一种烫印印刷工艺的制作方法
1.本技术涉及印刷技术领域,尤其是涉及一种烫印印刷工艺。
背景技术:
2.烫印指在纸张、纸板、织品、涂布类等物体上,用烫压方法将烫印材料或烫版图案转移在被烫物上的加工。按照材料类型可分为电化铝烫印、色箔烫印、色片烫印、金属箔烫印和其他烫印箔烫印,电化铝烫印使用范围广,能将电化铝箔烫印材料经过热压转印到印刷品上去的机械称为烫印机。使用烫印机进行烫印的工艺流程主要是:烫印前的准备工作
→
装版
→
垫版
→
烫印工艺参数确定
→
试烫
→
签样
→
正式烫印。
3.相关技术中申请号为201911070352.3的中国专利,提出了一种烫印机,包括机体、机架、驱动装置、加热板、烫印版,机架安装在机体的顶部,驱动装置安装在机架的顶部,加热板安装在驱动装置的端部,烫印版安装在加热板的底部。当需要对承印物进行烫印时,先将承印物放置在机体上,然后启动加热板升至指定的温度,当温度传输至烫印版上时,将电化铝材料放置在烫印版的底部,然后启动驱动装置带烫印版向下移动,待图案烫印至承印物上即可。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:为实现多个图案的同时烫印,往往会在加热板上安装多个烫印版,而烫印版与加热板的连接方式常为粘接或螺钉连接的方式。在安装多个烫印版时,为保障图案布局的美观性,需要反复拆装烫印版并调整烫印版的相对位置,拆装烫印版操作繁琐、耗时长,从而导致烫印机的烫印效率低。
技术实现要素:
5.为了改善烫印版拆装调整操作繁琐、耗时长的问题,本技术提供一种烫印印刷工艺。
6.本技术提供的一种烫印印刷工艺采用如下的技术方案:一种烫印印刷工艺,包括以下步骤:s1.烫印版的准备,对若干个版材进行图文雕刻;s2.装版,将s1步骤中的版材可调安装在加热板上,通过调节组件调整若干个版材之间的相对位置,并将版材锁止在加热板上;s3.垫板,版材校平,使得版材压印在承印物上的各处压力均匀;s4.烫印工艺参数的确定,设定烫印温度、烫印压力和烫印速度;s5.试烫、签样、正式烫印,烫印工艺参数确定之后,将承印物定位在工作台的台面上,然后试烫数张,烫印质量达到规定要求,并经签样后,即可进行正式烫印。
7.通过采用上述技术方案,对版材进行雕刻,再将雕刻好的版材安装在加热板上,并通过调节组件对版材在加热板上的位置进行调整,同时对版材进行校平,接着将承印物定位放置在工作台上,并根据承印物规格调节烫印参数,然后进行试烫,将版材上的图文烫印在承印物上。对烫印好的承印物进行检查,并适当调整版材在加热板上的位置,使得承印物
的烫印图案符合标准。完成调试后即可进行批量生产。上述结构中,可通过调节组件快速调节版材的位置,尽可能避免了烫印图案时烫印版拆装调整操作繁琐、耗时长的问题发生。
8.可选的,所述加热板上设置有安装框,所述安装框内滑移设置有用于安装所述版材的安装板,所述调节组件位于所述安装框上。
9.通过采用上述技术方案,版材通过安装板架设在安装框上,安装框将安装板和调节组件架设在加热板上,调节组件通过调节安装板在安装框上的位置,进而调整版材在安装框上的位置,使得操作人员可根据承印物上的图案排版快速调节版材的位置,尽可能避免了烫印图案时烫印版拆装调整操作繁琐、耗时长的问题发生。
10.可选的,所述安装框的两相对侧均开设有滑道,所述调节组件包括滑移设置在所述滑道内的杆件和用于将所述杆件锁止在所述安装框上的锁止件,所述安装板的两端均与所述杆件连接。
11.通过采用上述技术方案,安装板两端的杆件分别滑移设置在安装框上的两个滑道内,使得安装板在两个杆件的作用下被滑移架设在安装框上。当需要调节安装板上的版材在安装框内的位置时,只需要驱使杆件在滑道内滑移,杆件通过安装板带动版材在安装框内运动,达到快速调节版材在安装框内位置的目的。当完成对版材位置的调节后,可通过锁止件将杆件锁止在安装框上,使得版材被快速定位安装在安装框上。
12.可选的,所述杆件设置为螺纹杆,所述螺纹杆穿设所述滑道设置,所述锁止件设置为与所述螺纹杆螺纹适配的螺母,所述螺母靠近所述安装框的端面上设置有气圈,所述气圈与所述安装框抵接。
13.通过采用上述技术方案,螺纹杆滑移设置在滑道内,操作人员可驱使安装板两端的螺纹杆在滑道内滑移,从而达到快速调整安装板和版材在安装框内位置的目的。由于螺纹杆穿设滑道设置,故无需驱使安装板两端的螺纹杆同步滑移,可实现调节相邻两个版材之间的夹角大小的目的,进而可根据承印物上图案的排版快速调节版材在承印物上的烫印角度;当需要将版材锁止定位在安装框上时,可转动螺母,螺母在螺纹杆的螺纹驱使下推动气圈朝靠近安装框方向运动,直至气圈被抵紧在安装框上即可。由于气圈具有弹性,故当螺纹杆的长度方向与滑道的长度方向不垂直时,安装板和版材在气圈、螺纹杆和螺母的共同作用下仍可被稳定锁止安装在安装框上。
14.可选的,所述安装框内安装有沿所述滑道长度方向设置的连接杆,所述安装板转动连接在所述连接杆上,且所述安装板滑移套设在所述连接杆上;所述螺纹杆与所述安装板铰接设置,所述安装板绕所述螺纹杆朝靠近/远离所述工作台的台面方向转动,所述安装框内设置有用于抵紧所述安装板的抵紧件。
15.通过采用上述技术方案,当需对版材进行校平时,只需要驱使安装板两端的螺纹杆朝相互靠近/远离的方向运动,由于螺纹杆与安装板铰接,安装板通过连接杆转动连接在安装框上,故安装板在两个螺纹杆的驱使下绕着连接杆转动,进而调节安装板两端与工作台的台面之间的距离,抵紧件对调整后的安装板进行抵接,使得安装板和版材在安装框内的安装位置稳定,从而达到快速校平版材的目的。安装板滑移套设在连接杆上,使得安装板和版材在螺纹杆的驱使可沿着连接杆长度方向滑移,从而达到快速调整安装板和版材在安装框内位置的目的。
16.可选的,所述抵紧件设置为柔性水垫,所述柔性水垫抵接在所述加热板与所述安装板之间。
17.通过采用上述技术方案,柔性水垫具有弹性,且柔性水垫抵接在加热板和安装板之间,当安装板在安装框内朝靠近/远离工作台台面方向转动时,安装板挤压柔性水垫,使得柔性水垫内的水跟随安装板的安装角度进行重新分布,进而使得柔性水垫对安装板进行稳定抵接,保障了安装板和版材安装的稳定性。同时柔性水垫抵接在加热板与安装板之间,柔性水垫中的水具有良好的导热性,使得加热板上的热量传输至柔性水垫处后,柔性水垫将热量均匀传输至安装板和版材处,使得版材上的热量分布均匀,从而提高了版材烫印到承印物上的质量。烫印时,需要将版材抵紧在承印物上,柔性水垫可对安装板与加热板之间的压印进行缓冲,尽可能避免加热板、安装板和印版的压损。
18.可选的,所述安装框上于所述滑道处设置有刻度线。
19.通过采用上述技术方案,刻度线的设置便于操作人员快速调整螺纹杆运动至指定位置,从而提高了版材位置的调整效率。
20.可选的,所述工作台的台面上开设有安装槽,所述工作台于所述安装槽内设置有用于监测所述版材位置的探头,所述工作台于所述安装槽的槽口盖设有透光板,所述透光板与所述工作台的台面共面,所述工作台上设置有与所述探头电控连接的图像显示器。
21.通过采用上述技术方案,探头通过安装槽嵌设安装在工作台台面上,透光板对安装槽的槽口进行遮挡,使得承印物可稳定放置在工作台的台面上,探头透过透光板照射在版材上,使得图像显示器对安装框上的版材位置进行具体呈现,使得操作人员通过图像显示器可快速识别版材的位置,有助于快速调整版材的位置。
22.可选的,所述螺纹杆远离所述安装板的一端设置有隔热件。
23.通过采用上述技术方案,由于加热板会将热量传递至螺纹杆上,故在螺纹杆上设置隔热件,尽可能避免操作人员在推动螺纹杆时被烫伤。
24.综上所述,本技术包括以下至少一种有益技术效果:1.螺纹杆滑移设置在滑道内,操作人员可驱使安装板两端的螺纹杆在滑道内滑移,从而达到快速调整安装板和版材在安装框内位置的目的。由于螺纹杆穿设滑道设置,故无需驱使安装板两端的螺纹杆同步滑移,可实现调节相邻两个版材之间的夹角大小的目的,进而可根据承印物上图案的排版快速调节版材在承印物上的烫印角度;2.探头通过安装槽嵌设安装在工作台台面上,透光板对安装槽的槽口进行遮挡,使得承印物可稳定放置在工作台的台面上,探头透过透光板照射在版材上,使得图像显示器对安装框上的版材位置进行具体呈现,使得操作人员通过图像显示器可快速识别版材的位置,有助于快速调整版材的位置;3.转动螺母,螺母在螺纹杆的螺纹驱使下推动气圈朝靠近安装框方向运动,直至气圈被抵紧在安装框上即可。由于气圈具有弹性,故当螺纹杆的长度方向与滑道的长度方向不垂直时,安装板和版材在气圈、螺纹杆和螺母的共同作用下仍可被稳定锁止安装在安装框上;4.柔性水垫抵接在加热板与安装板之间,柔性水垫中的水具有良好的导热性,使得加热板上的热量传输至柔性水垫处后,柔性水垫将热量均匀传输至安装板和版材处,使得版材上的热量分布均匀,从而提高了版材烫印到承印物上的质量。
附图说明
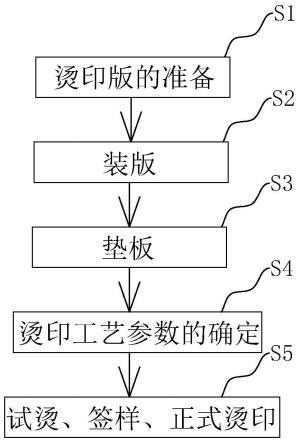
25.图1是本技术实施例中一种烫印印刷工艺的流程示意图。
26.图2是本技术实施例中加热板、工作台、安装框、透光板和图像显示器的结构示意图。
27.图3是本技术实施例中加热板、安装框、安装板、调节组件、气圈和柔性水垫的结构示意图。
28.图4是本技术实施例中工作台、探头和图像显示器的结构示意图。
29.图5是本技术实施例中加热板、安装框、安装板和柔性水垫的爆炸图。
30.图6是本技术实施例中版材、安装板、调节组件和气圈的结构示意图。
31.附图标记:1、版材;2、加热板;3、工作台;4、安装框;5、安装板;6、调节组件;61、螺纹杆;62、螺母;7、滑道;8、气圈;9、柔性水垫;10、刻度线;11、安装槽;12、探头;13、透光板;14、图像显示器;15、隔热件;16、连接杆;17、立板;18、支撑板;19、气缸;20、支架;21、烫印箔;22、卷筒;23、铰接杆。
具体实施方式
32.以下结合附图1-6对本技术作进一步详细说明。
33.本技术实施例公开一种烫印印刷工艺。参照图1和图2,一种烫印印刷工艺包括以下步骤:s1.烫印版的准备,对若干个版材1进行图文雕刻;s2.装版,将s1步骤中的版材1可调安装在加热板2上,通过调节组件6调整若干个版材1之间的相对位置,并将版材1锁止在加热板2上;s3.垫板,版材1校平,使得版材1压印在承印物上的各处压力均匀;s4.烫印工艺参数的确定,设定烫印温度、烫印压力和烫印速度;s5.试烫、签样、正式烫印,烫印工艺参数确定之后,将承印物定位在工作台3的台面上,然后试烫数张,烫印质量达到规定要求,并经签样后,即可进行正式烫印。
34.烫印版的准备阶段,可先对多个版材1进行雕刻,再将雕刻好的多个版材1安装在加热板2上,并通过调节组件6对多个版材1在加热板2上的位置进行调整,同时对多个版材1进行校平。接着将承印物定位放置在工作台3上,并根据承印物规格调节烫印参数,然后进行试烫,将版材1上的图文烫印在承印物上。对烫印好的承印物进行检查,并适当调整版材1在加热板2上的位置,使得承印物的烫印图案符合标准。完成调试后即可进行批量生产。
35.参照图2和图3,工作台3的台面上垂直焊接有立板17,立板17上通过支撑板18架设有气缸19,加热板2通过螺钉安装在气缸19的活塞杆上,版材1安装在加热板2上,气缸19可驱使加热板2和版材1朝靠近/远离工作台3的台面方向运动。加热板2两侧均通过支架20转动架设有用于收卷烫印箔21的卷筒22,位于两个卷筒22之间的烫印箔21张紧设置在版材1靠近工作台3台面的一侧。
36.在对工作台3台面上的承印物进行烫印时,先启动加热板2,加热板2对版材1进行加热,然后启动气缸19,气缸19驱使版材1和烫印箔21压印在承印物上,烫印箔21经过热压将图案转印到承印物上。
37.参照图2和图3,加热板2靠近工作台3台面的一侧通过螺钉固接有安装框4,安装框
4内滑移设置有用于安装版材1的安装板5,调节组件6位于安装框4上,调节组件6可对安装板5的位置进行调整。安装板5的数量与版材1的数量相同,版材1通过螺钉固接在安装板5靠近工作台3台面的端面上。版材1远离安装板5的一侧露出安装框4设置。
38.为便于操作人员将版材1快速调节至合适的位置,参照图2和图4,工作台3的台面上开设有安装槽11,安装槽11位于加热板2正下方,工作台3于安装槽11内设置有用于监测版材1位置的探头12,工作台3上设置有与探头12电控连接的图像显示器14。探头12照射在版材1上,使得图像显示器14对安装框4上的版材1位置进行具体呈现,使得操作人员通过图像显示器14可快速识别版材1的位置,有助于快速调整版材1的位置。为使得烫印箔21经过热压将图案转印到承印物上,工作台3于安装槽11的槽口盖设有透光板13,透光板13可以为耐高温的玻璃板,也可以为耐高温的塑料板。当透光板13盖设在安装槽11的槽口处时,透光板13远离探头12的端面与工作台3的台面共面设置,使得承印物可被平整地放置在工作台3的台面上。
39.参照图3和图5,安装框4的两相对侧均开设有滑道7,安装框4内安装有沿滑道7长度方向设置的连接杆16,连接杆16设置为圆杆,连接杆16的两端均焊接在安装框4内壁上。安装板5转动连接在连接杆16上,且安装板5滑移套设在连接杆16上。安装板5可带动版材1沿着连接杆16长度方向滑移,实现调节版材1在安装框4内的位置;同时安装板5可带动版材1在连接杆16上转动,从而实现对版材1的校平。
40.为实现快速调节安装板5在安装框4内的位置,参照图5和图6,调节组件6包括滑移设置在滑道7内的杆件和用于将杆件锁止在安装框4上的锁止件,安装板5的两端分别与两个杆件连接。当需要调节安装板5上的版材1在安装框4内的位置时,只需要驱使杆件在滑道7内滑移,杆件通过安装板5带动版材1在安装框4内运动,达到快速调节版材1在安装框4内位置的目的。当完成对版材1位置的调节后,可通过锁止件将杆件锁止在安装框4上,使得版材1被快速定位安装在安装框4上。
41.在本技术实施例中,杆件设置为螺纹杆61,安装板5的两端分别与两个螺纹杆61连接,且螺纹杆61远离安装板5的一端穿设滑道7并位于安装框4外侧。锁止件设置为与螺纹杆61螺纹适配的螺母62。当需要调节安装板5在安装框4内的位置时,只需要驱使安装板5两端的螺纹杆61分别在对应的滑道7内滑移,螺纹杆61通过安装板5带动版材1进行位置的调整,达到快速调节版材1位置的目的。最后转动螺母62,螺母62在螺纹杆61的螺纹驱使下抵紧在安装框4上,使得螺纹杆61被锁止在安装框4上,从而使得版材1和安装板5的位置稳定。
42.在其他实施例中,杆件设置为光杆,安装板5的两端分别与两个光杆连接,且光杆远离安装板5的一端穿设滑道7并位于安装框4外侧。锁止件设置为插销,插销为圆柱体状,光杆上沿其长度方向开设有多个销孔,销孔与插销插接适配。安装框4远离加热板2的端面上开设有多个与滑道7均连通的通孔。通过驱使光杆在滑道7内滑移,从而达到调整安装板5和版材1在安装框4内的位置的目的。最后将插销穿设通孔并插接到销孔内,使得光杆、安装板5和版材1被快速锁止在安装框4上。由于插销为圆柱体状,故当光杆的长度方向与滑道7的长度方向不垂直时,插销仍可将光杆锁止在安装框4上。
43.为提高螺纹杆61被锁止的稳定性,参照图5和图6,螺母62靠近安装框4的端面上设置有气圈8,气圈8套设在螺纹杆61上,且气圈8与螺母62靠近安装框4的端面粘接。由于气圈8具有弹性,故当螺纹杆61的长度方向与滑道7的长度方向不垂直时,安装板5和版材1在气
圈8、螺纹杆61和螺母62的共同作用下仍可被稳定锁止安装在安装框4上。
44.为提高对版材1位置的调整效率,安装框4上于滑道7处设置有刻度线10,刻度线10位于安装框4外周壁上,刻度线10的设置便于操作人员快速调整螺纹杆61运动至指定位置。
45.为实现对版材1的快速校平,参照图5和图6,螺纹杆61靠近安装板5的一端铰接有铰接杆23,铰接杆23远离螺纹杆61的一端与安装板5的端部铰接,安装板5在铰接杆23的作用下可绕螺纹杆61朝靠近/远离工作台3的台面方向转动。
46.当需要对版材1进行校平时,只需要驱使安装板5在连接杆16上转动,由于螺纹杆61通过铰接杆23与安装板5铰接设置,故螺纹杆61随着安装板5的转动朝安装框4内运动,使得螺纹杆61伸出安装框4的长度产生变化。当完成対版材1的校平后,使用螺母62将安装板5两端的螺纹杆61稳定锁止在安装框4上,使得版材1的位置稳定。
47.为提高版材1在安装框4内的稳定性,参照图5和图6,安装框4内设置有用于抵紧安装板5的抵紧件,抵紧件设置为柔性水垫9,柔性水垫9粘接在安装框4上,柔性水垫9抵接在加热板2与安装板5之间。由于柔性水垫9具有弹性,故柔性水垫9可对安装板5与加热板2之间的压印进行缓冲。柔性水垫9抵接在加热板2和安装板5之间,故当安装板5在安装框4内朝靠近/远离工作台3台面方向转动时,安装板5挤压柔性水垫9,使得柔性水垫9内的水跟随安装板5的安装角度进行重新分布,进而使得柔性水垫9对安装板5进行稳定抵接,保障了安装板5和版材1安装的稳定性。
48.另一方面,柔性水垫9中的水具有良好的导热性,使得加热板2上的热量传输至柔性水垫9处后,柔性水垫9将热量均匀传输至安装板5和版材1处,使得版材1上的热量分布均匀,从而提高了版材1烫印到承印物上的质量。
49.参照图5和图6,螺纹杆61远离安装板5的一端设置有隔热件15,隔热件15可以为导热性差的发泡聚氨酯块,发泡聚氨酯块粘接在螺纹杆61端部。由于加热板2会将热量传递至螺纹杆61上,故在螺纹杆61上设置发泡聚氨酯块,尽可能避免操作人员在推动螺纹杆61时被烫伤。
50.本技术实施例一种烫印印刷工艺的实施原理为:先对多个版材1进行雕刻,再将雕刻好的多个版材1分别安装在多个安装板5上。接着通过安装板5驱使版材1在连接杆16上滑移,从而达到调节安装板5和版材1在安装框4内位置的目的,使得相邻两个版材1之间的排布紧凑。然后驱使安装板5在连接杆16上转动,实现对版材1的校平。最后使用螺母62和气圈8将螺纹杆61、安装板5和版材1稳定锁止在安装框4上,即可完成版材1的位置调整。
51.完成对版材1的安装与调整后,将承印物定位放置在工作台3上,并根据承印物规格调节烫印参数,然后进行试烫,将版材1上的图文烫印在承印物上。对烫印好的承印物进行检查,并适当调整版材1在加热板2上的位置,使得承印物的烫印图案符合标准。完成调试后即可进行批量生产。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1