一种玻璃纤维网格布自动整经定型机的制作方法
本发明涉及玻璃纤维网格布,具体是一种玻璃纤维网格布自动整经定型机。
背景技术:
1、玻璃纤维网格布是以玻璃纤维机织物为基材,经高分子抗乳液浸泡涂层,从而具有良好的抗碱性、柔韧性以及经纬向高度抗拉力,可被广泛用于建筑物内外墙体保温、防水、防火、抗裂等,玻璃纤维网格布以耐碱玻纤网布为主,它采用中无碱玻纤纱经特殊的组织结构—纱罗组织绞织而成,玻璃纤维网格布加工过程中为保证玻璃纤维网格布的平整性,需要整经定型机进行玻璃纤维网格布的整平操作。
2、中国专利公开了玻璃纤维网格布自动整经整纬定型机,(授权公告号cn103015085b),该专利技术结构简单,操控方便,解决了高硅氧玻璃纤维网格布及其衍生产品连续,无损,高效整经、整纬的难题,但是,上述整经整纬定型机采用浸胶的方式进行整经定型,浸胶过程中粘附的胶液较多,造成胶液的浪费,且需要挤胶操作,不利于玻璃纤维网格布的加工效率,进线处的玻璃纤维线摩擦力较大,玻璃纤维发热容易崩断,不利于制作后玻璃纤维网格布的牢固度,利用胶液重力的方式整经整纬,整经整纬效果较差,不利于玻璃纤维网格布的制作质量。因此,本领域技术人员提供了一种玻璃纤维网格布自动整经定型机,以解决上述背景技术中提出的问题。
技术实现思路
1、本发明的目的在于提供一种玻璃纤维网格布自动整经定型机,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种玻璃纤维网格布自动整经定型机,包括承载板、出料构件、理线构件、整经构件、涂胶构件、烘干构件、定型构件与收料构件,所述出料构件位于承载板的上侧一端位置处,所述理线构件位于承载板的上侧临近出料构件的位置处,所述整经构件位于承载板的上侧临近理线构件的位置处,所述涂胶构件位于承载板的上侧临近整经构件的位置处,所述烘干构件位于承载板的上侧临近涂胶构件的位置处,所述定型构件位于承载板的上侧临近烘干构件的位置处,所述收料构件位于承载板的上侧临近定型构件的位置处,所述理线构件包括线导杆,所述线导杆的两侧位置处均设置有第一安装架,所述第一安装架的内侧上端位置处设置有喷水管,所述线导杆的外侧设置有限位盘,所述涂胶构件包括第二安装架,所述第二安装架的内侧上端位置处设置有涂胶辊,所述第二安装架的内侧位于涂胶辊的两侧位置处均安装有出胶条,所述出胶条的上侧设置有出胶口,所述烘干构件包括第三安装架,所述第三安装架的内侧两端位置处均设置有烘干板,所述烘干板的内侧设置有出风口。
3、作为本发明进一步的方案:所述出料构件包括玻璃纤维线盘,所述玻璃纤维线盘的两侧位置处均设置有第四安装架,所述第四安装架的外侧对应玻璃纤维线盘的位置处安装有第一电机,所述第一安装架的外侧设置有水箱,所述水箱的内部设置有抽水管,所述抽水管的上端设置有水泵,所述喷水管的一端设置有出水管,所述整经构件包括第五安装架,所述第五安装架的上端安装有电动调节伸缩杆,所述电动调节伸缩杆的下端设置有滑板,所述滑板的下侧设置有整经板。
4、作为本发明再进一步的方案:所述第二安装架的内侧下端位置处设置有胶箱,所述第二安装架的前侧对应涂胶辊的位置处安装有第二电机,所述胶箱的一侧下端位置处设置有抽胶管,所述抽胶管的一端安装有胶泵,所述出胶条的外侧设置有出胶管,所述烘干板的一侧设置有出气管,所述出气管的一端安装有气泵,所述第三安装架的上侧安装有加热箱,所述加热箱的前侧设置有进气网,所述加热箱的内部前端位置处设置有过滤板,所述加热箱的内部后端位置处安装有加热棒,所述加热箱的上侧后端位置处设置有抽气管,所述定型构件包括第六安装架,所述第六安装架的内侧设置有压辊,所述第六安装架的前侧对应压辊的位置处安装有第三电机,所述收料构件包括第七安装架,所述第七安装架的内侧设置有收料辊,所述第七安装架的外侧对应收料辊的位置处安装有第四电机。
5、作为本发明再进一步的方案:所述线导杆转动于第一安装架的内侧位置处,所述涂胶辊转动于第二安装架的内侧位置处。
6、作为本发明再进一步的方案:所述玻璃纤维线盘通过第一电机转动于第四安装架的内侧位置处,所述滑板通过电动调节伸缩杆滑动于第五安装架的内侧位置处。
7、作为本发明再进一步的方案:所述抽水管的下端位于水箱的内部下端位置处,所述抽水管的输出端与水泵的输入端相贯通,所述水泵的输出端与出水管的输入端相贯通,所述出水管的输出端与喷水管的输入端相贯通。
8、作为本发明再进一步的方案:所述涂胶辊通过第二电机转动于第二安装架的内侧位置处,所述胶箱的下端与抽胶管的输入端相贯通,所述抽胶管的输出端与胶泵的输入端相贯通,所述胶泵的输出端与出胶管的输入端相贯通,所述出胶管的输出端与出胶条的输入端相贯通。
9、作为本发明再进一步的方案:所述出气管的输入端与烘干板相贯通,所述出气管的输出端与气泵的输入端相贯通,所述气泵的输出端与抽气管的输入端相贯通,所述抽气管的输出端与加热箱的输入端相贯通。
10、作为本发明再进一步的方案:所述压辊通过第三电机转动于第六安装架的内侧位置处,所述收料辊通过第四电机转动于第七安装架的内侧位置处。
11、与现有技术相比,本发明的有益效果是:
12、1.本发明一种玻璃纤维网格布自动整经定型机通过涂胶辊对整经后的玻璃纤维网格布涂胶,涂胶的均匀度高,节省胶液,提高烘干速度,有利于玻璃纤维网格布的加工效率;
13、2.通过喷水管喷水对线导杆与限位盘降温,降低玻璃纤维线的发热速度,避免玻璃纤维线受热崩断,有利于制作后玻璃纤维网格布的牢固度;
14、3.通过限位盘对玻璃纤维网格布的径向丝线导向,通过整经构件对玻璃纤维网格布自动整经,提高整经效果,有利于玻璃纤维网格布的制作质量。
技术特征:
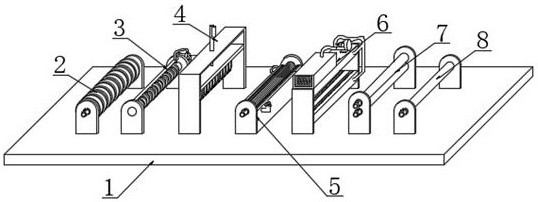
1.一种玻璃纤维网格布自动整经定型机,包括承载板(1)、出料构件(2)、理线构件(3)、整经构件(4)、涂胶构件(5)、烘干构件(6)、定型构件(7)与收料构件(8),所述出料构件(2)位于承载板(1)的上侧一端位置处,所述理线构件(3)位于承载板(1)的上侧临近出料构件(2)的位置处,所述整经构件(4)位于承载板(1)的上侧临近理线构件(3)的位置处,所述涂胶构件(5)位于承载板(1)的上侧临近整经构件(4)的位置处,所述烘干构件(6)位于承载板(1)的上侧临近涂胶构件(5)的位置处,所述定型构件(7)位于承载板(1)的上侧临近烘干构件(6)的位置处,所述收料构件(8)位于承载板(1)的上侧临近定型构件(7)的位置处,其特征在于,所述理线构件(3)包括线导杆(9),所述线导杆(9)的两侧位置处均设置有第一安装架(10),所述第一安装架(10)的内侧上端位置处设置有喷水管(12),所述线导杆(9)的外侧设置有限位盘(11),所述涂胶构件(5)包括第二安装架(13),所述第二安装架(13)的内侧上端位置处设置有涂胶辊(14),所述第二安装架(13)的内侧位于涂胶辊(14)的两侧位置处均安装有出胶条(15),所述出胶条(15)的上侧设置有出胶口(16),所述烘干构件(6)包括第三安装架(17),所述第三安装架(17)的内侧两端位置处均设置有烘干板(18),所述烘干板(18)的内侧设置有出风口(19)。
2.根据权利要求1所述的一种玻璃纤维网格布自动整经定型机,其特征在于,所述出料构件(2)包括玻璃纤维线盘(20),所述玻璃纤维线盘(20)的两侧位置处均设置有第四安装架(21),所述第四安装架(21)的外侧对应玻璃纤维线盘(20)的位置处安装有第一电机(22),所述第一安装架(10)的外侧设置有水箱(23),所述水箱(23)的内部设置有抽水管(24),所述抽水管(24)的上端设置有水泵(25),所述喷水管(12)的一端设置有出水管(26),所述整经构件(4)包括第五安装架(27),所述第五安装架(27)的上端安装有电动调节伸缩杆(28),所述电动调节伸缩杆(28)的下端设置有滑板(29),所述滑板(29)的下侧设置有整经板(30)。
3.根据权利要求1所述的一种玻璃纤维网格布自动整经定型机,其特征在于,所述第二安装架(13)的内侧下端位置处设置有胶箱(31),所述第二安装架(13)的前侧对应涂胶辊(14)的位置处安装有第二电机(32),所述胶箱(31)的一侧下端位置处设置有抽胶管(33),所述抽胶管(33)的一端安装有胶泵(34),所述出胶条(15)的外侧设置有出胶管(35),所述烘干板(18)的一侧设置有出气管(36),所述出气管(36)的一端安装有气泵(37),所述第三安装架(17)的上侧安装有加热箱(39),所述加热箱(39)的前侧设置有进气网(40),所述加热箱(39)的内部前端位置处设置有过滤板(41),所述加热箱(39)的内部后端位置处安装有加热棒(42),所述加热箱(39)的上侧后端位置处设置有抽气管(38),所述定型构件(7)包括第六安装架(43),所述第六安装架(43)的内侧设置有压辊(44),所述第六安装架(43)的前侧对应压辊(44)的位置处安装有第三电机(45),所述收料构件(8)包括第七安装架(46),所述第七安装架(46)的内侧设置有收料辊(47),所述第七安装架(46)的外侧对应收料辊(47)的位置处安装有第四电机(48)。
4.根据权利要求1所述的一种玻璃纤维网格布自动整经定型机,其特征在于,所述线导杆(9)转动于第一安装架(10)的内侧位置处,所述涂胶辊(14)转动于第二安装架(13)的内侧位置处。
5.根据权利要求2所述的一种玻璃纤维网格布自动整经定型机,其特征在于,所述玻璃纤维线盘(20)通过第一电机(22)转动于第四安装架(21)的内侧位置处,所述滑板(29)通过电动调节伸缩杆(28)滑动于第五安装架(27)的内侧位置处。
6.根据权利要求2所述的一种玻璃纤维网格布自动整经定型机,其特征在于,所述抽水管(24)的下端位于水箱(23)的内部下端位置处,所述抽水管(24)的输出端与水泵(25)的输入端相贯通,所述水泵(25)的输出端与出水管(26)的输入端相贯通,所述出水管(26)的输出端与喷水管(12)的输入端相贯通。
7.根据权利要求3所述的一种玻璃纤维网格布自动整经定型机,其特征在于,所述涂胶辊(14)通过第二电机(32)转动于第二安装架(13)的内侧位置处,所述胶箱(31)的下端与抽胶管(33)的输入端相贯通,所述抽胶管(33)的输出端与胶泵(34)的输入端相贯通,所述胶泵(34)的输出端与出胶管(35)的输入端相贯通,所述出胶管(35)的输出端与出胶条(15)的输入端相贯通。
8.根据权利要求3所述的一种玻璃纤维网格布自动整经定型机,其特征在于,所述出气管(36)的输入端与烘干板(18)相贯通,所述出气管(36)的输出端与气泵(37)的输入端相贯通,所述气泵(37)的输出端与抽气管(38)的输入端相贯通,所述抽气管(38)的输出端与加热箱(39)的输入端相贯通。
9.根据权利要求3所述的一种玻璃纤维网格布自动整经定型机,其特征在于,所述压辊(44)通过第三电机(45)转动于第六安装架(43)的内侧位置处,所述收料辊(47)通过第四电机(48)转动于第七安装架(46)的内侧位置处。
技术总结
本发明涉及玻璃纤维网格布技术领域,具体是一种玻璃纤维网格布自动整经定型机,包括承载板、出料构件、理线构件、整经构件、涂胶构件、烘干构件、定型构件与收料构件,所述理线构件包括线导杆,所述线导杆的两侧位置处均设置有第一安装架,所述第一安装架的内侧上端位置处设置有喷水管,所述线导杆的外侧设置有限位盘,所述涂胶构件包括第二安装架。本发明通过涂胶辊对整经后的玻璃纤维网格布涂胶,涂胶的均匀度高,有利于玻璃纤维网格布的加工效率,通过喷水管喷水对线导杆与限位盘降温,通过限位盘对玻璃纤维网格布的径向丝线导向,通过整经构件对玻璃纤维网格布自动整经,提高整经效果。
技术研发人员:夏欣
受保护的技术使用者:山东天睿新材料科技股份公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!