一种柱状颗粒物料的喷涂标识机构及其喷涂方法与流程
1.本发明涉及喷涂标记技术领域,具体为一种柱状颗粒物料的喷涂标识机构及其喷涂方法。
背景技术:
2.在各类物料的生产加工过程中,常用到刻划线、用笔画线或粘贴标识物的方法对物料进行标识分类,以方便分批加工或按物料规格进行分类包装,尤其是当物料体积较小时,例如所标记物料是被固化银浆包裹的圆柱状柔性导电连接器时,由于连接器本身体积就较小,当连接器型号不同时外形规格十分接近,更是需要对不同型号的连接器进行有效的分类。
3.但是如上述连接器这种体积较小的柱形物料,为了不影响物料自身特性,通常会采用人工用笔画线的方式进行分类标记,使得标记工作较为困难且效率较低,而且,为了能够在任意角度区分产品是否被标记,一般是沿柱状物料的中心轴线绘制多条细线或绕柱状物料外圈平行绘制多圈细线,这就使得人工标记的效率更加底下,为标记工作造成了更大的困难,甚至还会出现漏标记的现象。
技术实现要素:
4.为解决上述现有柱状颗粒物料人工画线标记较为困难,且标记效率较低的技术问题,本发明提供了一种柱状颗粒物料的喷涂标识机构及其喷涂方法。
5.本发明技术方案如下:
6.一种柱状颗粒物料的喷涂标识机构,包括控制面板和架体,所述架体中部设有架板,所述架板上部两侧分别设有进储料单元和限位控制单元,所述进储料单元和限位控制单元间隙设置且间隙外侧设有喷涂标识单元,间隙下方设有物料接取单元,所述进储料单元、限位控制单元和喷涂标识单元均与控制面板通讯连接且能够通过控制面板控制工作,其中,所述进储料单元用于柱状颗粒物料的储存和排列运输工作,排列好的物料能够在限位控制单元和喷涂标识单元的配合作用下,逐个完成喷涂标识工作,标记完成的物料能够落至物料接取单元内,代替了人工画线的方式,解放了劳动力,大大提高了标识效率。
7.具体来说,所述进储料单元包括圆振盘,所述圆振盘的出料端设有出料滑道,柱状颗粒物料能够储存于圆振盘内,且在圆振盘作用下依次排列的沿出料滑道移动,所述限位控制单元靠近出料滑道的出料口设置,方便控制物料沿出料滑道的移动,进而配合喷涂标识单元完成喷涂标识工作。
8.进一步的,所述限位控制单元包括顶杆,所述顶杆与出料滑道的布置方向相同,其一端连接有驱动其轴向往复移动的直线驱动机,另一端指向出料滑道的出料口,所述喷涂标识单元包括两个相对布置的喷码枪,且两个所述喷码枪的喷墨口分别位于间隙的两侧呈相对设置,所述喷墨口的形状包括竖直的条状,柱状物料呈横置状态沿出料滑道滑动至末端时,能够在顶杆的顶紧作用下停止移动,且由相对设置的两个喷码枪完成喷涂标记工作,
标记完成后直线驱动机驱动顶杆远离出料滑道,柱状物料失去顶紧作用能够继续移动并掉落至下方的物料接取单元内,且顶杆设置为远离出料滑道至柱状物料掉落后,迅速复位并顶紧下一物料,防止漏标记现象的产生,同时,喷码枪相对设置有两个,且所述喷墨口形状为竖直条状的设计方式,使两侧喷码枪在进行喷涂工作时,墨水能够呈一竖直直线喷出,在柱状颗粒物料的两侧分别形成一半圆弧,两个半圆弧组成一圆形标记细线,使人们能够在任意角度区分产品是否被标记,有效增加了标记效果。
9.如上所述的一种柱状颗粒物料的喷涂标识机构,所述圆振盘的出料端设有出料杆,所述出料滑道位于出料杆中部,且出料滑道为与物料直径相配合的管道状,柱状物料在横置状态下沿出料滑道移动时或受顶杆的顶紧作用时,能够始终位于出料滑道内,进而保证了喷涂标识工作能够顺利进行,以及喷涂的位置能够准确无误。
10.进一步的,所述限位控制单元还包括限位安装架,其上端设有与顶杆相平行的伸缩缸,所述伸缩缸伸缩端设有连接块,所述直线驱动机与连接块连接,通过所述伸缩缸能够完成大量程的位置调节工作,通过所述直线驱动机完成物料的顶紧工作,使装置的位置调节更加迅速。
11.进一步的,位于间隙下方的架板上设有接料口,且接料口下端设有导料通道,所述导料通道下方设有接料盒,接料盒的设置,使得标记完成的物料收集完成时,能够通过更换物料盒的方式继续进行收集,使收集工作能够更加方便。
12.优选的,所述主架下端设有托板,所述接料盒通过连接装置滑动设于托板上,且通过抽拉式的动作完成物料盒的更换工作,保证物料盒的位置能够固定,避免物料盒移位导致的物料倾洒。
13.进一步优选的,所述导料通道的外壁密布有通风口,所述导料通道的外侧设有暖风机,使喷墨完成的物料在下落时即能够有效完成表面油墨的风干工作,使标记能够始终保持清晰状态。
14.如上所述的一种柱状颗粒物料的喷涂标识机构,所述主架外侧围设有密封板,且位于架板上方和下方的一侧均设有箱门,两箱门分别用于物料的添加及物料盒的收取工作。
15.如上所述的一种柱状颗粒物料的喷涂标识机构,其中的一种喷涂方法包括如下步骤:
16.(1)、将柱状颗粒物料添加至圆振盘内,通过控制面板启动机构运行;
17.(2)、物料在圆振盘作用下依次排列移动至出料滑道,同时,所述直线驱动机驱动顶杆移动至端部靠近出料滑道的出料口,需要说明的是,柱状颗粒物料在横置状态下呈首尾相接的状态移动;
18.(3)、物料首端移出出料口且由顶杆顶紧;
19.(4)、两侧喷码枪在竖直设置的条状喷墨口的作用下,分别在柱状颗粒物料的两侧喷涂一条弧状的标记细线,两侧的标记细线端部重合组成一圆环状的标记细线;
20.(5)、直线驱动机驱动顶杆朝向远离出料滑道的方向移动,且移动至顶杆端部与出料滑道出料口距离不小于柱状颗粒物料长度的位置;
21.(6)、物料失去顶紧作用,且受推动作用继续移动至从出料滑道的出料口掉落,直线驱动机驱动顶杆迅速复位至步骤(2)中的位置;
22.(7)、标记完成的物料由物料接取单元完成接取工作;
23.(8)、重复上述步骤(1)-(7)以连续完成物料的标记工作。
24.如上所述的一种柱状颗粒物料的喷涂标识机构,当标记不同型号的物料时,为使装置仍能够较好的完成标记工作,本发明还提供了标识机构的另一种喷涂方法,包括如下步骤:
25.(1)、将柱状颗粒物料添加至圆振盘内,通过控制面板启动机构运行;
26.(2)、物料在圆振盘作用下依次排列移动至出料滑道,同时,所述直线驱动机驱动顶杆移动至端部靠近出料滑道的出料口,需要说明的是,柱状颗粒物料在横置状态下呈首尾相接的状态移动;
27.(3)、物料首端移出出料口且由顶杆顶紧;
28.(4)、两侧喷码枪在竖直设置的条状喷墨口的作用下,分别在柱状颗粒物料的两侧喷涂一条弧状的标记细线,两侧的标记细线端部重合组成一圆环状的标记细线;
29.(5)、直线驱动机驱动顶杆朝向远离出料滑道的方向移动小段距离,重复步骤(4),根据需要设置顶杆的位移距离和位移次数,完成不同位置标记细线的喷涂工作;
30.(6)、直线驱动机驱动顶杆朝向远离出料滑道的方向移动,且移动至顶杆端部与出料滑道出料口距离不小于柱状颗粒物料长度的位置;
31.(7)、物料失去顶紧作用,且受推动作用继续移动至从出料滑道的出料口掉落,直线驱动机驱动顶杆迅速复位至步骤(2)中的位置;
32.(8)、标记完成的物料由物料接取单元完成接取工作;
33.(9)、重复上述步骤(1)-(8)以连续完成物料多处标记位置的标记工作。
34.本发明的有益效果在于:本发明为一种柱状颗粒物料的喷涂标识机构及其喷涂方法,物料沿出料滑道滑动至末端时,能够在顶杆的顶紧作用下停止移动,且由相对设置的两个喷码枪完成喷涂标记工作,标记完成的物料能够落至物料接取单元内,代替了人工画线的方式,解放了劳动力,大大提高了标识效率;同时,通过设置直线驱动机的动作,能够控制顶杆的动作(快速回收或逐级回收),以完成物料不同位置的标记工作,使得标记不同型号的物料时,装置仍能够较好的完成标记工作,增加了装置的适用性,有效提高了物料标记工作的工作效率,且顶紧装置设置为远离进料滑道至物料掉落后,能够迅速复位并顶紧下一物料,有效防止漏标记现象的产生。
附图说明
35.通过阅读下文优选实施方式的详细描述,本技术的方案和优点对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。
36.在附图中:
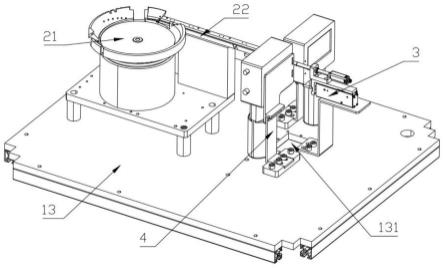
37.图1为实施例中喷涂标识机构的结构示意图;
38.图2为实施例中喷涂标识机构的内部结构示意图;
39.图3为实施例中喷涂标识机构各工作单元的位置示意图;
40.图4为图3的俯视图;
41.图5为图4中a部分的放大结构示意图;
42.图6为实施例中出料杆、顶杆及喷码枪的位置结构示意图;
43.图7为实施例中限位控制单元的结构示意图;
44.图8为实施例中喷涂标识单元的结构示意图;
45.图中各附图标记所代表的组件为:
46.1、主架;11、下箱门;12、上箱门;13、架板;131、接料口;2、进储料单元;21、圆振盘;22、直线导轨;23、出料杆;231、出料滑道;3、限位控制单元;31、限位安装架;32、伸缩缸;33、转接块;34、固定块;35、直线驱动机;36、顶杆;4、喷涂标识单元;41、限位块;42、支撑板;43、连接板;44、喷码枪;5、物料接取单元;51、导料通道;52、接料盒;6、控制面板。
具体实施方式
47.下面将结合附图更详细地描述本公开的示例性实施方式。
48.实施例
49.本实施例提供了一种柱状颗粒物料的喷涂标识机构及其喷涂方法,参见图1 和图2,包括竖直设置的主架1,所述主架1包括竖直设置的长方体状的支撑框架,所述支撑框架中部水平设有架板13,所述架板13上部两侧分别设有进储料单元2和限位控制单元3,所述进储料单元2和限位控制单元3间隙设置且间隙外侧设有喷涂标识单元4,间隙下方设有物料接取单元5,其中,所述进储料单元2用于柱状颗粒物料的储存和排列运输工作,排列好的物料能够在限位控制单元3和喷涂标识单元4的配合作用下,逐个完成喷涂标识工作,标记完成的物料能够落至物料接取单元5内,代替了人工画线的方式,解放了劳动力,大大提高了标识效率。
50.本实施例中,结合图3-图6,所述进储料单元2包括圆振盘21,这里所说的圆振盘21为圆柱振动盘,所述圆振盘21的出料端设有出料滑道231,柱状颗粒物料能够储存于圆振盘21内,且在圆振盘21作用下依次排列的沿出料滑道 231移动,所述限位控制单元3靠近出料滑道231的末端设置,方便控制物料沿出料滑道231的移动,进而配合喷涂标识单元4完成喷涂标识工作。
51.具体来说,所述圆振盘21出料端为一直线导向轨,经圆振盘21排列好的柱状颗粒物料能够呈横置状态的首尾相接状态沿直线导向轨向出料滑道231移动。
52.作为优选的,所述直线导向轨末端沿直线导轨22布置方向设有出料杆23,所述出料滑道231位于出料杆23中部,且出料滑道231为与柱状物料直径相配合的管道状,柱状物料在横置状态下沿出料滑道231移动时或受限位控制单元3 的限位作用时,能够始终位于出料滑道231内,进而保证了喷涂标识工作能够顺利进行,以及喷涂的位置能够准确无误。
53.本实施例中,结合图7,所述限位控制单元3包括限位安装架31,其呈z 字型结构且下端与架板13固定连接,上端水平设有伸缩缸32,所述伸缩缸32 的缸体部分与限位安装架31的上端固定连接,且缸体上端滑动设有转接块33,所述转接块33前端向下弯折且与伸缩缸32的伸缩杆连接,所述转接块33下端与固定块34连接,上端一侧水平设有直线驱动机35,另一侧设有顶杆36,且所述顶杆36与直线驱动机35传动连接,通过所述直线驱动机35驱动所述顶杆36 轴向往复移动,所述顶杆36与出料滑道231的布置方向相同,且高度相同,其一端与直线驱动机35连接,另一端指向出料滑道231的出料口,且与出料滑道 231出料口之间存在间隙,柱状物料在横置状态下,沿出料滑道231移动至首端漏出出料滑道231的出料口
一段距离时,能够受顶杆36的顶紧作用保持固定,配合喷涂标识单元4完成喷墨标记工作。
54.具体来说,所述限位固定架下端通过圆孔与架板13连接,且通过圆孔能够调节并固定其与进储料单元2的安装距离。
55.进一步的,所述伸缩缸32的布置方向与出料滑道231的布置方向平行,即与顶杆36相平行,通过所述伸缩缸32能够完成大量程的位置调节工作,通过所述直线驱动机35完成物料的顶紧工作,使装置的位置调节更加迅速。
56.本实施例中,结合图8,所述喷涂标识单元4包括限位块41,其下端与架板 13连接,上端设有竖直的支撑板42,所述支撑板42上端设有竖直的连接板43,所述连接板43一侧设有喷码枪44,通过所述喷码枪44完成喷墨标记工作。
57.进一步的,所述喷涂标识单元4设有两组,两组所述喷涂标识单元4的喷码枪44相对设置,且两个所述喷码枪44的喷墨口分别位于出料滑道231出料口与顶杆36外端之间间隙的两侧,所述喷墨口的形状包括竖直的条状,柱状物料呈横置状态沿出料滑道231滑动至末端时,能够在顶杆36的顶紧作用下停止移动,且由相对设置的两个喷码枪44完成喷涂标记工作,标记完成后直线驱动机35 驱动顶杆36远离出料滑道231,柱状物料失去顶紧作用能够继续移动并掉落至下方的物料接取单元5内,且顶杆36设置为远离出料滑道231至柱状物料掉落后,迅速复位并顶紧下一物料,防止漏标记现象的产生,同时,喷码枪44相对设置有两个,且所述喷墨口形状为竖直条状的设计方式,使两侧喷码枪44在进行喷涂工作时,墨水能够呈一竖直直线喷出,在柱状颗粒物料的两侧分别形成一半圆弧,两个半圆弧组成一圆形标记细线,使人们能够在任意角度区分产品是否被标记,有效增加了标记效果。
58.进一步的,所述支撑板42下端通过长圆孔与限位块41连接,上端通过长圆孔与连接板43连接,所述连接板43通过长圆孔与喷码枪44连接,通过上述的三种长圆孔的连接方式,能够调节喷码枪44喷墨口的高度、与柱状颗粒物料的间距以及与出料滑道231出料端平面的距离,使喷墨工作更加准确高效。
59.本实施例中,所述出料滑道231出料口与顶杆36外端之间间隙下方的夹板上设有接料口131,所述物料接取单元5包括接料口131下端设置的导料通道51,所述导料通道51下方设有接料盒52,接料盒52的设置,使得标记完成的物料收集完成时,能够通过更换物料盒的方式继续进行收集,使收集工作能够更加方便。
60.优选的,所述主架1下端具体为支撑框架下端横置设有托板,所述接料盒 52通过连接装置滑动设于托板上,且通过抽拉式的动作完成物料盒的更换工作,保证物料盒的位置能够固定,避免物料盒移位导致的物料倾洒。
61.进一步优选的,所述导料通道51的外壁密布有通风口,所述导料通道51 的外侧设有暖风机(图未示),使喷墨完成的物料在下落时即能够有效完成表面油墨的风干工作,使标记能够始终保持清晰状态。
62.本实施例中,所述主架1外侧围设有密封板,且位于架板13上方和下方的一侧均设有箱门,其中位于上方的箱门为上箱门12,用于物料的添加工作,位于下方的箱门为下箱门11,用于物料盒的收取工作。
63.进一步的,所述上箱门12上还设有控制面板6,所述进储料单元2、限位控制单元3和喷涂标识单元4均与控制面板6通讯连接且能够通过控制面板6控制工作。
64.本实施例中,所述喷涂标识机构的其中一种喷涂方法包括如下步骤:
65.(1)、将柱状颗粒物料添加至圆振盘21内,通过控制面板6启动机构运行;
66.(2)、物料在圆振盘21作用下依次排列移动至出料滑道231,同时,所述直线驱动机35驱动顶杆36移动至端部靠近出料滑道231的出料口,需要说明的是,柱状颗粒物料在横置状态下呈首尾相接的状态移动;
67.(3)、物料首端移出出料口且由顶杆36顶紧;
68.(4)、两侧喷码枪44在竖直设置的条状喷墨口的作用下,分别在柱状颗粒物料的两侧喷涂一条弧状的标记细线,两侧的标记细线端部重合组成一圆环状的标记细线;
69.(5)、直线驱动机35驱动顶杆36朝向远离出料滑道231的方向移动,且移动至顶杆36端部与出料滑道231出料口距离不小于柱状颗粒物料长度的位置;
70.(6)、物料失去顶紧作用,且受推动作用继续移动至从出料滑道231的出料口掉落,直线驱动机35驱动顶杆36迅速复位至步骤(2)中的位置;
71.(7)、标记完成的物料由物料接取单元5完成接取工作;
72.(8)、重复上述步骤(1)-(7)以连续完成物料的标记工作。
73.本实施例还提供了所述喷涂标识机构的另一种喷涂方法,使标记不同型号的物料时,装置仍能够较好的完成标记工作,该喷涂方法包括如下步骤:
74.(1)、将柱状颗粒物料添加至圆振盘21内,通过控制面板6启动机构运行;
75.(2)、物料在圆振盘21作用下依次排列移动至出料滑道231,同时,所述直线驱动机35驱动顶杆36移动至端部靠近出料滑道231的出料口,需要说明的是,柱状颗粒物料在横置状态下呈首尾相接的状态移动;
76.(3)、物料首端移出出料口且由顶杆36顶紧;
77.(4)、两侧喷码枪44在竖直设置的条状喷墨口的作用下,分别在柱状颗粒物料的两侧喷涂一条弧状的标记细线,两侧的标记细线端部重合组成一圆环状的标记细线;
78.(5)、直线驱动机35驱动顶杆36朝向远离出料滑道231的方向移动小段距离,重复步骤(4),根据需要设置顶杆36的位移距离和位移次数,完成不同位置标记细线的喷涂工作;
79.(6)、直线驱动机35驱动顶杆36朝向远离出料滑道231的方向移动,且移动至顶杆36端部与出料滑道231出料口距离不小于柱状颗粒物料长度的位置;
80.(7)、物料失去顶紧作用,且受推动作用继续移动至从出料滑道231的出料口掉落,直线驱动机35驱动顶杆36迅速复位至步骤(2)中的位置;
81.(8)、标记完成的物料由物料接取单元5完成接取工作;
82.(9)、重复上述步骤(1)-(8)以连续完成物料多处标记位置的标记工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1