纸塑产品防皱加工模具的制作方法
本技术涉及纸塑产品模具领域,具体涉及纸塑产品防皱加工模具。
背景技术:
1、目前在纸塑产品生产过程中,通常需要使用模具进行成型,为了保证纸塑产品成型的质量和效率,需要在模具上设置干燥孔,以便将纸浆均匀地干燥得到表面较少褶皱的纸塑产品,现有的纸塑产品表面出现褶皱的原因之一主要是在生产过程中干燥孔数量设置不对,因为干燥孔数量不对会导致整个纸塑产品成型时的干燥速度不一,以及干燥力不足,导致纸塑产品成型后表面出现褶皱问题。
2、目前纸塑产品加工模具中的干燥孔数量通常是通过经验或尝试反复测试来确定的,不能根据实际生产的纸塑产品厚度以及纸塑产品面积去加工模具中干燥孔的数量,因此不能满足生产要求。
技术实现思路
1、为解决现有技术存在的不足,本实用新型提供了纸塑产品防皱加工模具。
2、本实用新型的技术方案为:
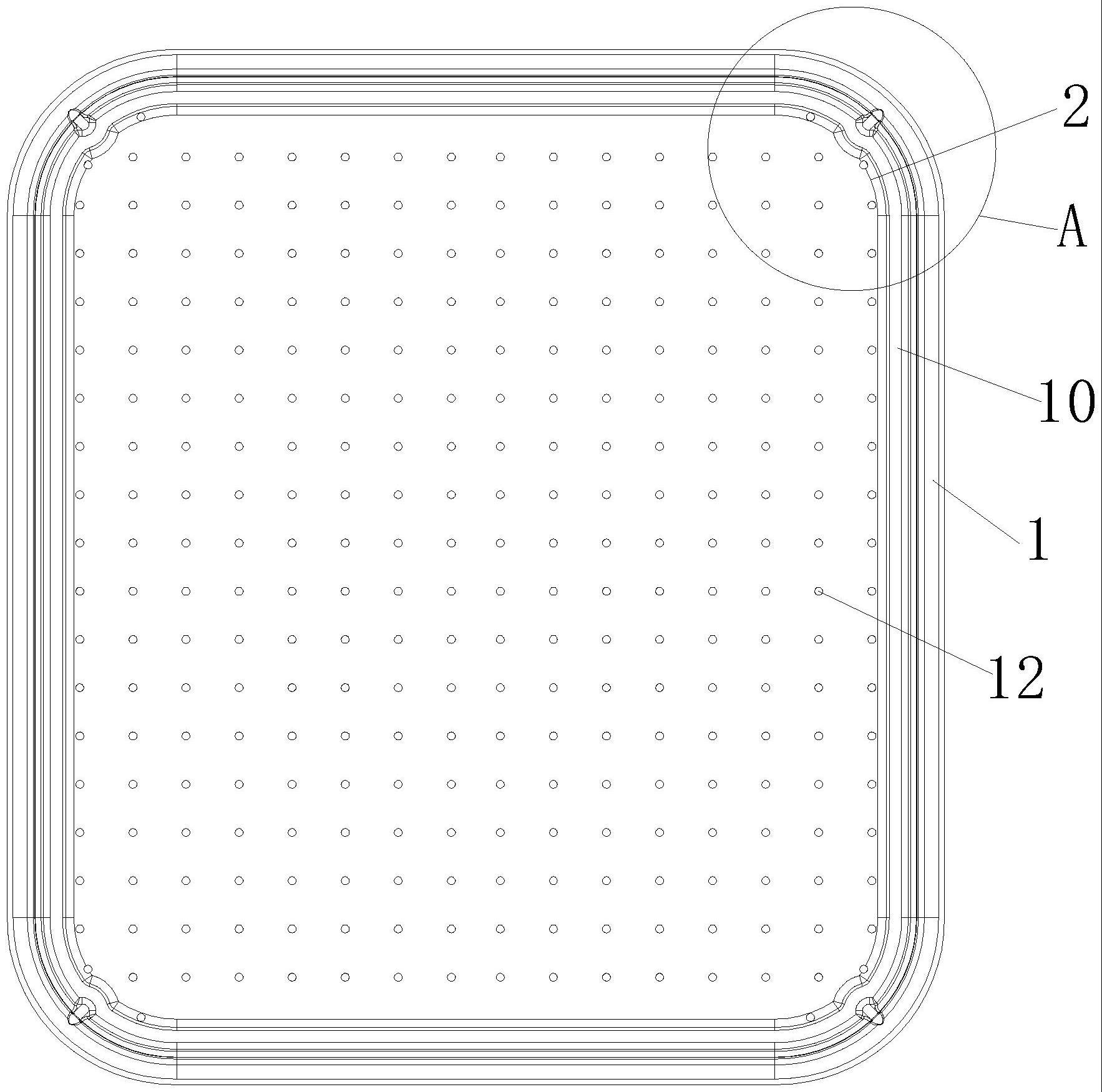
3、本实用新型提供了纸塑产品防皱加工模具,所述加工模具包括:上模板和下模板,所述下模板边缘形成有凸起的模板边框,在模板边框内形成为型腔,所述下模板位于型腔内的区域间隔密布有干燥孔,所述干燥孔数量为:(纸塑产品面积)/(每个干燥孔可以处理的表面积×纸塑产品厚度)=干燥孔数量。
4、优选的,模板边框朝向型腔内部的四端边角为圆弧角。
5、优选的,所述圆弧角的角度为60~80°。
6、优选的,所述模板边框朝向型腔内部的圆弧角上端形成有卡合端,所述卡合端为内凹式设计,所述上模板在对应卡合端的位置形成有与卡合端相配合的卡合部,所述卡合部与卡合端配合,引导上模板与下模板合模。
7、优选的,干燥孔为贯通状的垂直孔。
8、本实用新型所达到的有益效果为:本实用新型可以根据每款纸塑产品的面积大小和厚度来计算所需的模具干燥孔数量,从而实现对干燥孔数量的准确加工,避免重复加工干燥孔以及干燥孔数量过少,导致纸塑产品表面因为干燥孔数量不对,导致干燥速度不一而出现的褶皱问题,因此本实用新型的纸塑产品加工模具生产的纸塑产品表面可以防皱。
技术特征:
1.纸塑产品防皱加工模具,所述加工模具包括:上模板和下模板,其特征在于,所述下模板边缘形成有凸起的模板边框,在模板边框内形成为型腔,所述下模板位于型腔内的区域间隔密布有干燥孔。
2.根据权利要求1所述的纸塑产品防皱加工模具,其特征在于,所述干燥孔数量为:(纸塑产品面积)/(每个干燥孔可以处理的表面积×纸塑产品厚度)=干燥孔数量。
3.根据权利要求1所述的纸塑产品防皱加工模具,其特征在于,模板边框朝向型腔内部的四端边角为圆弧角。
4.根据权利要求3所述的纸塑产品防皱加工模具,其特征在于,所述圆弧角的角度为60~80°。
5.根据权利要求1所述的纸塑产品防皱加工模具,其特征在于,所述模板边框朝向型腔内部的圆弧角上端形成有卡合端,所述卡合端为内凹式设计,所述上模板在对应卡合端的位置形成有与卡合端相配合的卡合部,所述卡合部与卡合端配合,引导上模板与下模板合模。
6.根据权利要求1所述的纸塑产品防皱加工模具,其特征在于,干燥孔为贯通状的垂直孔。
技术总结
本技术公开了纸塑产品防皱加工模具,其下模板的模板边框内形成为型腔,所述下模板位于型腔内的区域间隔密布有干燥孔,使用时,本技术可以根据每款纸塑产品的面积大小和厚度来计算所需的模具干燥孔数量,从而实现对干燥孔数量的准确加工,避免重复加工干燥孔以及干燥孔数量过少,导致纸塑产品表面因为干燥孔数量不对,导致干燥速度不一而出现的褶皱问题,因此本技术的纸塑产品加工模具生产的纸塑产品表面可以防皱。
技术研发人员:饶日华,梁辉林,王歧红,关钟宝
受保护的技术使用者:佛山市美万邦科技有限公司
技术研发日:20230410
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!