一种全自动数字化CCD视像自动对位穿梭印刷机的制作方法
一种全自动数字化ccd视像自动对位穿梭印刷机
技术领域
1.本实用新型属于丝印机设备领域,特别涉及一种全自动数字化ccd视像自动对位穿梭印刷机。
背景技术:
2.在进行丝印时,现有技术一般采用半自动ccd相机进行定位,然后手动调整承印物位置实现对位。定位精度低,导致加工成品良品率低;手工对位耗费时间,减小生产速度。在企业不断追求产能的背景下,印刷设备的各种功能不断升级,最新的对位技术采用ccd相机与纠位结构组合实现全自动对位,精准快速。全自动对位提高生产速度,但现有的丝印设备生产速度仍然不够快,还需要加快产品从对位工位到丝印工位,从丝印工位到出料时的流通速度,且一般的丝印机为双柱升降式丝印机,网版升降时不够稳定,丝印精度不够高,致使丝印成品良品率不够高。
3.如现有技术“一种电子元件丝印机的丝印薄膜定位装置”公开一种电子元件丝印机的丝印薄膜定位装置,包括纠位结构,ccd图像定位装置,所述的纠位结构安装在丝印机旁边的机架上,在纠位结构的左、右两边的机架上分别安装有ccd图像定位装置,ccd图像定位装置的ccd相机通过摆臂能移动至纠位结构的正上方,并且ccd相机的镜头与纠位结构顶部的真空吸附板垂直相对。它能在丝印机印刷过程中能实时对丝印薄膜的偏移进行高精度重定位调节。但是,该装置中的纠位结构结构复杂,且没有提出技术方案,使丝印设备进一步加快丝印速度,且提高丝印精度。
技术实现要素:
4.为解决上述问题,本实用新型的目的在于提供一种全自动数字化ccd视像自动对位穿梭印刷机,采用ccd视觉对位机构与纠位结构结合实现自动对位,采用伺服穿梭台将产品在对位工位、丝印工位、出料工位之间快速流通,提高生产速度。
5.本实用新型的另一个目的在于提供一种全自动数字化ccd视像自动对位穿梭印刷机,采用四柱式升降丝印机进行丝印,使丝印网版升降时四平八稳,提高丝印精度。
6.为实现上述目的,本实用新型的技术方案如下:
7.本实用新型提供一种全自动数字化ccd视像自动对位穿梭印刷机,包括机架,机架上固定连接有控制台、ccd视觉对位机构、纠位结构、伺服穿梭台、四柱式升降丝印机,机架上设置有对位工位、丝印工位、出料工位,ccd视觉对位机构、纠位结构设置在对位工位上,四柱式升降丝印机设置在丝印工位上; ccd视觉对位机构、纠位结构、伺服穿梭台、四柱式升降丝印机均与控制台交互连接,ccd视觉对位机构设置在伺服穿梭台上方,且ccd视觉对位机构的ccd 摄像头与伺服穿梭台的顶部垂直相对,伺服穿梭台连接对位工位、丝印工位和出料工位。产品置于伺服穿梭台上时,ccd视觉对位机构的ccd摄像头正对产品,拍摄mark点,将记录数据反馈到控制台,控制台对记录数据与理论位置数据进行比对得到产品是否偏移或偏移多少的偏移数据,控制台根据偏移数据控制纠位结构对伺服穿梭台上的产品进
行自动纠偏对位,使产品实现精准定位。对位完成后,伺服穿梭台固定产品,将产品运输至丝印工位进行丝印,丝印完成后伺服穿梭台将产品运输至出料工位。
8.进一步地,纠位结构包括对位承托台、左定位柱、右定位柱、前定位柱、后定位柱,对位承托台与机架固定连接,对位承托台中部对应伺服穿梭台开设有第一避让通道,对位承托台台面前侧开设有前滑孔,对位承托台台面后侧开设有后滑孔,前定位柱设置于前滑孔中,后定位柱设置于后滑孔中,前定位柱、后定位柱均与对位承托台在前后方向上滑动连接,左定位柱、右定位柱均设置于第一避让通道中,且左定位柱位于对位承托台左侧,右定位柱位于对位承托台右侧,左定位柱、右定位柱均与对位承托台在左右方向上滑动连接。左定位柱、右定位柱、前定位柱、后定位柱在动力装置的驱动下能相对对位承托台台面升降。初始状态时,左定位柱、右定位柱、前定位柱、后定位柱均位于低位,即不高于对位承托台台面。伺服穿梭台填充第一避让通道,对位承托台位于伺服穿梭台前后两侧。设备启动后,右定位柱升起,产品被伺服穿梭台传输至对位承托台的台面上,右定位柱挡住产品,此时左定位柱、右定位柱、前定位柱、后定位柱均升起将产品卡住,ccd视觉对位机构进行定位,输出偏移数据,控制台根据偏移数据控制左定位柱、右定位柱、前定位柱、后定位柱进行适当滑动,将产品精准定位。
9.进一步地,四柱式升降丝印机包括四柱式升降架,四柱式升降架上固定连接有丝印网版、网版纵向调整件、网版快速夹、网架气夹、网版横向调整件、横向印刷伺服马达,丝印网版与网版快速夹可拆卸式固定连接,网架气夹分别与网版纵向调整件、网版横向调整件连接,横向印刷伺服马达的驱动端固定连接有刮刀升降伺服马达、墨刀升降伺服马达,刮刀升降伺服马达的驱动端固定连接有刮刀,墨刀升降伺服马达的驱动端固定连接有回墨刀。采用四柱式升降丝印机进行丝印,使丝印网版升降时四平八稳,提高丝印精度。更换丝印网版时,人工把旧的丝印网版卸下,将新的丝印网版与网版快速夹连接,用户通过网版横向调整件与网版纵向调整件对丝印网版进行前后左右调整。用户对丝印网版的位置进行微调后可利用网架气夹将丝印网版与网版纵向调整件或网版横向调整件快速气动锁紧,使丝印网版位置固定,不会轻易移动,保证印刷精度。开始丝印时,控制台控制四柱式升降架带动丝印网版向下移动,直至丝印网版运动至距与伺服穿梭台上的产品相距合适距离,范围在1
‑
3mm。刮刀升降伺服马达驱动刮刀向下运动至压住丝印网版,横向印刷伺服马达驱动刮刀水平运动刮印油墨,图案被印至产品上,完成印刷,刮刀升降伺服马达驱动刮刀上升恢复至初始状态,墨刀升降伺服马达驱动回墨刀下降至回墨位置,横向印刷伺服马达驱动回墨刀往回运动进行回墨,回墨完成后墨刀升降伺服马达驱动回墨刀上升恢复至初始状态,四柱式升降架带动丝印网版上升到初始状态。
10.进一步地,机架上固定连接有丝印承印台,丝印承印台设置于丝印网版正下方,丝印承印台中部对应伺服穿梭台开设有第二避让通道。
11.进一步地,机架上固定连接有出料承托台,出料承托台设置于出料工位,出料承托台中部对应伺服穿梭台开设有第三避让通道。
12.第一避让通道、第二避让通道、第三避让通道形成伺服穿梭台容纳道,伺服穿梭台设置于伺服穿梭台容纳道中。
13.进一步地,伺服穿梭台包括送料升降传输带、承料台、出料升降传输带、出料台,送料升降传输带位于第一避让通道中,出料升降传输带位于第三避让通道中,承料台、出料台
顶部均固定连接有真空吸附板,承料台在第一避让通道和第二避让通道中运动,出料台在第二避让通道和第三避让通道中运动。送料升降传输带、承料台、出料升降传输带、出料台均为现有技术。送料升降传输带、出料升降传输带在动力装置的驱动下均能整体实现上下升降和传输,传输方向是从左向右,即与产品加工运输方向一致。承料台、出料台在动力装置的驱动下均能实现上下升降和左右移动。初始状态,承料台置于对位工位,出料台置于丝印工位,承料台、出料台均处于低位,即承料台高度低于对位承托台,出料台高度低于丝印承印台。送料升降传输带升起略高于对位承托台,低于升起的右定位柱高度。用户将产品置于送料升降传输带上,送料升降传输带将产品传输至对位承托台上方,且升起的右定位柱挡住产品进行预定位。送料升降传输带下降至低位,低于对位承托台,此时产品自然落在对位承托台上,纠位结构对产品进行纠偏定位。此时,丝印工位上已完成丝印的产品落在丝印承印台上。对位工位上的产品定位完成后承料台上升使承料台上的真空吸附板吸附固定产品,同时,丝印工位上的出料台上升使出料台上的真空吸附板吸附固定产品,然后承料台与丝印台均上升,再向右移动至承料台置于丝印工位、出料台置于出料工位。此时,承料台与丝印台均下降至承料台与丝印承印台齐平,出料台与出料升降传输带齐平、高于出料承托台,或者出料台与出料承托台齐平、高于出料升降传输带。承料台上的真空吸附板继续固定产品,使产品接收丝印,丝印完成后承料台上的真空吸附板松开产品,使产品落于丝印承印台上,此时出料台上的真空吸附板松开产品,产品直接落在出料升降传输带上或者产品落在出料承托台上则出料升降传输带升起使产品落于出料升降传输带上,然后出料升降传输带托起产品继续向右运输。承料台与丝印台均下降,处于低位,再向左移动至承料台置于对位工位、出料台置于丝印工位,如此循环往复。用户可在出料升降传输带后设置烘干机或者自动下料机,在送料升降传输带前设置自动上料机,方便自动化操作,提高生产效率。
14.进一步地,ccd视觉对位机构包括左右调节手轮、前后调节手轮、ccd 摄像头、视屏窗口,左右调节手轮、前后调节手轮均与ccd摄像头连接,视屏窗口与ccd摄像头连接,ccd摄像头与控制台连接。当待加工的产品大小变化时,用户根据产品大小的对位基准点对ccd摄像头进行微调整。
15.进一步地,还包括报警灯,报警灯设置在机架上,报警灯与控制台连接。当设备发生故障时向控制台发送故障信息,控制台控制报警灯报警。
16.本实用新型的优势在于:相比于现有技术,在本实用新型当中,采用ccd 视觉对位机构与纠位结构结合实现自动对位,采用伺服穿梭台将产品在对位工位、丝印工位、出料工位之间快速流通,提高生产速度;采用四柱式升降丝印机进行丝印,使丝印网版升降时四平八稳,提高丝印精度。
附图说明
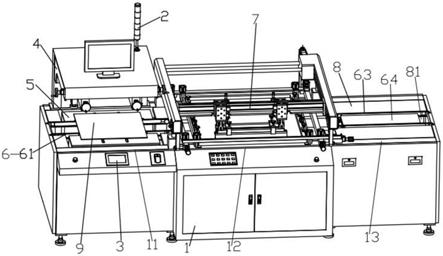
17.图1是本实用新型整体结构示意图。
18.图2是ccd视觉对位机构示意图。
19.图3是纠位结构结构示意图。
20.图4是四柱式升降丝印机结构示意图。
21.图5是伺服穿梭台结构示意图。
具体实施方式
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.为实现上述目的,本实用新型的技术方案如下:
24.参见图1
‑
5所示,本实用新型提供一种全自动数字化ccd视像自动对位穿梭印刷机,包括机架1,机架1上固定连接有报警灯2、控制台3、ccd视觉对位机构4、纠位结构5、伺服穿梭台6、四柱式升降丝印机7,机架1上设置有对位工位11、丝印工位12、出料工位13,ccd视觉对位机构4、纠位结构5 设置在对位工位11上,四柱式升降丝印机7设置在丝印工位12上;报警灯2、 ccd视觉对位机构4、纠位结构5、伺服穿梭台6、四柱式升降丝印机7均与控制台3交互连接,ccd视觉对位机构4设置在伺服穿梭台6上方,且ccd视觉对位机构4的ccd摄像头43与伺服穿梭台6的顶部垂直相对,伺服穿梭台6 连接对位工位11、丝印工位12和出料工位13。当设备发生故障时向控制台3 发送故障信息,控制台3控制报警灯2报警。
25.用户将产品9放于伺服穿梭台6上时,ccd视觉对位机构4的ccd摄像头 43正对产品9,拍摄mark点,将记录数据反馈到控制台3,控制台3对记录数据与理论位置数据进行比对得到产品9是否偏移或偏移多少的偏移数据,控制台3根据偏移数据控制纠位结构5进行自动纠偏对位,纠位结构5带动产品9 实现精准定位。对位完成后,不改变产品9前后位置,伺服穿梭台6固定产品 9将产品9运输至丝印工位12进行丝印,丝印完成后伺服穿梭台6将产品9运输至出料工位13。
26.纠位结构5包括对位承托台51、左定位柱52柱、右定位柱53、前定位柱 54、后定位柱55,对位承托台51与机架1固定连接,对位承托台51中部对应伺服穿梭台6开设有第一避让通道56,对位承托台51台面前侧开设有前滑孔 511,对位承托台51台面后侧开设有后滑孔512,前定位柱54设置于前滑孔511 中,后定位柱55设置于后滑孔512中,前定位柱54、后定位柱55均与对位承托台51在前后方向上滑动连接,左定位柱52、右定位柱53均设置于第一避让通道56中,且左定位柱53位于对位承托台51左侧,右定位柱53位于对位承托台51右侧,左定位柱52、右定位柱53均与对位承托台51在左右方向上滑动连接。左定位柱52柱、右定位柱53、前定位柱54、后定位柱55在动力装置的驱动下能相对对位承托台51台面升降。初始状态时,左定位柱52柱、右定位柱53、前定位柱54、后定位柱55均位于低位,即不高于对位承托台51台面。伺服穿梭台6填充第一避让通道56,对位承托台51位于伺服穿梭台6的前后两侧。对位承托台51的台面与伺服穿梭台6的顶部平行。设备启动后,右定位柱53升起,产品9被伺服穿梭台6传输至对位承托台51的台面上,右定位柱 53挡住产品9,此时左定位柱52柱、右定位柱53、前定位柱54、后定位柱55 均升起将产品9卡住,ccd视觉对位机构4进行定位,输出偏移数据,控制台根据偏移数据控制左定位柱52柱、右定位柱53、前定位柱54、后定位柱55 进行适当滑动,将产品9精准定位。
27.四柱式升降丝印机7包括四柱式升降架(图未示),四柱式升降架上固定连接有丝印网版71、网版纵向调整件72、网版快速夹73、网架气夹74、网版横向调整件75、横向印刷伺服马达76,丝印网版71与网版快速夹73可拆卸式固定连接,网架气夹74分别与网版纵向调整件72、网版横向调整件75连接,横向印刷伺服马达76的驱动端固定连接有刮刀升降伺服马达77、墨刀升降伺服马达78,刮刀升降伺服马达77的驱动端固定连接有刮刀79,墨刀升降
伺服马达78的驱动端固定连接有回墨刀710。采用四柱式升降丝印机7进行丝印,使丝印网版升降时四平八稳,提高丝印精度。更换丝印网版71时,人工把旧的丝印网版71卸下,将新的丝印网版71与网版快速夹73连接,用户通过网版横向调整件75与网版纵向调整件72对丝印网版71进行前后左右调整。用户对丝印网版71的位置进行微调后可利用网架气夹74将丝印网版71与网版纵向调整件72或网版横向调整件75快速气动锁紧,使丝印网版71位置固定,不会轻易移动,保证印刷精度。开始丝印时,控制台3控制四柱式升降架带动丝印网版 71向下移动,直至丝印网版71运动至距与伺服穿梭台6上的产品9相距合适距离,范围在1
‑
3mm。刮刀升降伺服马达77驱动刮刀79向下运动至压住丝印网版71,横向印刷伺服马达76驱动刮刀79水平运动刮印油墨,图案被印至产品9上,完成印刷,刮刀升降伺服马达77驱动刮刀79上升恢复至初始状态,墨刀升降伺服马达78驱动回墨刀710下降至回墨位置,横向印刷伺服马达76 驱动回墨刀710往回运动进行回墨,回墨完成后墨刀升降伺服马达78驱动回墨刀710上升恢复至初始状态,四柱式升降架带动丝印网版上升到初始状态。
28.机架1上固定连接有丝印承印台(图未示)与出料承托台8,丝印承印台设置于丝印网版71正下方、置于丝印工位12上,丝印承印台中部对应伺服穿梭台6开设有第二避让通道(图未示);出料承托台8设置于出料工位13,出料承托台8中部对应伺服穿梭台6开设有第三避让通道81。
29.伺服穿梭台6包括送料升降传输带61、承料台62、出料升降传输带63、出料台64,送料升降传输带61位于第一避让通道56中,出料升降传输带63 位于第三避让通道81中,承料台62、出料台64顶部均固定连接有真空吸附板 (图未示),承料台62在第一避让通道56和第二避让通道中运动,出料台64 在第二避让通道和第三避让通道81中运动,即承料台62在对位工位11和丝印工位12之间运动,出料台64在丝印工位12和出料工位13之间运动。送料升降传输带61、承料台62、出料升降传输带63、出料台64均为现有技术。送料升降传输带61、出料升降传输带63在动力装置的驱动下均能整体实现上下升降和传输,传输方向是从左向右,即与产品9加工运输方向一致。承料台62、出料台64在动力装置的驱动下均能实现上下升降和左右移动。初始状态,承料台62置于对位工位11,出料台64置于丝印工位12,承料台62、出料台64均处于低位,即承料台62高度低于对位承托台51,出料台64高度低于丝印承印台。送料升降传输带61升起略高于对位承托台51,低于升起的右定位柱53高度。用户将产品9置于送料升降传输带61上,送料升降传输带61将产品9传输至对位承托台51上方,且升起的右定位柱53挡住产品9进行预定位。送料升降传输带61下降至低位,低于对位承托台51,此时产品9自然落在对位承托台51上,纠位结构5对产品9进行纠偏定位。此时,丝印工位12上已完成丝印的产品9落在丝印承印台上。对位工位11上的产品9定位完成后承料台 62上升使承料台62上的真空吸附板吸附固定产品9,同时,丝印工位12上的出料台64上升使出料台64上的真空吸附板吸附固定产品9,然后承料台62与丝印台均上升,再向右移动至承料台62置于丝印工位12、出料台64置于出料工位13。此时,承料台62与丝印台均下降至承料台62与丝印承印台齐平,出料台64与出料承托台8齐平、高于出料升降传输带63。承料台62上的真空吸附板继续固定产品9,使产品9接收丝印,丝印完成后承料台62上的真空吸附板松开产品9,使产品9落于丝印承印台上,此时出料台64上的真空吸附板松开产品9,产品9落在出料承托台8上,然后出料升降传输带63升起使产品9 落于出料升降传输带63上,出料升降传输带63托起产品9继续向右运输,以便下料。承料台62与丝印台均下降,处于低位,再向左移
动至承料台62置于对位工位11、出料台64置于丝印工位12,如此循环往复。
30.ccd视觉对位机构4包括左右调节手轮41、前后调节手轮42、ccd摄像头43、视屏窗口44,左右调节手轮41、前后调节手轮42均与ccd摄像头43 连接,视屏窗口44与ccd摄像头43连接,ccd摄像头43与控制台3连接。当待加工的产品9大小变化时,用户根据产品9大小的对位基准点对ccd摄像头43进行微调整。
31.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1