自动化彩印机的制作方法
1.本实用新型涉及塑料袋制造技术领域,具体涉及一种自动化彩印机。
背景技术:
2.目前在电子产品的包装中,最常用的就是塑料薄膜袋,现有的塑料薄膜袋,主要包括一个带有开口的袋体,使用时,将电子产品放入袋体内,对放置在袋体内的电子产品起到有效的保护。
3.现有的塑料薄膜袋的生产方式为:通过发泡吹膜机成型塑料薄膜袋原料,再将塑料薄膜袋原料上运输至彩印机进行标记或商标的印刷,最后通过热压、剪切工序成型塑料薄膜袋。现有的彩印机一般为单面印刷,但某些情况下,需要双面印刷时,需要将塑料薄膜袋原料翻面,然后再次经过彩印机对塑料薄膜袋原料的另一面印刷,最后通过热压、剪切工序成型塑料薄膜袋,如此势必增大了塑料薄膜袋的制造时间,导致塑料薄膜袋的生产效率降低。
技术实现要素:
4.本实用新型意在提供一种自动化彩印机,以提高塑料薄膜袋的生产效率。
5.为实现上述目的,本实用新型提供如下技术方案:一种自动化彩印机,包括机架和固定在机架上的发泡吹膜机,机架上依次安装有第一印刷机构、第二印刷机构和收卷机构;第一印刷机构和第二印刷辊均包括印刷对辊,第一印刷机构和第二印刷机构的印刷对辊的印刷位置相反;还包括用于驱动印刷对辊的驱动机构。
6.本实用新型的原理以及有益效果:(1)发泡吹膜机形成塑料薄膜袋原料,并且塑料薄膜袋原料经过第一印刷机构和第二印刷机构,由于第一印刷机构和对第二印刷机构的印刷辊的印刷位置相反,经过第一印刷机构时,对塑料薄膜袋原料的一面印刷标记或商标,经过第二印刷机构时,对塑料薄膜袋原料的另一面印刷标记或商标。塑料薄膜袋原料两面均印刷后,通过收卷机构对塑料薄膜袋原料进行收集。
7.本方案中,通过第一印刷机构和第二印刷机构,对塑料薄膜袋原料的两面印刷,如此减少了塑料薄膜袋原料的翻面工作,加快了塑料薄膜袋原料两面印刷的效率,降低了印刷时间,进而提高了塑料薄膜袋的制造效率。
8.进一步,驱动机构包括两个驱动电机,驱动电机分别用于驱动第一印刷机构和第二印刷机构的印刷对辊转动。
9.有益效果:通过驱动电机驱动印刷对辊转动,关闭印刷对辊对应的驱动电机时,印刷对辊停止工作,如此便于操作人员控制印刷对辊停机。
10.进一步,驱动机构包括转轴和驱动转轴转动的单相电机,转轴的两侧均设置有用于驱动印刷对辊的传动机构。
11.有益效果:通过单相电机可以驱动两个传动机构工作,进而传动机构驱动印刷对辊工作,当关闭单相电机时,可以同时控制两个印刷对辊停机,并且通过传动机构可以减少
单相电机的设置,降低设备成本。
12.进一步,单相电机与转轴之间设置有加速机构,加速机构包括主齿轮和与主齿轮啮合的从齿轮,主齿轮与单向电机的输出轴同轴固定连接,从齿轮与转轴同轴固定连接。
13.有益效果:通过加速机构,可以对转轴提速,进而通过转轴和传动机构驱动印刷对辊快速转动,提高印刷对辊的印刷效率。
14.进一步,主齿轮与从齿轮的齿数比为2:1~5:1。
15.有益效果:主齿轮与从齿轮的齿数比在2:1~5:1内,转轴的转速稳定,并且印刷对辊的印刷效率高。
16.进一步,传动机构包括与转轴同轴固定连接的主锥齿轮,与主锥齿轮啮合的从锥齿轮,从锥齿轮与印刷对辊固定连接。
17.有益效果:通过主锥齿轮和从锥齿轮改变转轴的传输方向。
18.进一步,第二印刷机构上设置有导向辊。
19.有益效果:在实际生产中,可能仅需要对塑料薄膜袋原料的一面进行印刷,此时,可以将印刷好一面的塑料薄膜袋原料经过导向辊,再通过导向辊传送至收卷机构上。
20.进一步,第二印刷机构上远离第一印刷机构的一侧设置有导向通道。
21.有益效果:通过导向辊的塑料薄膜袋原料,经过导向通道时,导向通道进一步导向,避免塑料薄膜袋原料在传送过程中发生位置偏移。
22.进一步,第一印刷机构远离第二印刷机构的一侧设置有与机架转动连接的张紧辊。
23.有益效果:通过张紧辊张紧,以降低塑料薄膜原料松弛,进而便于第一印刷机构和第二印刷机构的印刷工作。
24.进一步,第一印刷辊和张紧辊之间设置有固定在机架上的支撑板。
25.有益效果:支撑板对塑料薄膜袋原料进行支撑,进一步避免塑料薄膜袋原料松弛。
附图说明
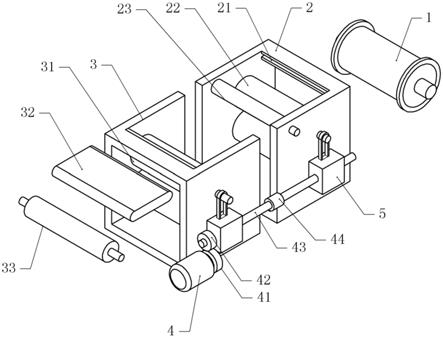
26.图1为本实用新型实施例一、二中自动化彩印机的轴测图;
27.图2为本实用新型实施例一中自动化彩印机的正视图;
28.图3为图2的a部分放大图;
29.图4为本实用新型实施例一中自动化彩印机的剖视图;
30.图5为本实用新型实施例二中自动化彩印机的正视图;
31.图6为本实用新型实施例二中自动化彩印机的剖视图。
具体实施方式
32.下面通过具体实施方式进一步详细说明:
33.说明书附图中的附图标记包括:收卷辊1、第二支架2、导向通道21、第二挤压辊22、导向辊23、第二印刷辊24、第一支架3、第一印刷辊31、支撑板32、张紧辊33、第一挤压辊34、单相电机4、主齿轮41、从齿轮42、转轴43、联轴器44、第一轴45、第二轴46、齿轮箱5、皮带51、主锥齿轮52、从锥齿轮53、塑料薄膜袋原料6。
34.实施例一:
35.基本如附图1和附图2所示,一种自动化彩印机,包括机架和设置在机架上的发泡吹膜机,发泡吹膜机为现有设备,本实施例不再赘述,发泡吹膜机形成塑料薄膜袋原料6。机架上从左至右依次设置有第一印刷机构、第二印刷机构和收卷机构。
36.结合附图4所示,第一印刷机构的左侧上方设置有与机架转动连接的张紧辊33,张紧辊33与第一印刷机构之间设置有螺栓固定在机架上的支撑板32,第一印刷机构包括第一支架3,第一支架3内设置有印刷对辊,印刷对辊包括均与第一支架3转动连接的第一印刷辊31和位于第一印刷辊31下方的第一挤压辊34,结合附图3所示,第一印刷辊31和第一挤压辊34上套设有皮带51。第二印刷机构包括第二支架2,第二支架2内也设置有印刷对辊,印刷对辊包括均与第二支架2转动连接的第二印刷辊24和位于第二印刷辊24上方的第二挤压辊22,第二印刷辊24和第二挤压辊22上也套设有皮带51。
37.机架上安装有驱动机构,驱动机构可以包括两个驱动电机,驱动电机的输出轴分别与第一挤压辊34和第二印刷辊24螺栓固定连接(图中未示出)。如附图2所示,第一支架3和第二支架2的侧壁上均螺栓固定有齿轮箱5。
38.本实施例中,驱动机构包括单相电机4和转轴43,单相电机4与转轴43之间设置有加速机构,加速机构包括主齿轮41和从齿轮42,主齿轮41与单相电机4的输出轴同轴螺栓固定连接,从齿轮42与主齿轮41啮合,从齿轮42与转轴43同轴螺栓固定连接,主齿轮41与从齿轮42的齿数比为2:1~5:1,本实施例中主齿轮41与从齿轮42的齿数比为3:1。基于主齿轮41和从齿轮42的齿数比,单相电机4带动主齿轮41转动时,主齿轮41带着从齿轮42加速转动,进而从齿轮42带着转轴43加速转动。
39.转轴43贯穿两个齿轮箱5,转轴43位于齿轮箱5的部分均设置有传动机构,结合附图3所示,传动机构包括与转轴43同轴螺栓固定的主锥齿轮52,与主锥齿轮52啮合的从锥齿轮53,具体的,左侧传动机构的从锥齿轮53与第一挤压辊34同轴螺栓固定,右侧的传动机构的从锥齿轮53与第二印刷辊24同轴螺栓固定。转轴43转动时,转轴43通过主锥齿轮52带动从锥齿轮53,左侧传动机构的从锥齿轮53带动第一挤压辊34,第一挤压辊34通过皮带51带动第一印刷辊31,第一印刷辊31对塑料薄膜袋原料6的上面印刷,右侧传动机构的从锥齿轮53带动第二印刷辊24,第二印刷辊24通过皮带51带动第二挤压辊22,第二印刷辊24对塑料薄膜袋原料6的底面印刷,如此完成塑料薄膜袋原料6的两面印刷。
40.收卷机构包括收卷辊1,收卷辊1与机架转动连接,机架上固定有输出电机,输出电机的输出轴与收卷辊1同轴固定连接。输出电机带动收卷辊1转动,收卷辊1对塑料薄膜袋原料6收卷。
41.具体实施过程如下:
42.发泡吹膜机将塑料薄膜袋原料6成型,经过张紧辊33和支撑板32输送至第一印刷机构,然后再经过第二印刷机构,第一印刷机构和第二印刷机构分别对塑料薄膜袋原料6的两面印刷,最后通过收卷机构收卷。
43.实施例二:
44.实施例二与实施例一的不同之处在于,如附图5和附图6所示,转轴43包括第一轴45和第二轴46,第一轴45和第二轴46之间设置有联轴器44,第一轴45和第二轴46均与联轴器44可拆卸连接。第二支架2上转动连接有位于第二支架2左侧的导向辊23,第二支架2上的上部开有导向通道21。
45.第一轴45和第二轴46均贯穿齿轮上,第一轴45和第二轴46均设置有传动机构,传动机构的安装方式与实施例一的方式相同。
46.具体实施过程如下:
47.当仅需要对塑料薄膜袋原料6印刷一面时,将第二轴46从联轴器44上拆卸下来,此时,单相电机4通过加速机构带动第一轴45转动,第一轴45通过传动机构带动第一印刷机构的印刷对辊对塑料薄膜袋原料6的一面进行印刷。
48.印刷后的塑料薄膜袋原料6经过导向辊23和导向通道21输送至收卷机构,收卷机构对塑料薄膜袋原料6进行收卷。
49.当然,需要对塑料薄膜袋原料6进行两面印刷时,可以通过联轴器44将第一轴45和第二轴46连接,按照实施例一的工作方式工作。
50.以上的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本实用新型所省略描述的技术、形状、构造部分均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1