一种喷墨打印飞行墨滴体积分布在线监测方法
1.本发明属于印刷显示技术领域,更具体地,涉及一种喷墨打印飞行墨滴体积分布在线监测方法。
背景技术:
2.喷墨打印工艺是一种增材制造工艺,具有材料利用率高、无接触制造、制造精度高以及可以实现柔性制造等优点,因此在印刷oled领域有广泛的应用。对比在该领域广泛应用的蒸镀工艺,喷墨打印制造自由度更高,工艺简单且更适用于大面积、高精度的oled面板的制造。如何提高印刷显示面板的精度及分辨率,已经成为各大显示面板厂商和研究机构的共同目标。
3.打印过程中喷头与基板间距在1mm左右,无法对喷孔喷射体积进行即时检测。因此在不影响生产效率的前提下,在打印过程中或打印不同基板的时间间隙中快速实现对喷头各喷孔喷射墨滴体积的检测,能够避免由于墨滴体积误差导致的打印误差,进一步提高喷墨打印工艺生产印刷显示基板的良率。
4.现有技术中已经提出了一些关于喷孔喷射墨滴体积的测量方案。例如,专利cn112757796a提出了利用双目视觉观测系统和频闪法对喷孔喷射墨滴体积进行观测的方案,被用于压电喷头的墨滴观测,达到精度要求,但是该方法每次检测过程均需要对全喷孔进行检测,耗时太长,效率不高,不能满足喷印显示面板制造的工艺要求。综合研究发现,现有专利和论文主要存在以下不足:目前的墨滴体积检测方法往往直接采用全喷孔的墨滴观测,效率太低,尤其是对于近几年喷孔数量日益增加的阵列化压电喷头,目前的墨滴体积检测方法基本不能胜任。
5.因此,如何设计一种新的检测方法,同时满足准确性和效率的要求,已经成为本领域急需解决的关键技术问题。
技术实现要素:
6.针对现有技术的缺陷和改进需求,本发明提供了一种喷墨打印飞行墨滴体积分布在线监测方法,其目的在于解决现有方法不能在墨滴体积检测过程中兼顾准确性和效率的技术问题。
7.为实现上述目的,按照本发明的一个方面,提供了一种喷墨打印飞行墨滴体积分布在线监测方法,包括:
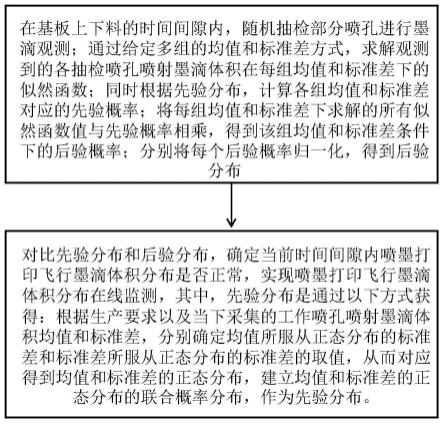
8.在基板上下料的时间间隙内,随机抽检部分喷孔进行墨滴观测;通过给定多组μv,σv的方式,求解观测到的各抽检喷孔喷射墨滴体积在每组μv,σv下的似然函数;同时根据先验分布,计算各组μv,σv对应的先验概率;将每组μv,σv下求解的所有似然函数值与所述先验概率相乘,得到该组μv,σv条件下的后验概率;分别将每个后验概率归一化,得到后验分布;
9.对比所述先验分布和所述后验分布,确定喷墨打印飞行墨滴体积分布是否正常,实现喷墨打印飞行墨滴体积分布在线监测;
10.其中,μv和σv分别表示工作喷孔所喷射液滴体积所服从正态分布的均值和标准差;且所述先验分布是通过以下方式获得:根据生产要求以及当下采集的工作喷孔喷射墨滴体积均值μ
v0
和标准差σ
v0
,分别确定μv所服从正态分布的标准差σ
vμ
和σv所服从正态分布的标准差σ
vσ
的取值,从而对应得到μv和σv的正态分布,建立μv和σv的正态分布的联合概率分布,作为所述先验分布p(μv,σv)。
11.进一步,所述工作喷孔的确定方式为:
12.观测喷头全喷孔墨滴,记录每个喷孔的喷射墨滴体积数据;将喷射墨滴体积不在阈值范围内的喷孔关闭,其余喷孔作为工作喷孔参与正式打印;
13.所述μ
v0
和所述σ
v0
的取值是:所述记录的作为工作喷孔的喷孔喷射墨滴体积数据的均值和标准差,即针对单个喷头的m个工作喷孔,v[j]表示本次全喷孔墨滴观测得到的第j个喷孔的喷射墨滴体积,则:
[0014][0015][0016]
进一步,所述根据生产要求以及当下采集的工作喷孔喷射墨滴体积均值μ
v0
和标准差σ
v0
,分别确定μv所服从正态分布的标准差σ
vμ
和σv所服从正态分布的标准差σ
vσ
取值,具体为:
[0017]
根据生产要求以及当下采集的工作喷孔喷射墨滴体积均值μ
v0
和标准差σ
v0
,得到关系式:3(3σ
vσ
+σ
v0
)≤a%μ
v0
;3σ
vμ
≤b%μ
v0
;确定满足所述关系式的σ
vμ
和σ
vσ
;
[0018]
其中,a%表示实际生产要求中的任何一个工作喷孔喷射墨滴体积与标称喷射体积的偏差的最大值,b%表示实际生产要求中的所有工作喷孔喷射墨滴体积均值的变化的最大值。
[0019]
进一步,在正式打印阶段,所述μv和所述σv的的真实取值随工况变化,变化规律符合正态分布,所述给定的多组μv,σv在以下给定的范围内取值:μv∈(μ
v0-3σ
vμ
,μ
v0
+3σ
vμ
)和σv∈(σ
v0-3σ
vσ
,σ
v0
+3σ
vσ
)。
[0020]
进一步,所述先验分布表示为:
[0021][0022]
式中,p(μv,σv)表示先验分布,μ
v0
为当下采集的所述工作喷孔的喷射墨滴体积数据的均值,μv表示所述工作喷孔的喷射墨滴体积数据的均值,是一个变量,真实取值随工况变化;σ
vμ
表示均值μv的正态分布的标准差;σ
v0
为当下采集的所述工作喷孔的喷射墨滴体积数据的标准差,σv表示所述工作喷孔的喷射墨滴体积数据的标准差,是一个变量,真实取值随工况变化;σ
vσ
表示标准差σv的分布的标准差。
[0023]
进一步,各抽检喷孔喷射墨滴体积的似然函数表示为:
[0024][0025]
式中,p(v
[i]
|(μv,σv))表示抽检喷孔喷射墨滴体积v
[i]
在μv,σv下的似然函数,k表示抽检喷孔总个数。
[0026]
进一步,所述后验分布表示为:
[0027][0028]
式中,p(μv,σv|v
[1]
,v
[2]
,...,v
[k]
)表示后验分布,p(v
[i]
|μv,σv)表示抽检喷孔喷射墨滴体积v
[i]
在μv,σv下的似然函数,i=1,2,3...,k;p(μv,σv)表示先验分布,p(v
[1]
,v
[2]
,...,v
[k]
)表示所有后验概率的总和,为归一化项。
[0029]
进一步,所述对比所述先验分布和所述后验分布的方式为:
[0030]
计算所述后验分布中最大后验概率所对应的μv的取值μ
v1
与所述先验分布中最大先验概率所对应的μv的取值μ
v2
的偏差x%,即x%=(μ
v1-μ
v2
)/μ
v2
;若x%大于b%,则该喷头的飞行墨滴体积分布不正常,否则喷头工作正常,可继续打印。
[0031]
总体而言,通过本发明所构思的以上技术方案,能够取得以下有益效果:
[0032]
(1)本发明考虑到目前墨滴观测的效率不高,对于喷孔数量较多的喷头进行全喷孔的墨滴观测耗时太长,因此在打印中基板上下料的时间间隙内随机抽检个别喷孔,利用抽检的体积数据,预测全喷孔墨滴体积分布,提高监测效率。对于其中预测的方法,考虑到在连续打印生产过程中,工作喷孔喷射墨滴体积变化标准差σv和喷射墨滴体积均值μv会因为墨水粘度变化、溶质的沉积、外界扰动等发生变化,且工作喷孔的喷射体积分布符合正态分布,分析出μv和σv的变化规律符合正态分布,建立μv和σv的正态分布的联合概率密度,称之为先验分布。进一步,基于贝叶斯原理求取后验分布,以离散化的思想,通过给定多组μv,σv的方式,计算每组μv,σv条件下的后验概率,从而得到后验分布;最后比较先验分布和后验分布即可判断打印是否正常。该预测方法经理论论证可行,保证了检测准确度。
[0033]
(2)本发明考虑到在实际打印过程中,由于喷头与基板之间的距离只有0.5mm左右,无法对喷孔喷射墨滴体积进行在线的实时监测。因此,优选地,在正式打印之前增加标准数据准备阶段,进行全喷孔的墨滴观测,屏蔽异常喷孔并获得所有工作喷孔的喷射墨滴体积分布,以构建先验分布。
[0034]
(3)根据生产要求以及当下采集的工作喷孔喷射墨滴体积均值μ
v0
和标准差σ
v0
,得到关系式:3(3σ
vσ
+σ
v0
)≤a%μ
v0
;3σ
vμ
≤b%μ
v0
;根据关系式,确定标准差σ
vμ
和σ
vσ
,用于确定先验分布,符合实际生产场景,保证精度。
附图说明
[0035]
图1为本发明实施例提供的一种喷墨打印飞行墨滴体积分布在线监测方法流程框图;
[0036]
图2为本发明实施例提供的喷墨打印飞行墨滴体积分布在线监测方法的流程示意图;
[0037]
图3为本发明实施例提供的喷墨打印飞行墨滴体积分布在线监测方法的标准数据准备阶段的示意图;
[0038]
图4为本发明实施例提供的喷墨打印飞行墨滴体积分布在线监测方法的抽样检测阶段的示意图。
具体实施方式
[0039]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
[0040]
实施例一
[0041]
一种喷墨打印飞行墨滴体积分布在线监测方法,如图1和图2所示,包括:
[0042]
在基板上下料的时间间隙内,随机抽检部分喷孔进行墨滴观测;
[0043]
通过给定多组μv,σv的方式,求解观测到的各抽检喷孔喷射墨滴体积在每组μv,σv下的似然函数;同时根据先验分布,计算各组μv,σv对应的先验概率;将每组μv,σv下求解的所有似然函数值与所述先验概率相乘,得到该组μv,σv条件下的后验概率;分别将每个后验概率归一化,得到后验分布;对比所述先验分布和所述后验分布,确定当前时间间隙内喷墨打印飞行墨滴体积分布是否正常,实现喷墨打印飞行墨滴体积分布在线监测;;
[0044]
其中,μv和σv分别表示工作喷孔所喷射液滴体积所服从正态分布的均值和标准差;且所述先验分布是通过以下方式获得:根据生产要求以及当下采集的工作喷孔喷射墨滴体积均值μ
v0
和标准差σ
v0
,分别确定μv所服从正态分布的标准差σ
vμ
和σv所服从正态分布的标准差σ
vσ
的取值,从而对应得到μv和σv的正态分布,建立μv和σv的正态分布的联合概率分布,作为所述先验分布p(μv,σv)。
[0045]
考虑到在实际打印过程中,由于喷头与基板之间的距离只有0.5mm左右,无法对喷孔喷射墨滴体积进行在线的实时监测。因此,可优选地,如图3所示,在正式打印之前增加标准数据准备阶段,进行全喷孔的墨滴观测,屏蔽异常喷孔并获得所有工作喷孔的喷射墨滴体积分布,以构建先验分布。具体的,在进行正式打印工作之前,进行一次全喷孔的墨滴观测,记录每一个喷孔的喷射墨滴体积数据;
[0046]
将体积大于参考值上限和小于参考值下限的喷孔视为异常喷孔并将其关闭,其余喷孔作为工作喷孔参与打印,同时使用工作喷孔的喷射墨滴体积数据,建立墨滴体积的先验分布p(μv,σv)。
[0047]
σv为工作喷孔喷射墨滴体积变化标准差,μv为工作喷孔喷射墨滴体积均值,如果生产过程中抽检一个喷孔得到它的喷射墨滴体积v
[1]
,则p((μv,σv)|v
[1]
)为根据观测结果v
[1]
更新后的μv和σv的取值,即后验分布;p(v
[1]
|(μv,σv))为在工作喷孔喷射墨滴体积均值为μv,标准差为σv的参数下,抽检到的喷孔喷射墨滴体积为v
[1]
的概率,即该喷孔喷射墨滴体积的似然函数;p(μv,σv)为工作喷孔喷射墨滴体积均值为μv和标准差为σv的概率,即先验分布。三者之间符合以下关系:
[0048]
p((μv,σv)|v
[1]
)=p(v
[1]
|(μv,σv))*p(μv,σv);
[0049]
对于抽检到的k个观测样本v
[1]
,v
[2]
,...,v
[k]
,可以得到根据k个测量数据更新后验分布:
[0050]
p((μv,σv)|v
[1]
,v
[2]
,...,v
[k]
)
[0051]
=p(v
[k]
|(μv,σv))...p(v
[2]
|(μv,σv))p(v
[1]
|(μv,σv))p((μv,σv)
[0052]
因此,可以根据每一次的对于一部分喷孔的抽样检测结果更新μv和σv。
[0053]
在连续打印生产过程中,工作喷孔喷射墨滴体积变化标准差σv和喷射墨滴体积均
值μv会因为墨水粘度变化、溶质的沉积、外界扰动等发生变化,且工作喷孔的喷射体积分布符合正态分布可以通过以下方法建立工作喷孔的体积均值μv和标准差σv的分布规律:
[0054]
在标准数据准备阶段进行的全喷孔墨滴观测中,将体积大于参考值上限和小于参考值下限的喷孔视为异常喷孔并将其关闭,其余喷孔作为工作喷孔参与打印,得到工作喷孔喷射墨滴体积均值μ
v0
和体积变化标准差σ
v0
,σ
vσ
和σ
vμ
分别为体积标准差和体积均值的标准差,用的正态分布描述工作喷孔喷射墨滴体积标准差σv在生产周期内的变化,用来描述工作喷孔喷射墨滴均值μv的变化,如图3所示。
[0055]
通过以下要求或假设来推导先验分布:
[0056]
(1)在喷墨打印在高精度场景的应用中,会提出两个基本的体积精度要求:任何一个工作喷孔喷射墨滴体积与标称喷射体积的偏差也不会超过
±
a%;所有工作喷孔喷射墨滴体积均值的变化不会超过
±
b%。一旦超过上述要求则该喷头喷射墨滴的体积精度已经无法满足基本的生产要求,精度标准根据打印目标和应用场景进行限制;
[0057]
(2)所有工作喷孔喷射墨滴体积标准差σv在生产周期中,会因为误差的积累和扰动等逐渐变大,σv变小的可能性非常小;
[0058]
(3)对于正态分布,不论其均值和标准差如何,大部分样本分布在平均值的3个标准差内(即:μv±
3σv),可以认为3个标准差范围已经足以描述全部样本的分布。
[0059]
根据上述要求或假设,可推导得到:
[0060]
σv≤3σ
vσ
+σ
v0
;
[0061]
任何一个工作喷孔喷射墨滴体积与标称喷射体积的偏差的最大值为3σv的最大值3(3σ
vσ
+σ
v0
),即:3(3σ
vσ
+σ
v0
)≤a%μ
v0
,只需取满足上式的合适的σ
vσ
即可,例如σ
vσ
=(a%μ
v0-3σ
v0
)/9。同时,所有工作喷孔喷射墨滴体积均值的变化最大值为3σ
vμ
,即:3σ
vμ
≤b%μ
v0
,只需取满足上式的合适的σ
vμ
即可,例如σ
vμ
=b%μ
v0
/3。
[0062]
同时在σv∈(σ
v0-3σ
vσ
,σ
v0
+3σ
vσ
),μv∈(μ
v0-3σ
vμ
,μ
v0
+3σ
vμ
),σv和μv的概率密度函数为:
[0063][0064]
根据上式可以将先验分布表示为σv和μv的联合概率分布,如图3所示:
[0065][0066]
式中,p(μv,σv)表示先验分布,μ
v0
为当下采集的所述工作喷孔的喷射墨滴体积数据的均值,μv表示所述工作喷孔的喷射墨滴体积数据的均值,是一个变量,真实取值随工况变化;σ
vμ
表示均值μv的正态分布的标准差;σ
v0
为当下采集的所述工作喷孔的喷射墨滴体积数据的标准差,σv表示所述工作喷孔的喷射墨滴体积数据的标准差,是一个变量,真实取值随工况变化;σ
vσ
表示标准差σv的分布的标准差。
[0067]
优选的,各抽检喷孔喷射墨滴体积的似然函数表示为:
[0068][0069]
式中,p(v
[i]
|(μv,σv))表示抽检喷孔喷射墨滴体积v
[i]
在μv,σv下的似然函数,k表示抽检喷孔总个数。
[0070]
正常工作中,在基板上下料的时间间隙内从工作喷孔中随机抽取一些喷孔进行墨滴观测,获得这些喷孔的喷射体积数据,并通过以下方法求解似然函数:
[0071]
如图4所示,假设参与喷墨打印的所有喷孔数为n,抽检的喷孔数k,抽检喷孔喷射墨滴体积为v
[i]
,i=1,2,...k。似然函数应该与在给定工作墨滴喷射体积和喷射均值的条件下检测到样本墨滴体积v
[i]
的概率成正比。在给定工作喷孔喷射墨滴体积标准差σv,工作喷孔喷射墨滴体积均值μv时,观测到样本墨滴体积v
[i]
的概率符合由上述参数σv和μv确定的正态分布概率密度函数则抽检的k个喷孔喷射体积的似然函数。
[0072]
优选的,上述后验分布表示为:
[0073][0074]
式中,p(μv,σv|v
[1]
,v
[2]
,...,v
[k]
)表示后验分布,p(v
[i]
|μv,σv)表示抽检喷孔喷射墨滴体积v
[i]
在μv,σv下的似然函数,i=1,2,3...,k;p(μv,σv)表示先验分布,p(v
[1]
,v
[2]
,...,v
[k]
)表示所有后验概率的总和,为归一化项。
[0075]
根据抽检样本和先验分布p(μv,σv)计算出后验分布p(μv,σv|v
[1]
,v
[2]
,...,v
[k]
),以此达到对先验信息和观测信息的综合推理。后验分布如上所示。
[0076]
其中p(v
[1]
,v
[2]
,...,v
[k]
)为归一化项。在应用场景下,不需要得到后验分布的完整曲线,在要求的精度范围内,可以通过采样的方式离散上式,使用后验概率的最大值或后验的平均值来估计真值。即通过以下方式求解后验的μv和σv:
[0077]
将σv∈(σ
v0-3σ
vσ
,σ
v0
+3σ
vσ
),μv∈(μ
v0-3σ
vμ
,μ
v0
+3σ
vμ
)范围内的μv和σv进行离散化,对于每一组μv和σv均可以求出:
[0078]
p(μv,σv|v
[1]
,v
[2]
,
…
,v
[k]
)
[0079]
=p(v
[1]
|μv,σv)p(v
[2]
|μv,σv)
…
p(v
[k]
|μv,σv)p(μv,σv)
[0080]
求出每一组μv和σv的后验概率之后进行归一化,即可得到离散的后验分布。取后验概率最大的那一组μv和σv作为后验的预测值。
[0081]
优选的,上述对比先验分布和后验分布的方式为:
[0082]
计算后验分布中最大后验概率所对应的μv的取值μ
v1
与先验分布中最大先验概率所对应的μv的取值μ
v2
的偏差x%,即x%=(μ
v1-μ
v2
)/μ
v2
;若x%大于b%,则该喷头的飞行墨滴体积分布不正常,否则喷头工作正常,可继续打印;其中根据先验分布的表示式,先验分布中最大先验概率所对应的一组均值μv和标准差σv为μ
v0
和σ
v0
。
[0083]
在喷墨打印在高精度场景的应用中,要求工作喷孔喷射墨滴体积均值的变化不会超过
±
b%。一旦不符合上述要求则该喷头喷射墨滴的体积精度已经无法满足基本的生产要求,精度标准根据打印目标和应用场景进行限制。
[0084]
本实施例方法可应用于需要高效率预测大样本数据分布情况的问题。
[0085]
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以
限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1