送台(1)为三段式,所述多段输送台(1)的首端处安装有外壳板上料组件(2),且多段输送台(1)的其中两段之间处安装有滚胶装置(3),且多段输送台(1)的另一段的顶部安装有加热箱(4),所述多段输送台(1)的一侧位于加热箱(4)的尾端安装有盒体上料组件(5),所述多段输送台(1)的尾端设置有双工位上料组件和转动折边机构,所述转动折边机构位于双工位上料组件的下方,所述转动折边机构的导出的一侧设置有折边成型机构;
2.根据权利要求1所述的一种烟盒的成型设备,其特征在于:所述双工位上料组件包括移栽架板(a1),所述移栽架板(a1)的底部固定有两个底板(a9),底板(a9)上开设有凸起方向向外的弧形孔(a10),所述移栽架板(a1)的顶部安装有丝杆传动装置(a2),所述丝杆传动装置(a2)的两个丝杆套上均安装有与移栽架板(a1)滑动连接的横向移动座(a11),丝杆传动装置(a2)用于驱动两个横向移动座(a11)反方向移动,横向移动座(a11)的底部滑动连接有纵向固定板(a14),纵向固定板(a14)的底部安装有位于弧形孔(a10)内部滑动的导滑轮(a15),所述纵向固定板(a14)的一侧安装有顶出气缸(a20),顶出气缸(a20)的顶出端安装有吸盘装置二(a21)。
3.根据权利要求1所述的一种烟盒的成型设备,其特征在于:所述对折组件包括安装在转动台(b101)工作台面上的两组滚轮推动气缸(b102),引导板(b106)位于其中一个滚轮推动气缸(b102)的上方,其中一个滚轮推动气缸(b102)的滚轮端与限位座(b107)相对,另外一个滚轮推动气缸(b102)的滚轮端位于限位座(b107)的上方,所述转动台(b101)的转台面为八面型,所述转动台(b101)工作台面上安装有限位气缸(b104),所述限位气缸(b104)的顶出端固定有限位板(b105),限位板(b105)呈u字形,且限位板(b105)与转动台(b101)工作台面的一侧契合,其中一个滚轮推动气缸(b102)安装在限位气缸(b104)的移动端。
4.根据权利要求1所述的一种烟盒的成型设备,其特征在于:所述推送折边机构(b4)包括安装在转动台(b101)一侧的皮带传送装置(b401),皮带传送装置(b401)的往复移动端固定有插板(b403),所述限位座(b107)与插板(b403)相对的一侧开设有两个敞口,插板(b403)的一端可通过所述敞口延伸至限位座(b107)的内部,所述转动台(b101)的工作台面上固定有限位轮(b5)和位于其中一个限位座(b107)开口处的辊轮(b8)和两个导轮(b7),辊轮(b8)的顶部与外板(c204)之间固定有挡板(c9),挡板(c9)为弧形。
5.根据权利要求1所述的一种烟盒的成型设备,其特征在于:所述盒体成型组件包括安装在外板(c204)内侧的两个相对的内辊轮(c208),所述外板(c204)的首端安装有下顶气缸(c205),下顶气缸(c205)的顶出端安装有双头气缸(c206),双头气缸(c206)的两个推送端均固定有移动轮(c207),所述外板(c204)的左右两侧分别安装有推动气缸(c209)和对顶气缸(c211),所述推动气缸(c209)的顶出端固定有顶板(c210),所述外板(c204)的外侧固定有压块气缸(c212)。
6.根据权利要求5所述的一种烟盒的成型设备,其特征在于:所述盒体成型组件的右侧设置有下料机构,所述下料机构包括设置在外板(c204)一侧支撑台(c301)和送料台(c302),所述支撑台(c301)的顶部安装有送料气缸(c303),送料气缸(c303)的顶出端固定有送料板(c304),送料台(c302)的顶部安装有下推气缸(c305)。
7.根据权利要求1所述的一种烟盒的成型设备,其特征在于:所述外壳板上料组件(2)包括外壳板上料架板(201),外壳板上料架板(201)的内底壁固定有框柱(202),框柱(202)的顶部固定有上框(208),上框(208)的顶部设置有多个凸片(209),外壳板上料架板(201)的左右两侧壁均安装有线性模组(203),其中一个线性模组(203)的移动端安装有穿设在框柱(202)上的套板(204),另一个线性模组(203)的移动端固定有支撑板(205),支撑板(205)的顶部安装有推进气缸(206),推进气缸(206)的顶出端固定有可插入框柱(202)柱体之间的板柱(207),所述外壳板上料架板(201)的内顶壁安装有移栽气缸(210)和压辊气缸(212),移栽气缸(210)的移动端固定有吸盘装置一(211)。
8.根据权利要求1所述的一种烟盒的成型设备,其特征在于:所述盒体上料组件(5)包括设置在多段输送台(1)其中一段处的盒体上料架板(501)、机械手(12)、钢架(10)和位于钢架(10)上安装的传感器(11),盒体上料架板(501)的底部安装有前推气缸(503),前推气缸(503)的顶出端固定有与盒体上料架板(501)底部滑动连接的推板(504),所述盒体上料架板(501)靠近多段输送台(1)的一侧形成有挡边(502)和安装有感应传感器。
9.根据权利要求1所述的一种烟盒的成型设备,其特征在于:所述多段输送台(1)其中一段的顶部位于滚胶装置(3)出料口处安装有相对应分布的对推气缸(7),对推气缸(7)的顶出端固定有长板(8),长板(8)靠近滚胶装置(3)的一端呈弧形,所述多段输送台(1)另外一段的尾部安装有辅助组件(6)和格挡气缸(9)。
10.根据权利要求9所述的一种烟盒的成型设备,其特征在于:所述辅助组件(6)包括固定在多段输送台(1)其中一段顶部的板体(601),板体(601)的一侧安装有校正气缸(602),校正气缸(602)的两个顶出端均固定有校正板,校正板呈l型并延伸至板体(601)的下方,所述板体(601)的另一侧安装有下压气缸(603),下压气缸(603)的下压块位于两个校正板之间,并延伸至板体(601)的下方。
技术总结
本发明涉及烟盒成型技术领域,具体为一种烟盒的成型设备,包括多段输送台,所述多段输送台为三段式,所述多段输送台的首端处安装有外壳板上料组件,且多段输送台的其中两段之间处安装有滚胶装置,且多段输送台的另一段的顶部安装有加热箱。该烟盒的成型设备,通过外壳板上料组件和多段输送台的配合,能够实现自动化上料,经过滚胶装置和加热箱进行上胶组合,然后在盒体上料组件的作用下,对盒体进行上料以及粘连,辅助组件则起到校正和压紧操作,双工位上料组件将组合好的产品放置到转动折边机构中,在配合折边成型机构能够自动化完成折边操作,从而有效提高效率和产品的一致性,同时也能避免出现废品对材料的浪费。
技术研发人员:袁文君,郑连俊,郑子坚,熊磊
受保护的技术使用者:武汉嘉艺华颂技术有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!