纸张在线一体印刷挂涂防伪生产设备的制作方法
1.本发明涉及在线剥膜印刷技术领域,尤其涉及纸张在线一体印刷挂涂防伪生产设备。
背景技术:
2.目前,防伪印刷是一种综合性的防伪技术,(全国315产品防伪查询中心)是属于特种印刷的一个分支。是指用印刷手段来防止未经所有权准许而进行仿制、复制或伪造。印刷防伪技术是一种综合性的防伪技术,包括防伪设计制版、精密的印刷设备和与之配套的油墨、纸张等。单纯从印刷技术的角度来看,印刷防伪技术主要包括:雕刻制版、用计算机设计版纹、凹版印刷、彩虹印刷、花纹对接、双面对印技术、多色接线印刷、多色叠印、缩微印刷技术、折光潜影、隐形图像和图像混扰印刷。中国数字出版产业的发展仍然面临着各种各样的格式、产品价格、商业模式、结算、用户体验等诸多问题。2011年,首都出版版权工作将加快转变发展方式,以机制创新为突破口,不断深化改革,加快资源整合,推进高新技术与出版产业的融合,创新和完善新闻出版公共文化服务体系,优化政府管理模式,提高服务水平,努力开创首都出版和版权工作的新局面。
3.现有的纸张在线一体印刷挂涂防伪生产设备,在使用过程中大多使用镀膜的形式对纸张进行防伪挂涂,挂涂过程中操作工序复杂,涂层形成后要分步进行剥膜收集和裁切,步骤繁冗,工作效率较低,而现有专利不易解决此类问题,因此,亟需纸张在线一体印刷挂涂防伪生产设备来解决上述问题。
技术实现要素:
4.基于现有纸张在线一体印刷挂涂防伪生产设备,挂涂过程中操作工序复杂,涂层形成后要分步进行剥膜收集和裁切,步骤繁冗,工作效率较低的技术问题,本发明提出了纸张在线一体印刷挂涂防伪生产设备。
5.为了实现上述目的,本发明采用了如下技术方案:纸张在线一体印刷挂涂防伪生产设备,包括底板,所述底板顶部外壁的两侧分别设有卷绕辊和收集辊,所述底板的顶部外壁上设有四个支撑杆,四个所述支撑杆的顶端固定连接有同一个安装架,所述安装架的顶部外壁上设有两个侧板,两个所述侧板的相对一侧外壁上设有两个工作辊,两个所述工作辊沿着侧板倾斜设置,所述底板顶部外壁的中央位置设有转向辊,所述卷绕辊的外壁上设有防伪纸,且防伪纸绕接在两个工作辊、转向辊和收集辊的外壁上,两个所述支撑杆的相对一侧外壁上设有出纸盒,所述防伪纸的一端穿过出纸盒的内壁,所述安装架的上下两侧外壁上分别设有四个安装板,四个所述安装板的中央位置设有渲染机构,所述底板底部外壁的四角处均固定连接有支撑腿。
6.作为本发明再进一步的方案:所述渲染机构包括驱动辊、主动齿盘、模板辊、从动齿盘和墨盒,驱动辊通过轴承连接在两个安装板的相对一侧外壁上,且驱动辊的两侧外壁上均设有主动齿盘。
7.作为本发明再进一步的方案:所述模板辊通过轴承连接在两个安装板的相对一侧外壁上,且模板辊的两侧外壁上均设有从动齿盘,驱动辊位于模板辊的上方。
8.作为本发明再进一步的方案:所述墨盒固定连接在两个安装板的相对一侧外壁上,墨盒位于模板辊的下方,且模板辊与墨盒的内部相接触。
9.作为本发明再进一步的方案:所述安装架顶部外壁的两侧均设有两个支撑板,四个支撑板的顶部分别设有两个横板。
10.作为本发明再进一步的方案:一个所述横板的顶部外壁上设有水箱,水箱的一侧外壁上设有接水管,且水箱的底部外壁上设有导管,导管的底部设有雾化喷头。
11.作为本发明再进一步的方案:一个所述横板的顶部外壁上设有支撑台,且横板的底部外壁上还设有吸水棉。
12.作为本发明再进一步的方案:四个所述支撑板的相对一侧外壁上分别设有两个转接辊,且两个转接辊和驱动辊的外壁上套接有同一个镀膜。
13.作为本发明再进一步的方案:所述底板的两侧内壁上设有同一个热风箱,且热风箱的顶部外壁上设有喷管,喷管倾斜朝向防伪纸的背面。
14.作为本发明再进一步的方案:所述出纸盒的内壁上通过铰链连接有限位扣。
15.本发明的有益效果为:1.通过设置渲染机构和镀膜,将两个驱动元件分别接入到一个转接辊上和收集辊上,同时将两个驱动元件的转动频率调节到一致,驱动元件带动一个转接管转动时,镀膜开始绕着转接辊外壁转动,在啮合的作用下,主动齿盘即带动从动齿盘转动,从而驱动辊转动带动模板辊转动,模板辊上设计有特殊的防纹路,模板辊转动时,从墨盒内沾染特殊材料的防伪墨汁,然后印在驱动辊外壁的镀膜上,另一个驱动元件带动收集辊转动,收集辊转动时带动防伪纸从卷绕辊上往收集辊转移,转移的过程中,防伪纸绕接在两个工作辊的外壁,工作辊与镀膜的下层面接触,相同频率转移的镀膜和防伪纸在工作辊相遇时,接触并保持相对静止,这样沾染在镀膜上的防伪纹路即可以沾染到防伪纸的上方,接触沾染后,相对分离开,也不会造成纹路的模糊,镀涂简便清晰;2.通过设置雾化喷头和吸水棉,在分开后,镀膜路过上方的横板下时,水箱下方的雾化喷头对镀膜进行微量喷洒,然后在经过另一个横板下时,预先设置的吸水棉对镀膜进行擦拭,准备迎接后续的纹路镀涂,保证了后续防伪纸填涂的准确性;3.通过设置热风箱和喷管,在防伪纸被镀膜有效沾染后,防伪纸向下移动,启动热风箱,热风箱将热风从喷管处吹出,朝向刚沾染防伪纹路的防伪纸背面风干,这种背面加热烘干的方式,有效地保证了纹路在风干过程中不会紊乱,同时在收集防伪纸前,完成了有效烘干;4.通过设置出纸盒和限位扣,从收集辊一侧出纸时,需要经过出纸盒,而出纸盒的内壁设有限位扣,限位扣可以有效的保证防伪纸可以单向出纸,不会在后续的切割过程中往回收缩,保证了后续切割尺寸的准确性。
附图说明
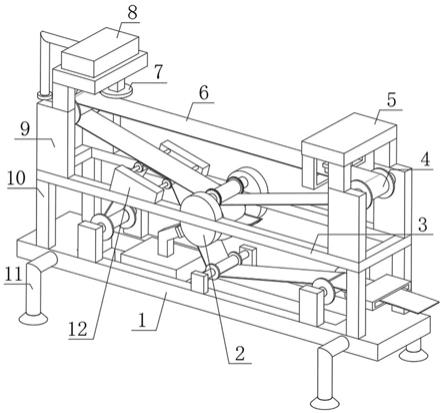
16.图1为本发明提出的纸张在线一体印刷挂涂防伪生产设备的立体结构图;图2为本发明提出的纸张在线一体印刷挂涂防伪生产设备的正视图;
图3为本发明提出的纸张在线一体印刷挂涂防伪生产设备的工作辊结构示意图;图4为本发明提出的纸张在线一体印刷挂涂防伪生产设备的驱动辊结构示意图;图5为本发明提出的纸张在线一体印刷挂涂防伪生产设备的渲染机构结构示意图;图6为本发明提出的纸张在线一体印刷挂涂防伪生产设备的限位扣结构示意图。
17.图中:1底板、2安装板、3安装架、4转接辊、5横板、6镀膜、7雾化喷头、8水箱、9支撑板、10支撑杆、11支撑腿、12侧板、13出纸盒、14防伪纸、15墨盒、16热风箱、17工作辊、18转向辊、19喷管、20卷绕辊、21收集辊、22吸水棉、23支撑台、24驱动辊、25主动齿盘、26模板辊、27从动齿盘、28限位扣。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
19.参照图1
‑
6,纸张在线一体印刷挂涂防伪生产设备,包括底板1,底板1顶部外壁的两侧分别设有卷绕辊20和收集辊21,底板1的顶部外壁上设有四个支撑杆10,四个支撑杆10的顶端固定连接有同一个安装架3,安装架3的顶部外壁上设有两个侧板12,两个侧板12的相对一侧外壁上设有两个工作辊17,两个工作辊17沿着侧板12倾斜设置,底板1顶部外壁的中央位置设有转向辊18,卷绕辊20的外壁上设有防伪纸14,且防伪纸14绕接在两个工作辊17、转向辊18和收集辊21的外壁上,两个支撑杆10的相对一侧外壁上设有出纸盒13,防伪纸14的一端穿过出纸盒13的内壁,安装架3的上下两侧外壁上分别设有四个安装板2,四个安装板2的中央位置设有渲染机构,底板1底部外壁的四角处均固定连接有支撑腿11。
20.本发明中,渲染机构包括驱动辊24、主动齿盘25、模板辊26、从动齿盘27和墨盒15,驱动辊24通过轴承连接在两个安装板2的相对一侧外壁上,且驱动辊24的两侧外壁上均设有主动齿盘25,主动齿盘25即带动从动齿盘27转动,从而驱动辊24转动带动模板辊26转动,模板辊26上设计有特殊的防纹路,模板辊26转动时,从墨盒15内沾染特殊材料的防伪墨汁,然后印在驱动辊24外壁的镀膜6上。
21.本发明中,模板辊26通过轴承连接在两个安装板2的相对一侧外壁上,且模板辊26的两侧外壁上均设有从动齿盘27,驱动辊24位于模板辊26的上方,驱动元件带动收集辊21转动,收集辊21转动时带动防伪纸14从卷绕辊20上往收集辊21转移,转移的过程中,防伪纸14绕接在两个工作辊17的外壁,工作辊17与镀膜6的下层面接触,相同频率转移的镀膜6和防伪纸14在工作辊17相遇时,接触并保持相对静止,这样沾染在镀膜6上的防伪纹路即可以沾染到防伪纸14的上方,接触沾染后,相对分离开,也不会造成纹路的模糊。
22.本发明中,墨盒15固定连接在两个安装板2的相对一侧外壁上,墨盒15位于模板辊26的下方,且模板辊26与墨盒15的内部相接触。
23.本发明中,安装架3顶部外壁的两侧均设有两个支撑板9,四个支撑板9的顶部分别设有两个横板5。
24.本发明中,一个横板5的顶部外壁上设有水箱8,水箱8的一侧外壁上设有接水管,且水箱8的底部外壁上设有导管,导管的底部设有雾化喷头7。
25.本发明中,一个横板5的顶部外壁上设有支撑台23,且横板5的底部外壁上还设有
吸水棉22。
26.本发明中,四个支撑板9的相对一侧外壁上分别设有两个转接辊4,且两个转接辊4和驱动辊24的外壁上套接有同一个镀膜6。
27.本发明中,底板1的两侧内壁上设有同一个热风箱16,且热风箱16的顶部外壁上设有喷管19,喷管19倾斜朝向防伪纸14的背面,热风箱16将热风从喷管19处吹出,朝向刚沾染防伪纹路的防伪纸14背面风干,背面加热烘干,有效地保证了纹路在风干过程中不会紊乱。
28.本发明中,出纸盒13的内壁上通过铰链连接有限位扣28,从收集辊21一侧出纸时,需要经过出纸盒13,而出纸盒13的内壁设有限位扣28,限位扣28可以有效的保证防伪纸14可以单向出纸,不会在后续的切割过程中往回收缩,保证了后续切割尺寸的准确性。
29.使用时,使用该装置时,先将两个驱动元件分别接入到一个转接辊4上和收集辊21上,同时将两个驱动元件的转动频率调节到一致,驱动元件带动一个转接辊4转动时,镀膜6开始绕着转接辊4外壁转动,转动的同时带动驱动辊24转动,由于驱动辊24的两侧设有主动齿盘25,而模板辊26的两侧设有从动齿盘27,这样驱动辊24转动时,在啮合的作用下,主动齿盘25即带动从动齿盘27转动,从而驱动辊24转动带动模板辊26转动,模板辊26上设计有特殊的防纹路,模板辊26转动时,从墨盒15内沾染特殊材料的防伪墨汁,然后印在驱动辊24外壁的镀膜6上,另一个驱动元件带动收集辊21转动,收集辊21转动时带动防伪纸14从卷绕辊20上往收集辊21转移,转移的过程中,防伪纸14绕接在两个工作辊17的外壁,工作辊17与镀膜6的下层面接触,相同频率转移的镀膜6和防伪纸14在工作辊17相遇时,接触并保持相对静止,这样沾染在镀膜6上的防伪纹路即可以沾染到防伪纸14的上方,接触沾染后,相对分离开,也不会造成纹路的模糊,在分开后,镀膜6路过上方的横板5下时,水箱8下方的雾化喷头7对镀膜进行微量喷洒,然后在经过另一个横板5下时,预先设置的吸水棉22对镀膜6进行擦拭,准备迎接后续的纹路镀涂,在防伪纸14被镀膜6有效沾染后,防伪纸14向下移动,启动热风箱16,热风箱16将热风从喷管19处吹出,朝向刚沾染防伪纹路的防伪纸14背面风干,背面加热烘干,有效地保证了纹路在风干过程中不会紊乱,从收集辊21一侧出纸时,需要经过出纸盒13,而出纸盒13的内壁设有限位扣28,限位扣28可以有效的保证防伪纸14可以单向出纸,不会在后续的切割过程中往回收缩。
30.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1