一种裁片面料自动打码设备及其自动打码方法与流程
1.本发明涉及一种裁片面料自动打码设备,尤其涉及使用了该一种裁片面料自动打码设备的自动打码方法。
背景技术:
2.裁片面料是将面料裁切后形成一定尺寸的并且叠放在一起的多层面料,而叠放的面料需要打上序号,而目前的打码方式是全都采用人工打码,工人一手手持手动的打码器,一手对叠放的面料进行翻页,这种打码的方式需要大量的工人,并且工人的劳动是重复且枯燥的,这样长时间工作也容易打码出错,整体的人工成本也非常高。
技术实现要素:
3.本发明所要解决的第一个技术问题是:提供一种裁片面料自动打码设备,该自动打码设备能够自动完成裁片面料的打码,从而替代了人工,降低了人工成本。
4.本发明所要解决的第二个技术问题是:提供一种裁片面料自动打码方法,该方法使用了自动打码设备能够自动完成裁片面料的打码,从而替代了人工,降低了人工成本。
5.为解决上述技术第一个问题,本发明的技术方案是:一种裁片面料自动打码设备,包括机箱,所述机箱内设置有用于放置叠置的裁片面料的放置平台,所述机箱上位于放置平台的上方设置有并联机械手,所述并联机械手的下端为执行端,该执行端上设置有安装座,所述安装座上设置有打码器和用于抓取或者吸取或刺起上层裁片面料的面料转移装置,所述安装座上还安装有用于测量面料转移装置下端与上层裁片面料之间距离的测距传感器。
6.作为一种优选的方案,所述面料转移装置为针刺转移装置,所述针刺转移装置包括竖直滑动安装于安装座上的两根竖直导杆,所述竖直导杆上安装有针刺座,所述针刺座内设置有由微型气缸驱动的相互交叉的两排刺针,所述针刺座的下方设置有方便刺针露出的露出口,所述竖直导杆上套设有压缩弹簧,所述压缩弹簧预压于安装座和针刺座之间。
7.作为一种优选的方案,所述面料转移装置为柔性夹具,所述柔性夹具包括夹持座,所述夹持座安装于所述安装座上,所述夹持座上设置有用于抓取上层面料的柔性手指。
8.作为一种优选的方案,所述面料转移装置为真空吸取装置,所述真空吸取装置包括竖直滑动安装于安装座上的两根竖直导杆,所述竖直导杆上活动套装有缓冲弹簧,所述竖直导杆的下端固定有真空吸盘。
9.作为一种优选的方案,所述打码器可拆卸安装于所述安装座上。
10.作为一种优选的方案,所述安装座上安装有气动夹具,所述打码器的把手可拆卸安装于所述气动夹具内。
11.作为一种优选的方案,所述机箱包括机架,所述放置平台设置于所述机架上,所述机架上设置有防护所述放置平台三面的防护侧板,剩余一个侧面构成了操作窗口,所述机架在操作窗口的两侧设置有检测光栅,所述机架上设置有蜂鸣器。
12.采用上述技术方案后,本发明的有益效果为:由于该一种裁片面料自动打码设备,包括机箱,所述机箱内设置有用于放置叠置的裁片面料的放置平台,所述机箱上位于放置平台的上方设置有并联机械手,所述并联机械手的下端为执行端,该执行端上设置有安装座,所述安装座上设置有打码器和用于抓取或者吸取或刺起上层裁片面料的面料转移装置,所述安装座上还安装有用于测量面料转移装置下端与上层裁片面料之间距离的测距传感器,因此,该自动打码设备利用并联机械手可以快速带动面料转移装置移动到目标位置,动作迅速且准确,同时,安装座上的打码器在转移之前先完成了打码动作,而同时,测距传感器可以快速测量出面料转移装置和最上层面料之间的距离,从而方便作为并联机械手的移动基准,这样确保面料转移装置能准确的装载最上层的面料,保证面料转移的准确性。
13.又由于所述面料转移装置为针刺转移装置,所述针刺转移装置包括竖直滑动安装于安装座上的两根竖直导杆,所述竖直导杆上安装有针刺座,所述针刺座内设置有由微型气缸驱动的相互交叉的两排刺针,所述针刺座的下方设置有方便刺针露出的露出口,所述竖直导杆上套设有压缩弹簧,所述压缩弹簧预压于安装座和针刺座之间。因此,该面料转移装置在下降的过程中,该针刺转移装置的针刺座先与面料接触,确保接触紧实,而后微型气缸顶推两排刺针露出刺入到最上层的面料,完成装载,然后面料转移装带动最上层面料移动到目的地,而后微型气缸回缩,两排针刺就进入到针刺座内,从而与面料脱离,该针刺转移装置可以适合一些透气性面料。
14.又由于所述面料转移装置为柔性夹具,所述柔性夹具包括夹持座,所述夹持座安装于所述安装座上,所述夹持座上设置有用于抓取上层面料的柔性手指,该柔性夹具可以夹持面料,从而避免对面料表面造成夹痕,适合一些要求高的面料的转移。
15.又由于所述面料转移装置为真空吸取装置,所述真空吸取装置包括竖直滑动安装于安装座上的两根竖直导杆,所述竖直导杆上活动套装有缓冲弹簧,所述竖直导杆的下端固定有真空吸盘,该真空吸取装置适合一些不透气面料的转移。
16.又由于所述打码器可拆卸安装于所述安装座上。所述安装座上安装有气动夹具,所述打码器的把手可拆卸安装于所述气动夹具内。这样,当打码器的使用的页码达到最大值时,可以更方便的更换新的打码器。
17.又由于所述机箱包括机架,所述放置平台设置于所述机架上,所述机架上设置有防护所述放置平台三面的防护侧板,剩余一个侧面构成了操作窗口,所述机架在操作窗口的两侧设置有检测光栅,所述机架上设置有蜂鸣器,利用该检测光栅可以是否有人员进入到操作区域,当检测到有人进入操作区域时,可以发出报警提示,从而警示操作人员,避免并联机械手移动的过程碰撞操作人员。
18.为解决上述技术第二个问题,本发明的技术方案是:一种裁片面料自动打码方法,该自动打码方法使用了上述的自动打码设备,包括以下步骤:
19.s1、将叠置的裁片面料放置在放置平台上,并联机械手上的面料转移装置处于裁片面料的上方的初始位置m
初始
(,并记录出该初始位置的空间坐标m
初始
(x
初始
,y
初始
,z
初始
);定义上下方向为z方向、左右方向为x方向,前后方向为y方向;
20.s2、启动设备,测距传感器检测出面料转移装置与最上层的面料之间的距离h
初上
,计算出此时最上层面料的空间坐标m
上层
(x
上层
,y
上层
,z
上层
);其中x
初始
=x
上层
、y
初始
=y
上层
、z
初始-y
上层
=h
初上
;
21.s3、并联机械手带动面料转移装置向下快速移动到工作初始位置m
工初
,该工作初始位置的空间坐标为m
工初
(x
工初
,y
工初
,z
工初
),其中,x
工初
=x
上层
、y
工
=y
上层
、z
工初-y
上层
=h
工上
,10cm≤h
工上
≤15cm;
22.s4、并联机械手带动面料转移装置继续向下移动,移动的速度小于步骤s3中的移动速度;在下降的过程中打码器先与面料接触打码,然后面料转移装置与最上层面料接触并装载最上层面料;
23.s5、面料转移装置装载最上层面料由并联机械手带动移动到目标位置m
目标,
该工作初始位置的空间坐标m
目标
为(x
目标
,y
目标
,z
目标
);
24.s6、面料转移装置卸下最上层面料;
25.s7、并联机械手带动面料转移装置移动到工作初始位置m
工初
,此时测距传感器再次检测出面料转移装置与最上层的面料之间的距离h
初上1
,并以该h
初上1
作为面料转移装置移动的参考基准;
26.s8、重复步骤s4到s7,逐张完成面料的打码和转移。
27.采用上述技术方案后,本发明的有益效果为:该自动打码方法使用了本发明的自动打码设备,具有以下优点:1、利用测距测距传感器检测距离,从而保证面料转移装置移动的位置准确,从而能保证只装载最上层面料;2、该自动打码方法设定了一个高于自上层面料的工作初始位置m
工初
,后续的面料转移装置在每次去装载面料时都移动到工作初始位置,这样可以提高了移动的速度,确保打码的效率;3、该自动打码方法使用了并联机械手,该并联机械手具有空间位置移动速度快,移动精度高的优点,保证了打码的效率,该自动打码方法可以替代人工打码,节省了劳动力。
28.优选的,所述面料转移装置与最上层面料接触并装载最上层面料的方式为:当裁片面料为带孔透气性面料时,该面料转移装置的转移方式为针刺装载或者柔性夹持装载;而当裁片面料为不透气面料时,该面料转移装置的转移方式真空吸取装载。这样该面料转移装置可以根据不同的面料选择合适的装载方法,保证装载的准确性。
29.优选的,所述步骤s5中,面料转移装置装载最上层面料移动到目标位置m
目标
的方式为翻页式移动或者水平移动式;当移动方式为翻页式移动时,面料转移装置装载最上层面料的一端然后移动到目标位置m
目标
使最上层面料翻页;当移动方式为水平移动式时,面料转移装置装载最上层面料的两端然后水平移动到目标位置m
目标
后平铺叠置,通过上述两种面料移动的方式,在实际的使用过程中可以进行根据面料的特性进行选择,当面料为比较柔软且方便翻折时,可以优选翻页式移动,而当面料较硬不易翻折时,可以选择水平移动式,从而该自动打码方法适应性更强。
附图说明
30.下面结合附图和实施例对本发明进一步说明。
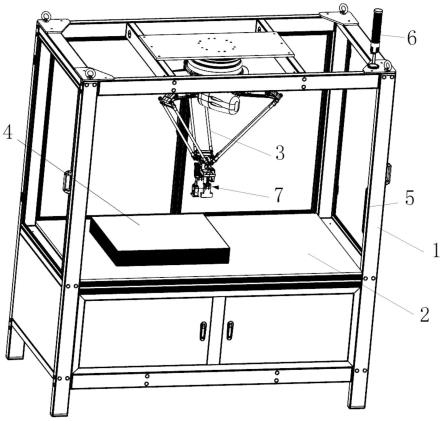
31.图1是本发明实施例1的立体结构剖视图;
32.图2是本发明实施例1的面料转移装置的局部结构立体图;
33.图3是本发明实施例1的针刺转移装置的局部剖视图;
34.图4是本发明实施例2中自动打码方法的初始状态示意图;
35.图5是本发明实施例2中面料转移装置移动到工作初始位置时的示意图;
36.图6是本发明实施例2中面料转移装置移动到目标位置时的示意图;
37.附图中:1.机箱;2.放置平台;3.并联机械手;4.裁片面料;5.检测光栅;6.蜂鸣器;7.面料转移装置;71.安装座;72.竖直导杆;73.针刺座;74.压缩弹簧;75.微型气缸;76.活塞杆;77.滑块;78.刺针;8.打码器;9.测距传感器;10.气动夹具。
具体实施方式
38.下面通过具体实施例对本发明作进一步的详细描述。
39.实施例1
40.如图1至图3所示,一种裁片面料4自动打码设备,包括机箱1,所述机箱1内设置有用于放置叠置的裁片面料4的放置平台2,所述机箱1上位于放置平台2的上方设置有并联机械手3,所述并联机械手3的下端为执行端,该并联机械手3是目前市面上已经出现的一种新颖的机械手结构,并联机器人和传统工业用x、y、z的三轴机器人或者串联的多轴机器人相比较,并联机器人具有以下特点:(1)无累积误差,精度较高;(2)运动部分重量轻,速度高,动态响应好;(3)结构紧凑,刚度高,承载能力大;(4)完全对称的并联机构具有较好的各向同性。
41.该执行端上设置有安装座71,所述安装座71上设置有打码器8和用于抓取或者吸取或刺起上层裁片面料的面料转移装置7,所述安装座71上还安装有用于测量面料转移装置7下端与上层裁片面料之间距离的测距传感器9。该测距传感器9采用激光测距传感器9,可以准确的测量距离,从而方便并联机器人控制面料转移装置7精准移动。
42.本实施例中,所述面料转移装置7为针刺转移装置,如图3所示,所述针刺转移装置包括竖直滑动安装于安装座71上的两根竖直导杆72,所述竖直导杆72上安装有针刺座73,所述针刺座73内设置有由微型气缸75驱动的相互交叉的两排刺针78,所述针刺座73的下方设置有方便刺针78露出的露出口,而本实施例中,针刺座73上设置有安装腔,所述微型气缸75固定于所述安装腔内,所述安装腔内滑动安装有滑块77,所述两排针刺固定在所述滑块77上,所述微型气缸75的活塞杆76与所述滑块77之间连接。所述竖直导杆72上套设有压缩弹簧74,所述压缩弹簧74预压于安装座71和针刺座73之间。当针刺转移装置向下移动时,打码器8先接触面料,在持续下降的过程中打码器8完成打码操作,该打码器8为目前市购的打码器8,按压一次打码一个编号,打码器8打码时会收缩,收缩时针刺座73接触面料,然后利用微型气缸75驱动两排刺针78下降从露出口,交叉的刺针78刺入到最上层面料以后就能够将其装载并且转移,而当移动到位后,微型气缸75收缩,此时刺针78收入到露出口内,此时就与面料分离,完成卸料。所述打码器8可拆卸安装于所述安装座71上。作为一种优选的方案,所述安装座71上安装有气动夹具10,所述打码器8的把手可拆卸安装于所述气动夹具10内,在更换打码器8时只需要松开气动夹具10即可,快捷方便。
43.而所述面料转移装置7为柔性夹具,所述柔性夹具包括夹持座,所述夹持座安装于所述安装座71上,所述夹持座上设置有用于抓取上层面料的柔性手指。该柔性夹具可以使用专利号为201811008386.5中记载的柔性夹具进行夹持。
44.当然,所述面料转移装置7还可以为真空吸取装置,所述真空吸取装置包括竖直滑动安装于安装座71上的两根竖直导杆72,所述竖直导杆72上活动套装有缓冲弹簧,所述竖直导杆72的下端固定有真空吸盘。真空吸取装置可以吸取不透气的面料,通过负压的方式
吸取最上层面料。
45.本是还实施例中,所述机箱1包括机架,所述放置平台2设置于所述机架上,所述机架上设置有防护所述放置平台2三面的防护侧板,剩余一个侧面构成了操作窗口,所述机架在操作窗口的两侧设置有检测光栅5,所述机架上设置有蜂鸣器6,当然,该检测光栅5与并联机械手3的控制器电连接。这样检测光栅5检测到操作窗口有人时,就会发出蜂鸣器6,并且发出电信号给控制器,使控制器控制并联机械手3暂停动作。
46.实施例2
47.如图4至图6所示,一种裁片面料自动打码方法,该自动打码方法使用了上述的自动打码设备,包括以下步骤:
48.s1、将叠置的裁片面料4放置在放置平台2上,并联机械手3上的面料转移装置7处于裁片面料4的上方的初始位置m
初始
(,并记录出该初始位置的空间坐标m
初始
(x
初始
,y
初始
,z
初始
);定义上下方向为z方向、左右方向为x方向,前后方向为y方向;
49.s2、启动设备,测距传感器9检测出面料转移装置7与最上层的面料之间的距离h
初上
,计算出此时最上层面料的空间坐标m
上层
(x
上层
,y
上层
,z
上层
);其中x
初始
=x
上层
、y
初始
=y
上层
、z
初始-y
上层
=h
初上
;
50.s3、并联机械手3带动面料转移装置7向下快速移动到工作初始位置m
工初
,该工作初始位置的空间坐标为m
工初
(x
工初
,y
工初
,z
工初
),其中,x
工初
=x
上层
、y
工
=y
上层
、z
工初-y
上层
=h
工上
,10cm≤h
工上
≤15cm;
51.s4、并联机械手3带动面料转移装置7继续向下移动,移动的速度小于步骤s3中的移动速度;在下降的过程中打码器8先与面料接触打码,然后面料转移装置7与最上层面料接触并装载最上层面料;
52.s5、面料转移装置7装载最上层面料由并联机械手3带动移动到目标位置m
目标,
该工作初始位置的空间坐标m
目标
为(x
目标
,y
目标
,z
目标
);
53.s6、面料转移装置7卸下最上层面料;
54.s7、并联机械手3带动面料转移装置7移动到工作初始位置m
工初
,此时测距传感器9再次检测出面料转移装置7与最上层的面料之间的距离h
初上1
,并以该h
初上1
作为面料转移装置7移动的参考基准;
55.s8、重复步骤s4到s7,逐张完成面料的打码和转移。
56.其中,所述面料转移装置7与最上层面料接触并装载最上层面料的方式为:当裁片面料4为带孔透气性面料时,该面料转移装置7的转移方式为针刺装载或者柔性夹持装载;而当裁片面料4为不透气面料时,该面料转移装置7的转移方式真空吸取装载。这样该面料转移装置7可以根据不同的面料选择合适的装载方法,保证装载的准确性。
57.所述步骤s5中,面料转移装置7装载最上层面料移动到目标位置m
目标
的方式为翻页式移动或者水平移动式;当移动方式为翻页式移动时,面料转移装置7装载最上层面料的一端然后移动到目标位置m
目标
使最上层面料翻页;当移动方式为水平移动式时,面料转移装置7装载最上层面料的两端然后水平移动到目标位置m
目标
后平铺叠置,通过上述两种面料移动的方式,在实际的使用过程中可以进行根据面料的特性进行选择,当面料为比较柔软且方便翻折时,可以优选翻页式移动,而当面料较硬不易翻折时,可以选择水平移动式,从而该自动打码方法适应性更强。
58.以上所述实施例仅是对本发明的优选实施方式的描述,不作为对本发明范围的限定,在不脱离本发明设计精神的基础上,对本发明技术方案作出的各种变形和改造,均应落入本发明的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1