一种纸箱包装自动化快速压痕装置的制作方法
本技术涉及纸箱加工,具体为一种纸箱包装自动化快速压痕装置。
背景技术:
1、纸箱是应用最广泛的包装制品,按用料不同,有瓦楞纸箱、单层纸板箱等,有各种规格和型号,纸箱常用的有三层、五层,七层使用较少,各层分为里纸、瓦楞纸、芯纸、面纸,里、面纸有茶板纸、牛皮纸,芯纸用瓦楞纸,各种纸的颜色和手感都不一样,不同厂家生产的纸也不一样,纸箱在生产过程中,需要在纸板上进行压痕,供后续的折叠等操作。
2、根据检索,中国专利文献,公告号:cn216760957u,公开了一种纸箱自动化快速压痕装置,该纸箱自动化快速压痕装置,具有更快的折痕加工效率,可有效降低人力损耗,相对于机械吸盘,成本更低,效率更高,但是该装置在使用过程中依然存在缺陷,在使用中该装置只能对单个的纸板进行压痕作业,这样就使得装置的工作效率低下,在实际操作时需要根据不同型号的纸板来对压痕的位置和纸板的放置位置进行调整,但是该装置不具备调整组件,这就使得装置的适用性较低,并且在装置对纸板进行压痕作业时会导致纸板的位置发生偏移,从而导致纸板报废,成品率降低。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种纸箱包装自动化快速压痕装置,具备在压痕板进行下压时能够同时将三个压痕盒中纸板进行压痕,提高了工作效率,防偏移柱的阻挡能够防止纸板的位置发生偏移,降低了报废率,提高了成品的质量,t型卡扣压痕刀能够安装至不同的方向位置,不仅局限于单方向,无需人员再次手动调整纸板的方位,提高适配性,t型卡扣压痕刀更换位置便捷,能够对不同厚度纸板的压痕深浅调整,提高压痕质量的优点。
3、(二)技术方案
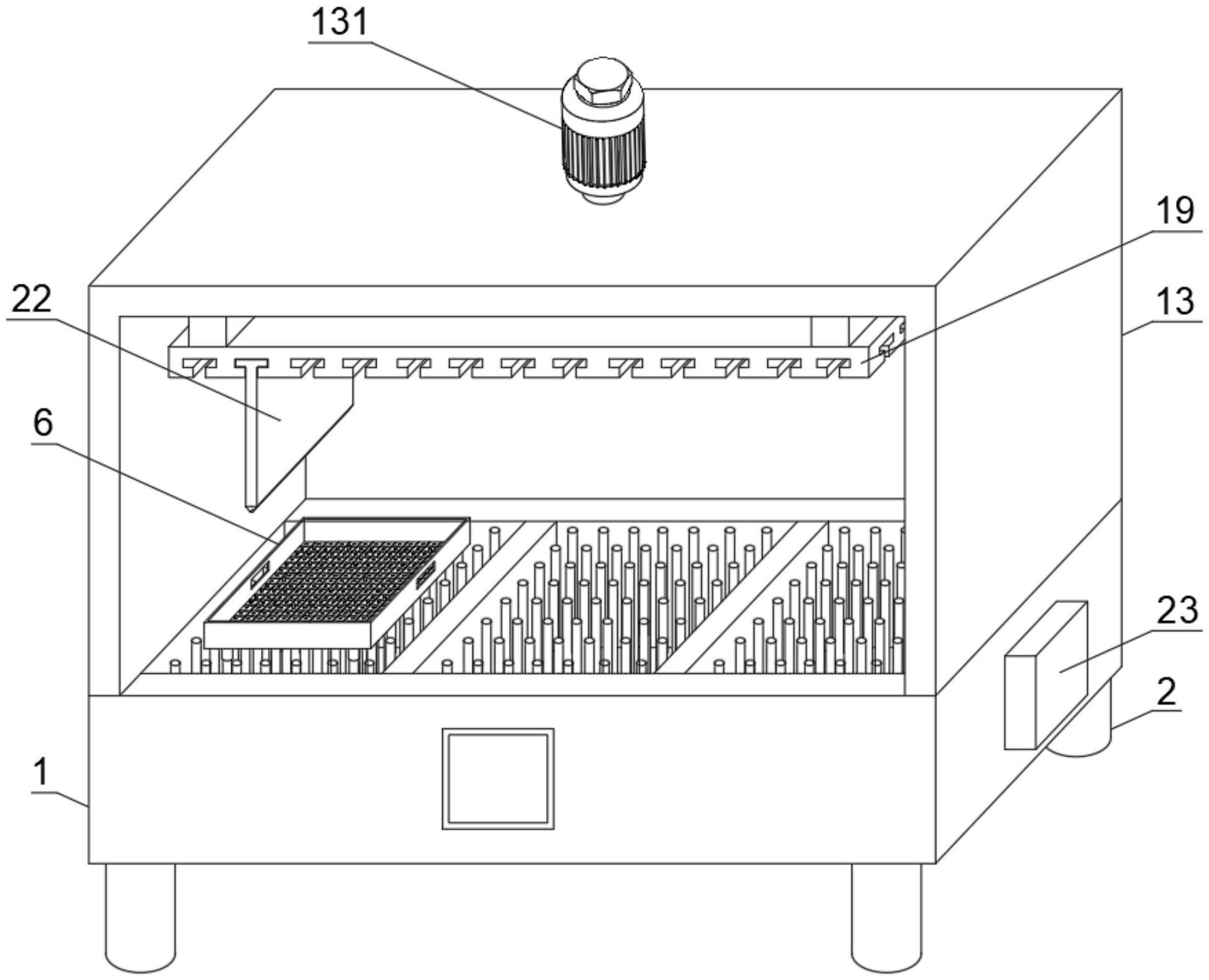
4、为实现上述目的,本实用新型提供如下技术方案:一种纸箱包装自动化快速压痕装置,包括压痕箱,所述压痕箱的底部四角处对称设置有支撑脚,所述压痕箱的顶部设置有限位槽,所述限位槽的内部呈等间距的矩形设置有限位柱若干,所述限位柱的顶部设置有压痕盒,所述压痕盒的两侧面对称设置有握槽,所述压痕盒的内侧底部呈等间距设置有竖向压槽若干,所述压痕盒的内侧底部对应竖向压槽的位置呈等间距设置有横向压槽若干,所述压痕箱的顶部对应限位槽的位置设置有支撑框,所述支撑框的顶部设置有电机,所述支撑框的内侧顶部对应电机的位置设置有伸缩柱;
5、所述伸缩柱的底部设置有连接板,所述连接板的侧面设置有固定块,所述固定块的底部对应压痕盒的位置设置有测距传感器,所述连接板的底部两侧边对称设置有连接条,所述连接条的底部设置有压痕板。
6、优选的,所述限位槽的内部对应限位柱的位置对称设置有分隔板,所述压痕盒的底部四角处对应限位柱的位置对称设置有固定柱,所述压痕盒通过限位柱插入固定柱的内部固定。
7、通过上述技术方案,通过分隔板将限位槽分隔出三个压痕盒安装的位置,然后将限位柱插入固定柱的内部从而使得压痕盒的位置固定,然后对应这三个压痕盒中纸板的位置将多个t型卡扣压痕刀安装至压痕板上,这样在压痕板进行下压时能够同时将三个压痕盒中纸板进行压痕,提高了工作效率。
8、优选的,所述压痕盒的内侧底部对应竖向压槽和横向压槽的位置呈等间距设置有防偏移槽若干,所述防偏移槽的内部放置有防偏移柱。
9、通过上述技术方案,当纸板放置于压痕盒的内部时,人员根据纸板的尺寸在纸板的四侧边处将防偏移柱插入防偏移槽的内部,这样在装置进行压痕作业时通过防偏移柱的阻挡能够防止纸板的位置发生偏移,降低了报废率,提高了成品的质量。
10、优选的,所述压痕板的底部对应竖向压槽的位置呈等间距设置有竖向t型卡槽若干,所述压痕板的底部对应横向压槽的位置呈等间距设置有横向t型卡槽若干。
11、通过上述技术方案,在人员进压痕作业前首先根据纸板需要压痕的位置将t型卡扣压痕刀进行安装,通过横向t型卡槽和竖向t型卡槽能使得t型卡扣压痕刀能够安装至不同的方向位置,不仅局限于单方向,无需人员再次手动调整纸板的方位来进行适配。
12、优选的,所述压痕板的底部对应横向t型卡槽和竖向t型卡槽的位置设置有t型卡扣压痕刀,所述t型卡扣压痕刀的顶部卡入横向t型卡槽或竖向t型卡槽的内部固定。
13、通过上述技术方案,当人员根据纸板压痕的位置需要对t型卡扣压痕刀进行更换位置时,只需将t型卡扣压痕刀顶部的t型卡扣从横向t型卡槽或竖向t型卡槽的内部抽出,再插入指定位置的横向t型卡槽或竖向t型卡槽的内部即可完成更换,这样使得t型卡扣压痕刀在更换位置时非常便捷。
14、优选的,所述压痕箱的侧面设置有plc控制器,所述压痕箱的另一侧面设置有液晶触控屏,所述plc控制器与电机、测距传感器和液晶触控屏电性连接。
15、通过上述技术方案,在t型卡扣压痕刀进行下压前首先人员在液晶触控屏上对压痕的深浅度进行设置,设置完成后数据被plc控制器接收,当t型卡扣压痕刀进行下压时测距传感器实时检测t型卡扣压痕刀与竖向压槽或横向压槽之间的距离信息,plc控制器则将测距传感器实时检测的数据与人员预设的数据进行比对,当t型卡扣压痕刀与竖向压槽或横向压槽之间的距离信息与预设距离值相同时,plc控制器控制电机停止驱动t型卡扣压痕刀下压,这样就可以对不同厚度纸板的压痕深浅进行调整,提高了压痕质量。
16、与现有技术相比,本实用新型提供了一种纸箱包装自动化快速压痕装置,具备以下有益效果:
17、1、本实用新型通过分隔板将限位槽分隔出三个压痕盒安装的位置,然后将限位柱插入固定柱的内部从而使得压痕盒的位置固定,然后对应这三个压痕盒中纸板的位置将多个t型卡扣压痕刀安装至压痕板上,这样在压痕板进行下压时能够同时将三个压痕盒中纸板进行压痕,提高了工作效率,当纸板放置于压痕盒的内部时,人员根据纸板的尺寸在纸板的四侧边处将防偏移柱插入防偏移槽的内部,这样在装置进行压痕作业时通过防偏移柱的阻挡能够防止纸板的位置发生偏移,降低了报废率,提高了成品的质量,在人员进压痕作业前首先根据纸板需要压痕的位置将t型卡扣压痕刀进行安装,通过横向t型卡槽和竖向t型卡槽能使得t型卡扣压痕刀能够安装至不同的方向位置,不仅局限于单方向,无需人员再次手动调整纸板的方位来进行适配。
18、2、本实用新型当人员根据纸板压痕的位置需要对t型卡扣压痕刀进行更换位置时,只需将t型卡扣压痕刀顶部的t型卡扣从横向t型卡槽或竖向t型卡槽的内部抽出,再插入指定位置的横向t型卡槽或竖向t型卡槽的内部即可完成更换,这样使得t型卡扣压痕刀在更换位置时非常便捷,在t型卡扣压痕刀进行下压前首先人员在液晶触控屏上对压痕的深浅度进行设置,设置完成后数据被plc控制器接收,当t型卡扣压痕刀进行下压时测距传感器实时检测t型卡扣压痕刀与竖向压槽或横向压槽之间的距离信息,plc控制器则将测距传感器实时检测的数据与人员预设的数据进行比对,当t型卡扣压痕刀与竖向压槽或横向压槽之间的距离信息与预设距离值相同时,plc控制器控制电机停止驱动t型卡扣压痕刀下压,这样就可以对不同厚度纸板的压痕深浅进行调整,提高了压痕质量。
- 还没有人留言评论。精彩留言会获得点赞!