一种双光鼓极速制版机及其操作方法与流程
[0001]
本发明是极速制版机,涉及一种双光鼓极速制版机及其操作方法。
背景技术:
[0002]
目前,胶印制版机在我国已进入了成熟期。制版机技术的高度成熟(包括设备以及版材)必将促进普及应用,更高的效率意味着更强的竞争力,在印刷行业全面普及制版机的今天,创新是一个印刷企业的不竭动力源泉,创新创造出更高的生产效率。
[0003]
传统制版机采用单光鼓的模式,在供版至进版过程中,单光鼓一直处于停止工作的状态,而在卸版之后,光鼓也依然没有工作。会有大量的时间浪费在等待进版和卸版的动作之上。这两个制版的过程中有大量的等待时间,平均每小时制版速度为45张。而其中有效的扫描时间占比仍有较大的提升空间。理论上来说,想要在单光鼓的情况下,充分利用进版卸版的时间,这很难做到。
技术实现要素:
[0004]
本发明主要是解决现有技术中存在的不足,提供一种有别于传统的单光鼓制版机,本制版机采用双光鼓模式,使两个光鼓轮流循环进行工作,使其充分利用从而大大提高了生产效率,制版的灵活性,以及制版的速度;同时,双光鼓极速制版机的扫描制版质量也有很大提升的一种双光鼓极速制版机及其操作方法。
[0005]
本发明的上述技术问题主要是通过下述技术方案得以解决的:
[0006]
一种双光鼓极速制版机,包括机架和版材,所述的机架从左至右依次分布送版过桥机构、扫描平台机构、双光鼓机构和出版机构,所述的版材通过送版过桥机构送至双光鼓机构中,扫描平台机构对双光鼓机构中的版材进行扫描,双光鼓机构中的版材通过出版机构进行出版;
[0007]
所述的送版过桥机构包括可沿机架进行水平和垂直位移的送版平台,所述的送版平台将版材位移至双光鼓机构中;
[0008]
所述的扫描平台机构包括可上下位移的激光扫描系统,所述的激光扫描系统与双光鼓机构呈对应分布;
[0009]
所述的双光鼓机构包括设有二个以上的光鼓,所述的光鼓呈上下垂直间隔分布,所述的送版平台进行水平和垂直位移后将版材喂入至光鼓中;
[0010]
所述的出版机构包括可沿机架进行垂直位移的出版架,所述的版材出版后将版材送至出版架,所述的机架中设有与出版架相对应分布的冲孔模块。
[0011]
作为优选,所述的送版平台通过水平滑动组件进行水平位移,所述的送版平台通过垂直导链组件进行垂直位移,所述的水平滑动组件包括设在机架内侧的水平导轨,所述的送版平台的两侧沿水平导轨进行位移,所述的送版平台的下方设有一对呈间隔分布的同步带传动轴,所述的同步带传动轴的两端分别设有同步带轮,同向相间隔分布的同步带轮间通过同步带进行传动,所述的同步带轮转动带动送版平台进行水平位移;
[0012]
所述的垂直导链组件包括机架内壁的两侧分别设有呈垂直分布的垂直导轨,所述的送版平台通过垂直滑块沿垂直导轨进行上下位移,所述的机架内壁的两侧分别设有带动送版平台沿垂直导轨进行上下位移的链轮组件;
[0013]
所述的扫描平台机构还包括扫描底板,所述的扫描底板上部的两端分别设有带动激光扫描系统进行上下位移的扫描气缸;
[0014]
所述的光鼓设有二个,光鼓包括a光鼓和b光鼓,所述的光鼓分别通过电机进行驱动;
[0015]
所述的出版架通过出版链轮组件进行垂直位移,所述的出版链轮组件与链轮组件二者结构相等;所述的出版架通过出版导杆沿机架进行上下位移,所述的出版架的底部设有一个可引导版材顺利进入至出版架的卸版摆辊,所述的卸版摆辊前端设有卸版摆辊摇臂。
[0016]
作为优选,所述的扫描气缸的两侧分别设有与扫描底板相固定的扫描导杆,所述的激光扫描系统通过扫描气缸沿扫描导杆进行上下位移;
[0017]
链轮组件包括一个传动链轮与若干个链轮,所述的传动链轮与链轮间通过链条传动,所述的链条与送版平台间、链条与出版架间通过若干个链条连接块相固定连接。
[0018]
一种双光鼓极速制版机的操作方法,按以下步骤进行:
[0019]
首先设定工作模板,传感器检测判定机械结构状态与设定工作模板是否一致,如模板不一致,对应机构模板调整,供版机通过吸嘴机构将版材和纸分离,通过传动机构将版材送到送版过桥机构,送版过桥机构通过上下传动机构上升至a鼓供版高度位置,传感器检测到a光鼓供版高度位置,侧规对版材居中位置进行调整,送版过桥机构向前运动直至a光鼓供版前后位置,然后输送带将版材的版头部分送入a光鼓版头夹下方并开始装版,a光鼓版头夹闭合压紧版材版头,然后a光鼓装版辊压在版材上,a光鼓表面真空吸附作用吸附版材,同时a光鼓装版辊和版材一起转动,转动到a光鼓版尾夹部分,a光鼓版尾夹打开,a光鼓转动使版材版尾送入版尾夹内,a光鼓版尾夹闭合压紧版材,送版过桥机构退回并下降至接版位,扫描成像过程开始,a光鼓开始扫描成像同时,供版机再次将版材送到送版过桥机构,送版过桥通过上下传动机构下降至b光鼓供版高度位置,传感器检测到b光鼓供版高度位置,侧规对版材居中位置进行调整,送版过桥机构向前运动直至b光鼓供版前后位置,然后输送带将版材的版头部分送入b光鼓版头夹下方并开始装版,b光鼓版头夹闭合压紧版材版头,然后b光鼓装版辊压在版材上,b光鼓光光鼓表面真空吸附作用吸附版材,同时b光鼓装版辊和版材一起转动,转动到b光鼓版尾夹部分,b光鼓版尾夹打开,b光鼓转动使版材版尾送入b光鼓版尾夹内,b光鼓版尾夹闭合压紧版材,送版过桥机构退回并上升至接版位,b光鼓装版完成处于等待状态,待a光鼓扫描成像完成,扫描平台复位,扫描机构下降至b光鼓扫描位置,b光鼓扫描成像过程开始,a光鼓扫描成像完成后,出板架上升至a光鼓卸版位,上位机控制a光鼓转动到a光鼓版头夹打开位置,a光鼓装版辊下压在版材上,然后a光鼓版头夹打开,版材版头被释放后,a光鼓版头夹闭合,然后a光鼓装版辊然a光鼓转动一定角度,版材版头部分落在卸版摆辊上,然后卸版摆辊抬升版头至冲孔模块入口高度,同时a光鼓继续转动使版头进入冲孔模块,冲孔模块对版头进行打孔,打孔的铝片进入排屑型铝被收集,打孔完毕后,a光鼓反转使版头从冲孔模块中退出,当版头退出到卸版摆辊上时,卸版摆辊开始下落使版头恰好落在出版架上;当版头部分落在出版架上时,设备开始进一步卸版,a光鼓
压版辊压着版材随a光鼓继续转动,版材在出版架上继续输送并进一步输送至出板架,版材输送到出板架上时,出板架上部的滚轮同时压在版材上,并随出板架皮带一起转动输送版材,a光鼓转动到版尾部分,a光鼓装版辊抬起,a光鼓版尾夹打开,版材随着出板架的输送离开a光鼓,a光鼓版尾夹闭合,卸版完成,出板架进一步将版材输送出板架末端,出板架下降至出板位,出板架将版材输送至收版架,a光鼓卸版完成后,供版机和过桥机构重复上述送版动作,a光鼓重复上述装版动作等待成像扫描,b光鼓扫描成像完成后,扫描平台复位,扫描机构上升至a光鼓扫描位置,a光鼓扫描成像过程开始,出板架下降至b光鼓卸版位,上位机控制b光鼓转动到b光鼓版头夹打开位置,b光鼓装版辊下压在版材上,然后b光鼓版头夹打开,版材版头被释放后,b光鼓版头夹闭合,然后b光鼓装版辊然随b光鼓转动一定角度,版材版头部分落在卸版摆辊上,然后卸版摆辊抬升版头至冲孔模块入口高度,同时b光鼓继续转动使版头进入冲孔模块,冲孔模块对版头进行打孔,打孔的铝片进入排屑型铝被收集,打孔完毕后,b光鼓反转使版头从冲孔模块中退出,当版头退出到卸版摆辊上时,卸版摆辊开始下落使版头恰好落在出版架上,当版头部分落在出版架上时,设备开始进一步卸版,b光鼓压版辊压着版材随b光鼓继续转动,版材在出版架上继续输送并进一步输送至出板架,版材输送到出板架上时,出板架上部的滚轮同时压在版材上,并随出板架皮带一起转动输送版材,b光鼓转动到版尾部分,b光鼓装版辊抬起,b光鼓版尾夹打开,版材随着出板架的输送离开b光鼓,b光鼓版尾夹闭合,卸版完成,出板架进一步将版材输送出板架末端,出板架上升至出板位,出板架将版材输送至收版架,a、b光鼓按上述过程循环作业。
[0020]
本例中光鼓为二个,但不限于二个,双光鼓成上下分布,上下光鼓自带版头夹、版尾夹、装版辊及其驱动机构。光鼓上面的结构为现有技术,不再作描述。
[0021]
本发明提供一种双光鼓极速制版机及其操作方法,该制版设备配合供版机能自适应不同版材进行自动供版装版、高质量扫描制版、卸版打孔等一系列生产流程,a、b鼓轮流循环进行工作,使其充分利用板材的装卸版间隙时间,节约了大量的制版等待时间,大大提高了光鼓的扫描成像时间从而提高了制版的速度。
附图说明
[0022]
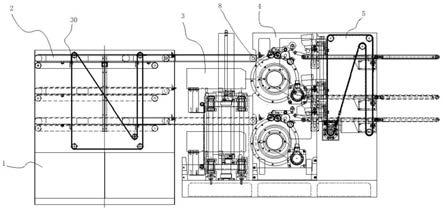
图1是本发明的总装结构示意图;
[0023]
图2是本发明中送版过桥机构的结构示意图;
[0024]
图3是本发明中送版过桥机构的侧视结构示意图;
[0025]
图4是本发明中扫描平台机构的结构示意图;
[0026]
图5是本发明中扫描平台机构的侧视结构示意图;
[0027]
图6是本发明中双光鼓机构的结构示意图;
[0028]
图7是本发明中出版机构的结构示意图;
[0029]
图8是图7的俯视结构示意图。
具体实施方式
[0030]
下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
[0031]
实施例1:如图所示,一种双光鼓极速制版机,包括机架1和版材,所述的机架1从左至右依次分布送版过桥机构2、扫描平台机构3、双光鼓机构4和出版机构5,所述的版材通过
送版过桥机构2送至双光鼓机构4中,扫描平台机构3对双光鼓机构4中的版材进行扫描,双光鼓机构4中的版材通过出版机构5进行出版;
[0032]
所述的送版过桥机构2包括可沿机架1进行水平和垂直位移的送版平台6,所述的送版平台6将版材位移至双光鼓机构4中;
[0033]
所述的扫描平台机构3包括可上下位移的激光扫描系统7,所述的激光扫描系统7与双光鼓机构4呈活动式对应分布;
[0034]
所述的双光鼓机构4包括设有二个以上的光鼓8,所述的光鼓8呈上下垂直间隔分布,所述的送版平台6进行水平和垂直位移后将版材喂入至光鼓8中;
[0035]
所述的出版机构5包括可沿机架1进行垂直位移的出版架9,所述的版材出版后将版材送至出版架9中,所述的机架1中设有与出版架9相对应分布的冲孔模块10。
[0036]
所述的送版平台6通过水平滑动组件进行水平位移,所述的送版平台6通过垂直导链组件进行垂直位移,所述的水平滑动组件包括设在机架1内侧的水平导轨11,所述的送版平台6的两侧沿水平导轨11进行位移,所述的送版平台6的下方设有一对呈间隔分布的同步带传动轴12,所述的同步带传动轴12的两端分别设有同步带轮13,同向相间隔分布的同步带轮13间通过同步带14进行传动,所述的同步带轮13转动带动送版平台6进行水平位移;
[0037]
所述的垂直导链组件包括机架1内壁的两侧分别设有呈垂直分布的垂直导轨15,所述的送版平台6通过垂直滑块16沿垂直导轨15进行上下位移,所述的机架1内壁的两侧分别设有带动送版平台6沿垂直导轨15进行上下位移的链轮组件;
[0038]
所述的扫描平台机构3还包括扫描底板17,所述的扫描底板17上部的两端分别设有带动激光扫描系统7进行上下位移的扫描气缸18;
[0039]
所述的光鼓8设有二个,光鼓8包括a光鼓19和b光鼓20,所述的光鼓8分别通过电机21进行驱动;
[0040]
所述的出版架9通过出版链轮组件进行垂直位移,所述的出版链轮组件与链轮组件二者结构相等;所述的出版架9通过出版导杆22沿机架1进行上下位移,所述的出版架9的底部设有一个可引导版材顺利进入至出版架9的卸版摆辊摇臂23,所述的卸版摆辊摇臂23的前端设有卸版摆辊24。
[0041]
所述的扫描气缸18的两侧分别设有与扫描底板17相固定的扫描导杆25,所述的激光扫描系统7通过扫描气缸18沿扫描导杆25进行上下位移;
[0042]
链轮组件包括一个传动链轮27与若干个链轮28,所述的传动链轮27与链轮28间通过链条29传动,所述的链条29与送版平台6间、链条29与出版架9间通过若干个链条连接块30相固定连接。
[0043]
一种双光鼓极速制版机的操作方法,按以下步骤进行:
[0044]
首先设定工作模板,传感器检测判定机械结构状态与设定工作模板是否一致,如模板不一致,对应机构模板调整,供版机通过吸嘴机构将版材和纸分离,通过传动机构将版材送到送版过桥机构,送版过桥机构通过上下传动机构上升至a鼓供版高度位置,传感器检测到a光鼓供版高度位置,侧规对版材居中位置进行调整,送版过桥机构向前运动直至a光鼓供版前后位置,然后输送带将版材的版头部分送入a光鼓版头夹下方并开始装版,a光鼓版头夹闭合压紧版材版头,然后a光鼓装版辊压在版材上,a光鼓表面真空吸附作用吸附版材,同时a光鼓装版辊和版材一起转动,转动到a光鼓版尾夹部分,a光鼓版尾夹打开,a光鼓
转动使版材版尾送入版尾夹内,a光鼓版尾夹闭合压紧版材,送版过桥机构退回并下降至接版位,扫描成像过程开始,a光鼓开始扫描成像同时,供版机再次将版材送到送版过桥机构,送版过桥通过上下传动机构下降至b光鼓供版高度位置,传感器检测到b光鼓供版高度位置,侧规对版材居中位置进行调整,送版过桥机构向前运动直至b光鼓供版前后位置,然后输送带将版材的版头部分送入b光鼓版头夹下方并开始装版,b光鼓版头夹闭合压紧版材版头,然后b光鼓装版辊压在版材上,b光鼓光光鼓表面真空吸附作用吸附版材,同时b光鼓装版辊和版材一起转动,转动到b光鼓版尾夹部分,b光鼓版尾夹打开,b光鼓转动使版材版尾送入b光鼓版尾夹内,b光鼓版尾夹闭合压紧版材,送版过桥机构退回并上升至接版位,b光鼓装版完成处于等待状态,待a光鼓扫描成像完成,扫描平台复位,扫描机构下降至b光鼓扫描位置,b光鼓扫描成像过程开始,a光鼓扫描成像完成后,出板架上升至a光鼓卸版位,上位机控制a光鼓转动到a光鼓版头夹打开位置,a光鼓装版辊下压在版材上,然后a光鼓版头夹打开,版材版头被释放后,a光鼓版头夹闭合,然后a光鼓装版辊然随a光鼓转动一定角度,版材版头部分落在卸版摆辊上,然后卸版摆辊抬升版头至冲孔模块入口高度,同时a光鼓继续转动使版头进入冲孔模块,冲孔模块对版头进行打孔,打孔的铝片进入排屑型铝被收集,打孔完毕后,a光鼓反转使版头从冲孔模块中退出,当版头退出到卸版摆辊上时,卸版摆辊开始下落使版头恰好落在出版架上;
[0045]
当版头部分落在出版架上时,设备开始进一步卸版,a光鼓压版辊压着版材随a光鼓继续转动,版材在出版架上继续输送并进一步输送至出板架,版材输送到出板架上时,出板架上部的滚轮同时压在版材上,并随出板架皮带一起转动输送版材,a光鼓转动到版尾部分,a光鼓装版辊抬起,a光鼓版尾夹打开,版材随着出板架的输送离开a光鼓,a光鼓版尾夹闭合,卸版完成,出板架进一步将版材输送出板架末端,出板架下降至出板位,出板架将版材输送至收版架,a光鼓卸版完成后,供版机和过桥机构重复上述送版动作,a光鼓重复上述装版动作等待成像扫描,b光鼓扫描成像完成后,扫描平台复位,扫描机构上升至a光鼓扫描位置,a光鼓扫描成像过程开始,出板架下降至b光鼓卸版位,上位机控制b光鼓转动到b光鼓版头夹打开位置,b光鼓装版辊下压在版材上,然后b光鼓版头夹打开,版材版头被释放后,b光鼓版头夹闭合,然后b光鼓装版辊然随b光鼓转动一定角度,版材版头部分落在卸版摆辊上,然后卸版摆辊抬升版头至冲孔模块入口高度,同时b光鼓继续转动使版头进入冲孔模块,冲孔模块对版头进行打孔,打孔的铝片进入排屑型铝被收集,打孔完毕后,b光鼓反转使版头从冲孔模块中退出,当版头退出到卸版摆辊上时,卸版摆辊开始下落使版头恰好落在出版架上,当版头部分落在出版架上时,设备开始进一步卸版,b光鼓压版辊压着版材随b光鼓继续转动,版材在出版架上继续输送并进一步输送至出板架,版材输送到出板架上时,出板架上部的滚轮同时压在版材上,并随出板架皮带一起转动输送版材,b光鼓转动到版尾部分,b光鼓装版辊抬起,b光鼓版尾夹打开,版材随着出板架的输送离开b光鼓,b光鼓版尾夹闭合,卸版完成,出板架进一步将版材输送出板架末端,出板架上升至出板位,出板架将版材输送至收版架,a、b光鼓按上述过程循环作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1