一种纸托板自动供料预成型机构的制作方法
本技术涉及酒盒组装生产线,尤其是涉及一种纸托板自动供料预成型机构。
背景技术:
1、传统的酒盒包装盒一般包括盒体、设于盒口的封条以及用于封闭盒体的盒盖,如中国发明专利申请(公开号为cn 111590317 a)公开了一种桶盒顶盖的组装工艺方法、八工位组装基台及组装设备,通过自动组装将顶盖、围条分别粘接至桶盒盒体,以实现顶盖和围条的自动组装。现在为了使酒品脱颖而出,如吸引消费者、增加产品附加值、满足消费者需求、巩固品牌与企业形象等等,提出了一种全新的酒盒包装设计盒,包括盒体、设于盒体内的纸托以及装配于纸托的花环,但传统的酒盒组装设备很显然无法完成包装盒内托的自动成型,依然还需要人工来完成成型工作。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的是提供一种纸托板自动供料预成型机构。
2、为了实现上述目的,本实用新型所采用的技术方案是:一种纸托板自动供料预成型机构,其包括第四机体、设于第四机体的预成型基座、设于第四机体并用于向预成型基座供应纸板的纸板供应装置以及设于预成型基座上方的折板装置,折板装置包括固定设于第四机体的折板基座、活动设于折板基座的预成型模芯、用于将预成型基座所承载的纸板进行折弯的折弯组件。
3、进一步的技术方案中,所述预成型模芯包括滑动设于折板基座一侧的第一折板滑座、滑动设于折板基座另一侧的第二折板滑座、装配于第一折板滑座的第一折板以及装配于第二折板滑座的第二折板;所述折板装置还设置有用于驱动第一折板滑座、第二折板滑座相互靠拢的折板驱动源。
4、进一步的技术方案中,所述预成型基座的左右两侧分别设置有一折板导向座,每个折板导向座均具有可供第一折板或第二折板穿设的导向槽。
5、进一步的技术方案中,还包括对折弯后的纸板进行折边的折边组件,所述折边组件包括设于所述预成型模芯一侧的第一折边组件以及设于预成型模芯另一侧的第二折边组件,预成型模芯能够伸入预成型基座内,第一折边组件用于将预成型基座所承载的纸板的第一侧沿着预成型模芯进行一次折边,第二折边组件用于将预成型基座所承载的纸板的第二侧沿着预成型模芯进行二次折边。
6、进一步的技术方案中,所述预成型基座包括基座本体、设于基座本体中部的承载板件、以及分别转动设于基座本体两侧的两个翻转板件,所述折弯组件包括装配在基座本体的两个翻转驱动源,每个翻转驱动源驱动对应的翻转板件向承载板件翻转,以使纸板的两侧分别沿着预成型模芯的形体翻折预成型。
7、进一步的技术方案中,所述预成型基座还设置有用于纸板顶升组件,所述承载板件驱动连接于纸板顶升组件,纸板顶升组件用于顶升承载板件,以使承载板件的纸板抵触在预成型模芯的底部。
8、进一步的技术方案中,还包括装配于第四机体或折板基座的纸板过胶组件,纸板过胶组件位于纸板供应装置的输出端,以用于在纸板预成型之前对纸板的指定位置进行涂胶。
9、进一步的技术方案中,所述纸板供应装置包括设于第四机体上部的纸板储料结构、设于纸板储料结构下方并用于逐一取出纸板储料结构内的纸板的拾料组件、以及用于将取出的纸板送入预成型基座的纸板送料组件。
10、进一步的技术方案中,所述第一折边组件包括固定安装于折板基座的第一装配斜座、设于第一装配斜座的第一折边驱动源以及相对于第一装配斜座倾斜设置并驱动连接于第一折边驱动源的倾斜折边滑铲。
11、进一步的技术方案中,所述第二折边组件包括固定安装于折板基座的第二装配斜座、设于第二装配斜座的第二折边驱动源、倾斜且活动安装于折板基座的第二折边滑架以及装配于第二折边滑架的水平折边滑铲,第二折边驱动源用于驱动第二折边滑架滑动。
12、采用上述结构后,本实用新型和现有技术相比所具有的优点是:
13、本实用新型通过纸板供应装置将待加工的纸板自动上料至预成型基座处,通过活动设置的预成型模芯、折弯组件、折边组件配合使用使纸板快速预成型,这样的结构设置能够在纸板预成型后快速脱模,且不存在纸托变形的情况,以便于后续工序将预成型得到的半成品纸托取走,并且活动设置的预成型模芯能够依照成品纸托的尺寸大小对应进行便捷更换,实用性高。
技术特征:
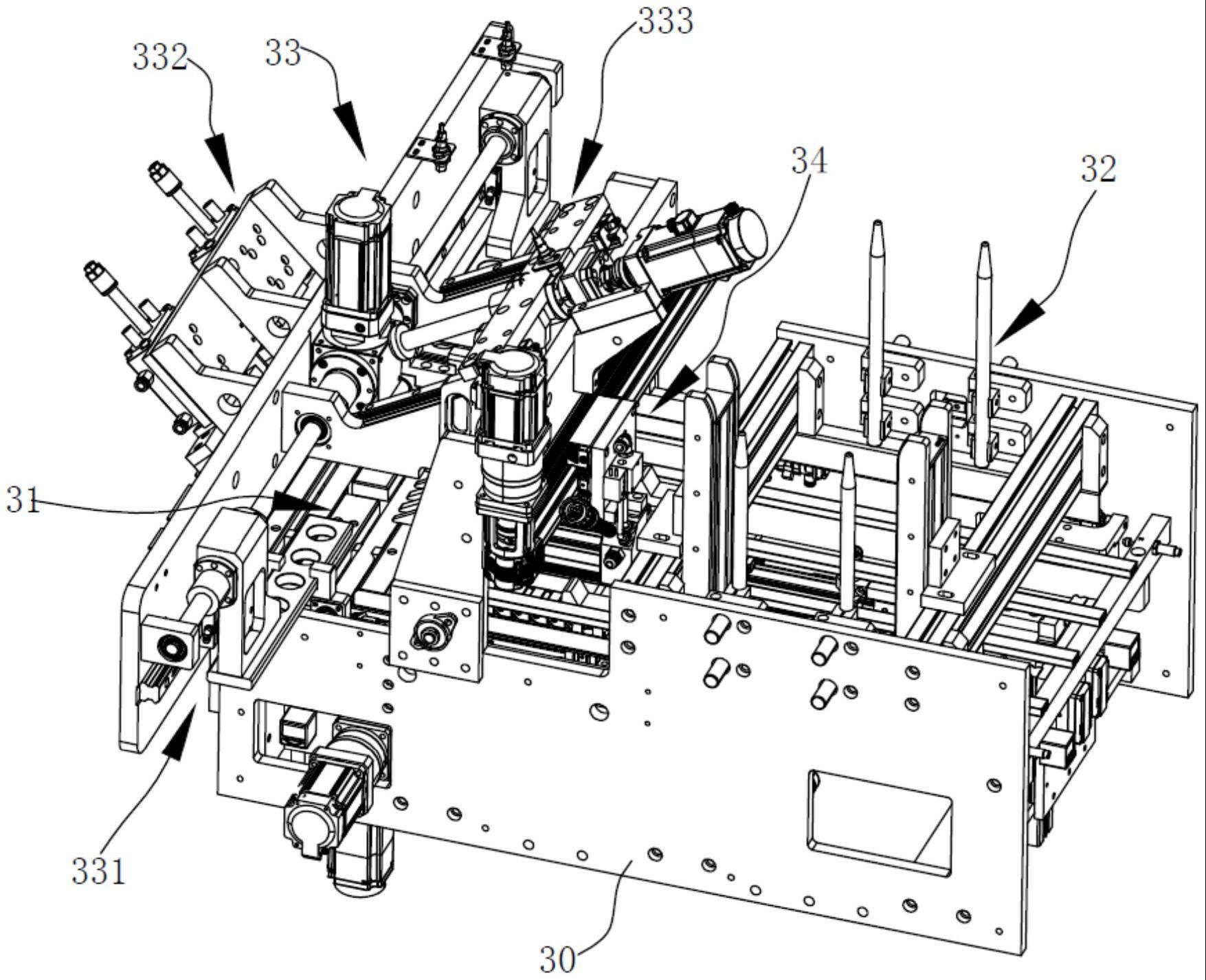
1.一种纸托板自动供料预成型机构,其特征在于:包括第四机体(30)、设于第四机体(30)的预成型基座(31)、设于第四机体(30)并用于向预成型基座(31)供应纸板的纸板供应装置(32)以及设于预成型基座(31)上方的折板装置(33),折板装置(33)包括固定设于第四机体(30)的折板基座(330)、活动设于折板基座(330)的预成型模芯(331)、用于将预成型基座(31)所承载的纸板进行折弯的折弯组件。
2.根据权利要求1所述的一种纸托板自动供料预成型机构,其特征在于:所述预成型模芯(331)包括滑动设于折板基座(330)一侧的第一折板滑座(3310)、滑动设于折板基座(330)另一侧的第二折板滑座(3311)、装配于第一折板滑座(3310)的第一折板(3312)以及装配于第二折板滑座(3311)的第二折板(3313);所述折板装置(33)还设置有用于驱动第一折板滑座(3310)、第二折板滑座(3311)相互靠拢的折板驱动源(3314)。
3.根据权利要求2所述的一种纸托板自动供料预成型机构,其特征在于:所述预成型基座(31)的两侧分别设置有一折板导向座(3100),每个折板导向座(3100)均具有可供第一折板(3312)或第二折板(3313)穿设的导向槽(3101)。
4.根据权利要求1所述的一种纸托板自动供料预成型机构,其特征在于:还包括对折弯后的纸板进行折边的折边组件,所述折边组件包括设于所述预成型模芯(331)一侧的第一折边组件(332)以及设于预成型模芯(331)另一侧的第二折边组件(333),预成型模芯(331)能够伸入预成型基座(31)内,第一折边组件(332)用于将预成型基座(31)所承载的纸板的第一侧沿着预成型模芯(331)进行一次折边,第二折边组件(333)用于将预成型基座(31)所承载的纸板的第二侧沿着预成型模芯(331)进行二次折边。
5.根据权利要求1所述的一种纸托板自动供料预成型机构,其特征在于:所述预成型基座(31)包括基座本体(310)、设于基座本体(310)中部的承载板件(311)、以及分别转动设于基座本体(310)两侧的两个翻转板件(312),所述折弯组件包括装配在基座本体(310)的两个翻转驱动源(313),每个翻转驱动源(313)驱动对应的翻转板件(312)向承载板件(311)翻转,以使纸板的两侧分别沿着预成型模芯(331)的形体折弯预成型。
6.根据权利要求5所述的一种纸托板自动供料预成型机构,其特征在于:所述预成型基座(31)还设置有纸板顶升组件(314),所述承载板件(311)驱动连接于纸板顶升组件(314),纸板顶升组件(314)用于顶升承载板件(311),以使承载板件(311)的纸板抵触在预成型模芯(331)的底部。
7.根据权利要求1所述的一种纸托板自动供料预成型机构,其特征在于:还包括装配于第四机体(30)或折板基座(330)的纸板过胶组件(34),纸板过胶组件(34)位于纸板供应装置(32)的输出端,以用于在纸板预成型之前对纸板的指定位置进行涂胶。
8.根据权利要求1所述的一种纸托板自动供料预成型机构,其特征在于:所述纸板供应装置(32)包括设于第四机体(30)上部的纸板储料结构(320)、设于纸板储料结构(320)下方并用于逐一取出纸板储料结构(320)内的纸板的拾料组件(321)、以及用于将取出的纸板送入预成型基座(31)的纸板送料组件(322)。
9.根据权利要求4所述的一种纸托板自动供料预成型机构,其特征在于:所述第一折边组件(332)包括固定安装于折板基座(330)的第一装配斜座(3320)、设于第一装配斜座(3320)的第一折边驱动源(3323)以及相对于第一装配斜座(3320)倾斜设置并驱动连接于第一折边驱动源(3323)的倾斜折边滑铲(3322)。
10.根据权利要求4所述的一种纸托板自动供料预成型机构,其特征在于:所述第二折边组件(333)包括固定安装于折板基座(330)的第二装配斜座(3330)、设于第二装配斜座(3330)的第二折边驱动源(3331)、倾斜且活动安装于折板基座(330)的第二折边滑架(3333)以及装配于第二折边滑架(3333)的水平折边滑铲(3332),第二折边驱动源(3331)用于驱动第二折边滑架(3333)滑动。
技术总结
本技术公开了一种纸托板自动供料预成型机构,其包括第四机体、设于第四机体的预成型基座、设于第四机体并用于向预成型基座供应纸板的纸板供应装置以及设于预成型基座上方的折板装置,折板装置包括固定设于第四机体的折板基座、活动设于折板基座的预成型模芯、用于将预成型基座所承载的纸板进行折弯的折弯组件以及对折弯后的纸板进行折边的折边组件。本技术通过纸板供应装置将待加工的纸板自动上料至预成型基座处,通过活动设置的预成型模芯、折弯组件、折边组件配合使用使纸板快速预成型,这样的结构能够在纸板预成型后快速脱模,且不会使纸托变形,以便于后续工序将预成型得到的半成品纸托取走,实用性高。
技术研发人员:饶争力
受保护的技术使用者:广东力顺源智能自动化有限公司
技术研发日:20230711
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!