一种一体化移印机构的制作方法
1.本实用新型涉及电子元器件移印固化技术领域,特别涉及一种一体化移印机构。
背景技术:
2.移印是一种间接的可凹胶头印刷技术,已成为各种物体表面印刷和装饰的一种主要方法,移印机是一种印刷设备,适用于塑胶、玻璃、金属、陶瓷、电子、ic封等,针对电容等相关微型电子元器件的成型加工,涉及到产品移印加工,当然,为执行移印过程,还需涉及产品的上料、转移、固化、下料等,现有技术中常采用人工辅助完成,工作效率得不到提高,劳动力投入过大,因此本实用新型研制了一种一体化移印机构,以解决现有技术中存在的问题,经检索,未发现与本实用新型相同或相似的技术方案。
技术实现要素:
3.本实用新型目的是:提供一种一体化移印机构,以解决现有技术中微型电子元器件的移印加工效率得不到提高,且加工过程劳动力投入相对较大的问题。
4.本实用新型的技术方案是:一种一体化移印机构,包括移栽模组,沿移栽模组动作执行方向依次设置的上料模组、移印机、固化模组及下料模组;所述移栽模组包括一对驱动导向件,以及沿驱动导向件运动的一对定位治具,所述定位治具由上料模组一侧,依次经过移印机与固化模组位置处,并到达下料模组一侧;所述上料模组侧边设置有振动盘。
5.优选的,所述上料模组包括上料吸附件,以及驱动上料吸附件沿水平和竖直方向运动的第一驱动件;所述上料吸附件可沿第一驱动件运动至与振动盘末端对齐,其中水平运动方向与驱动导向件设置方向垂直;所述固化模组包括一对固化灯,以及驱动固化灯升降的第二驱动件;一对所述固化灯设置在驱动导向件正上方;所述下料模组包括下料吸附件,以及驱动下料吸附件沿水平和竖直方向运动的第三驱动件,其中水平运动方向与驱动导向件设置方向垂直。
6.优选的,所述固化模组偏向下料模组的一侧还设置有视觉检测模组,所述视觉检测模组包括ccd相机,以及驱动ccd相机沿水平方向运动的第四驱动件,该水平运动方向与驱动导向件设置方向垂直。
7.优选的,所述驱动导向件选用电缸,所述第一驱动件及第三驱动件均选用电缸与气缸的组合,所述第二驱动件与第四驱动件均选用气缸。
8.优选的,所述下料模组还包括一对下料斗,以及与一对下料斗下方分别流通的成品料盒、非成品料盒;所述下料吸附件可运动至与下料斗上端开口对齐。
9.优选的,所述上料吸附件及下料吸附件下方均布若干吸嘴,若干所述吸嘴的分布方向与定位治具上的物料工位的分布方向相同。
10.与现有技术相比,本实用新型的优点是:
11.本实用新型应用于微型电子元器件的移印加工,过程中涉及产品的上料、移印、固化、检测及下料,通过各模组的配合,实现自动化高效生产,并替代了传统的大量劳动力投
入;同时,一对驱动导向件与一对定位治具的设置,实现错位工作,提升上料频率,进一步提升了工作效率。
附图说明
12.下面结合附图及实施例对本实用新型作进一步描述:
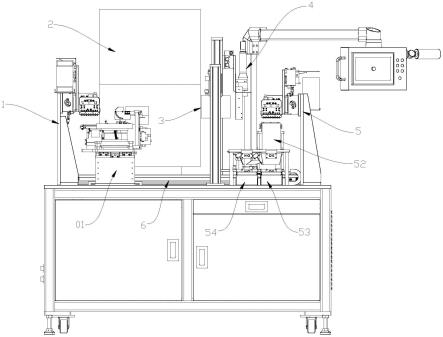
13.图1为本实用新型所述的一种一体化移印机构的主视图;
14.图2为本实用新型所述的一种一体化移印机构的俯视图;
15.图3为本实用新型所述移栽模组的结构示意图;
16.图4为本实用新型所述上料模组及下料模组的主视图;
17.图5为本实用新型所述移栽模组、固化模组及视觉检测模组的左视图;
18.图6为本实用新型所述移栽模组、固化模组及视觉检测模组的右视图。
19.其中:1、上料模组,01、振动盘,11、上料吸附件,2、移印机,3、固化模组,31、固化灯,32、罩壳,4、视觉检测模组,41、ccd相机,5、下料模组,51、下料吸附件,52、下料斗,53、成品料盒,54、非成品料盒,6、移栽模组,61、驱动导向件,62、移栽平台,63、定位治具,7、电缸,8、气缸。
具体实施方式
20.下面结合具体实施例,对本实用新型的内容做进一步的详细说明:
21.如图1、图2所示,一种一体化移印机构,包括移栽模组6,沿移栽模组6动作执行方向依次设置的上料模组1、移印机2、固化模组3、视觉检测模组4及下料模组5。
22.如图3所示,移栽模组6包括一对驱动导向件61,沿驱动导向件61运动的一对移栽平台62,以及安装在移栽平台62上的定位治具63;驱动导向件61选用电缸7,精度高、环保、体积小,而且还能将精确扭矩控制转变成精确速度控制、精确位置控制、精确推力控制,针对微型电子元器件的移栽,具有显著优点;定位治具63由上料模组1一侧,依次经过移印机2、固化模组3及视觉检测模组4位置处,并到达下料模组5一侧。
23.如图4所示,上料模组1包括上料吸附件11,以及驱动上料吸附件11沿水平和竖直方向运动的第一驱动件,侧边设置有供上料吸附件11取料的振动盘01;上料吸附件11可沿第一驱动件运动至与振动盘01末端对齐,其中水平运动方向与驱动导向件61设置方向垂直;本实施例中,第一驱动件选用电缸7与气缸8的组合,其中沿水平方向的运动通过电缸7驱动,沿竖直方向的运动通过气缸8控制,但不仅限于该组合,还可采用皮带电机、气缸8、电缸7中任意两者组合中的一种。
24.如图4所示,下料模组5包括下料吸附件51,驱动下料吸附件51沿水平和竖直方向运动的第三驱动件,还包括一对下料斗52,以及与一对下料斗52下方分别流通的成品料盒53、非成品料盒54;下料吸附件51可运动至与下料斗52上端开口对齐,其中水平运动方向与驱动导向件61设置方向垂直;本实施例中,第三驱动件选用电缸7与气缸8的组合,其中沿水平方向的运动通过电缸7驱动,沿竖直方向的运动通过气缸8控制,但不仅限于该组合,还可采用皮带电机、气缸8、电缸7中任意两者组合中的一种。
25.本实施例中,上料吸附件11及下料吸附件51下方均布若干吸嘴,若干吸嘴的分布方向与定位治具63上的物料工位的分布方向相同。
26.如图5所示,固化模组3包括一对固化灯31,以及驱动固化灯31升降的第二驱动件;一对固化灯31设置在驱动导向件61正上方,外侧设置有罩壳32;本实施例中,第二驱动件选用气缸8,当定位治具63运动至固化灯31正下方时,气缸8驱动固化灯31下移,并通过罩壳32罩设在定位治具63外侧,实现移印产品的固化。
27.如图6所示,视觉检测模组4包括ccd相机41,以及驱动ccd相机41沿水平方向运动的第四驱动件,第四驱动件选用气缸8,其水平运动方向与驱动导向件61设置方向垂直,用于对定位治具63上固化完成的产品进行检测。
28.本实用新型工作时,物料沿振动盘01实现排列,上料吸附件11将振动盘01末端排列的物料转移至定位治具63上,定位治具63沿驱动导向件61运动至移印机2下方,通过移印机2对若干物料移印加工,之后继续转移至固化灯31下方固化,固化完成后通过ccd相机41进行检测,最后根据检测结果,通过下料吸附件51将物料转移至对应的下料斗52内,合格品进入成品料盒53中,非合格品进入非成品料盒54中。
29.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型,因此无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1