印字建筑用面材的制作方法
印字建筑用面材
1.本技术是申请人为“吉野石膏株式会社”、发明名称为“印字建筑用面材”、申请日为“2019年07月26日”、申请号为“201980083003.7”这一母案申请的分案申请。
技术领域
2.本发明涉及一种印字建筑用面材。
背景技术:
3.作为形成建筑物的地板及墙壁、顶棚等的建筑用面材,使用石膏板或合板等各种面材料。通过用螺钉或钉子等进行固定,将建筑用面材固定在柱子及间柱上。例如,作为防火性能达到建筑基准法中规定的准耐火结构标准的结构,可以举出符合住宅金融支援机构的规定标准的结构,作为达到部级条例(ministerial ordinance)准耐火结构的住宅的特征,可以举出防止自外部的蔓延燃烧、各室防火、向其他房间的蔓延燃烧迟延。在该部级条例准耐火结构(木构架工法(wooden frame work method)、木构架组合墙壁工法(two by four method))的标准中,例如,关于在间柱上固定石膏板的方法,针对石膏板周边部及中间部,分别制定有钉子等的规定加固间隔。因此,通过在建筑用面材上预先印上用于表示钉子等的加固位置的标记,到了现场就不受熟练程度的约束,作业人员能够将建筑用面材按照规定间隔精准、高效地固定在间柱等上。
4.历来而言,对建筑用面材打印标记时,从制造成规定尺寸并通过升降机等被堆积起来的建筑用面材中逐一取出面材,再利用喷墨打印机(inkjet printer)或喷射等打印标记的方法进行。由于是对已被制造成规定尺寸的建筑用面材进行标记打印,因此在俯视下呈矩形的建筑用面材上,例如能够从其边端开始空出容许间距(通常为10mm至20mm程度)并打印最初的标记,然后可沿着与长边平行的直线按照规定间隔打印标记。在此,标记除了十字或点之外,还包括格状的纵横线。可将格状的格点作为钉子等的加固位置,而在采用格状线的情况下,可从端边开始空出容许间距,并与端边平行地打印最初的线。
5.在此,作为具有格状线的方式,现已提出一种印有方眼纸状图案的方格石膏板(例如,参照专利文献1)。另外,还有一种将板材的长边及短边分别分成相等的任意数的多个等分分割划线,并且以能够分别判别其等分数的状态明确示出分割线,再以板材的长边或短边作为基准做出纵横相正交的标示的板材(例如,参照专利文献2)。
6.《现有技术文献》
7.《专利文献》
8.专利文献1:实用新型公开昭63-51012号公报
9.专利文献2:实用新型公开平5-66138号公报
技术实现要素:
10.《本发明要解决的问题》
11.然而,根据上述方法,从堆积起来的建筑用面材中逐一取出面材,沿着与长边平行
的直线按照规定间隔打印标记之后将其归放至堆积中,然后从堆积中取出其他面材再同样打印标记,需要大量的时间和劳力,因此被要求加以改善。
12.对此,已有人提出在建筑用面材的生产线的上游位置,按照预先规定的间隔打印标记的制造方法。根据这种制造方法,能够改善从制造后被堆积起来的建筑用面材中逐一提取面材并打印标记,再将其归放至堆积所需的作业时间。
13.在此,从建筑用面材中举出石膏板,概述其制造方法的流程,同时还就其生产线的上游位置进行说明。制造石膏板时,首先,在被连续搬送的底纸(板用原纸)的上面堆积石膏泥浆(slurry),沿着分别形成在底纸两端缘部的刻线,以包裹所述石膏泥浆的方式折叠所述底纸,并在所述石膏泥浆层之上覆盖以相同速度被搬送的顶纸(板用原纸),再使其通过可决定石膏板厚度及宽度的成型机,制作出成型体。在传送带等上搬送成型体的过程中,石膏泥浆中的烧石膏因水合反应而硬化,通过使用粗切割机(旋转切刀)等对硬化的成型体进行粗切割,制作成粗切割体。将粗切割体搬入干燥机(烘干机)内进行强制性干燥之后,通过裁断机(筛分机:sizer)等裁断成产品尺寸,制造成石膏板。将制造完的石膏板,如上所述,使用升降机等堆积起来进行保管。
14.上述生产线的上游位置,例如是指在制作成型体的前阶段,连续搬送底纸及顶纸的阶段等,至少是粗切割工序之前的阶段。例如,可以在连续搬送底纸及顶纸的路经的规定位置,设置单个或多个喷墨打印机等,利用可根据底纸等的搬送速度和规定的时间间隔来进行on控制的喷墨打印机,按照规定间隔在连续搬送的底纸及顶纸上打印标记。通过使用至少在粗切割工序之前的阶段已打印完标记的底纸及顶纸来制作成型体,从而能够制作成表面上或表背两面上按照规定间隔打印有标记的石膏板。
15.如上所述,通过在生产线的上游位置,在建筑用面材的表面按照规定间隔打印标记,能够改善从制造后被堆积起来的建筑用面材中逐一取出面材打印标记,再将其归放至堆积中所需要的作业劳力时间。
16.然而,根据这种在建筑用面材生产线的上游位置预先按照规定间隔打印一种标记的制造方法中,除了裁断成产品长度的位置恰好是标记位置的情况之外,裁断后的建筑用面材的端边与最初标记之间的距离必定会比规定间隔短。因此,在这种情况下,除了按照规定间隔使用钉子等进行钉固之外,还要在端边(与其相距10mm至20mm程度的内侧位置)及最初标记之处分别使用钉子等进行钉固。在这种情况下,相比于规定间隔起始于面材端边的情况,或者在与端边空开容许间距的位置上但因标记之后再按照规定间隔打印标记的情况而言,进行钉固所需要的钉子等固定元件的数量有会增多1个。
17.就上述情况,参照图1进行说明。图1是表示并列设置两张建筑用面材并使用钉子进行钉固后的状态的正面图,该两张建筑用面材则是通过采用在生产线的上游位置按照规定间隔打印一种标记并按产品长度进行裁断的制造方法制造成的产物。在图1中,
○
表示打印出的标记,+表示被钉固的钉子。在打印的标记上钉固有钉子之处,则表示为
○
中附加+,在未打印标记的位置钉固有钉子之处仅表示为+。
18.该图中,左侧的印字建筑用面材是按产品长度进行裁断的位置在恰好的位置的情况的例子。在与上端(端边)空开作为容许间距的10mm的位置上印有最初的标记,随后,在作为规定间隔的200mm的位置上印有标记,并在与下端空开作为容许间距的10mm的位置上印有标记。并且,每一列的标记数是10个,所有的标记上都钉固有钉子,因此钉子数也是10个。
19.相对而言,图中右侧的印字建筑用面材上,在与上端(端边)的距离例如超过容许间距的60mm的位置上印有最初的标记,随后,在作为规定间隔的200mm的位置上印有标记,然而,最后的钉子必须要钉在与端部空开作为容许间距的10mm的位置上,因此,该最后的钉子与其前一个钉子之间的间隔是150mm,而非200mm。从而,每一列的标记数虽然是9个,但钉固的钉子数却是11个,钉子的数量比图中左侧的建筑用面材多出1个。
20.此外,对图1中左右侧的建筑用面材进行比较,显然可见端边与最初标记之间的间隔并非一定是相同距离。因此,例如像图1中右侧的建筑用面材那样,建筑用面材端边附近的钉子等的间隔与其他区域出现不均,会有一部分以不同间隔钉固的钉子等,换言之,并非是所有的钉子等都会按照规定的间隔被整齐钉固,由此会导致对规定间隔的钉子等的钉固进行确认时的施工管理难度增加。并且,由于各建筑用面材上进行钉固的相对位置不同,因此更需作业人员耗费劳力和时间。
21.并且,在上述这种建筑用面材的相对加固位置不同的情况下,无法对应在相对于建筑用面材的短边平行的基底材上钉固面材的需求。具体而言,例如,相对于垂直的基底材,横向或纵向铺设建筑用面材时,无法对应具有托架及横梁等的任一类情况。
22.另一方面,在从制造后堆积起来的建筑用面材中逐一取出面材并打印标记的情况下,能够在与建筑用面材端边空开规定间隔的位置上或者与端边空开容许间距的位置上打印标记,其后,按照规定间隔打印标记。这种标记打印方法的情况下,建筑用面材的相对加固位置相同,面材之间不会出现加固位置的偏差。
23.在这种建筑用面材的相对加固位置相同的情况下,还能够对应在相对于建筑用面材的短边平行的基底材上进行钉固的需求。
24.在上述石膏板的制造方法中,使用裁断机等对已硬化的成型体进行裁断,制作成裁断体,而在预先就打印有规定间隔的标记的情况下,则是在传送带等上搬送的过程中对粗切割体进行裁断,因此,制作成的裁断体中可能会存在端边至最初标记的间距小于规定间隔的裁断体。在这种情况下,会出现前文所述的问题,因此,在生产线的上游位置(粗切割工序之前的工序)预先打印标记的方法中也存在其特有的问题。
25.鉴于上述问题,开发出了本发明,其目的在于提供一种印字建筑用面材,无论在制造过程的裁断工序中对其任何部位进行切断,其最初的印字都会位于与俯视下的矩形的端边空开容许间距的位置,并且预先按照规定的间隔沿着与长边平行的直线设有印字。
26.《用于解决问题的手段》
27.为了达成上述目的,本发明的印字建筑用面材的一个方式为,在俯视下呈矩形的建筑用面材的宽幅面上,具有通过沿着与所述矩形的第一边或第二边平行的至少1条直线,将多个印字按照规定顺序彼此间空开规定的特定的第一间隔进行排列以形成一个字符串组,并多周期设置所述字符串组而形成的印字列。
28.《发明的效果》
29.根据本发明的一个方式的印字建筑用面材,能够提供一种无论在制造过程的裁断工序中对其任何部位进行裁断,其最初的印字都会位于与俯视下的矩形的端边空出容许间距的位置,并且预先按照规定的间隔沿着与长边平行的直线设有印字的印字建筑用面材。此外,使用本方式的建筑用面材时,如下文所述,不受作业人员的熟练程度的限制,能够精确且高效率地对固定元件进行钉固。并且,按照规定的间隔被钉固的各固定元件,由于是按
照规定间隔被整齐钉固,因此对规定间隔的固定元件的钉固状态进行确认时的施工管理极为容易。
附图说明
30.图1是表示并列设置通过采用在生产线上游位置按照规定间隔打印一种标记并裁断成产品长度的制造方法所制造成的两张建筑用面材,并使用钉子钉固的状态的正面图。
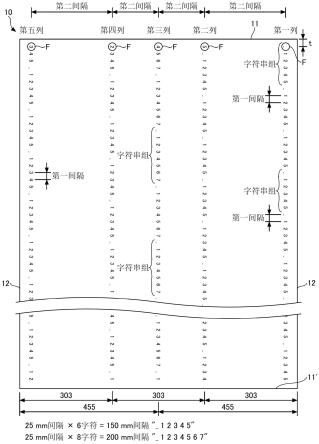
31.图2是表示实施方式的印字建筑用面材的一例的平面图。
32.图3是说明将实施方式的印字建筑用面材固定在基底材上的方法的图。
33.图4是表示第一变形例的印字建筑用面材的一例的平面图。
34.图5是表示第二变形例的印字建筑用面材的一例的平面图。
35.图6是表示实施方式的印字建筑用面材的制造方法的流程图。
具体实施方式
36.以下,关于实施方式的印字建筑用面材,参照附图进行说明。需指明的是,本说明书及附图中,对实质上相同的结构要素采用相同符号,并省略重复说明。
37.[实施方式的印字建筑用面材]
[0038]
首先,参照图2及图3,关于实施方式的印字建筑用面材的一例进行说明。在此,图2是表示实施方式的印字建筑用面材的一例的平面图,图3是说明将实施方式的印字建筑用面材固定在基底材上的方法的图。在以下说明中,作为印字建筑用面材以石膏板为例,而印字建筑用面材除了石膏板之外,还可以是硅酸钙(calcium silicate)板、塑合板(particle board)、硬板(hard board)、合板、结构用合板(structural plywood)等。
[0039]
图示的印字建筑用面材10是宽幅面在俯视下呈矩形(长方形)的石膏板,具有一对短边11、11’(第一边的一例)及一对长边12(第二边的一例),例如由短边、长边、厚度为910mm
×
1820mm
×
9.5mm的准不燃材料,或910mm
×
1820mm(2420mm、2730mm)
×
12.5mm的不燃材料等形成。在此,以石膏板的宽度为910mm的情况为例进行说明,但石膏板的宽度并不限定于910mm,还可以是宽度606mm或宽度1000mm、宽度1220mm等。此外,关于石膏板的长度及厚度也无特别限定。在此,石膏板除了一般的石膏板之外,还包括强化石膏板、普通硬质石膏板、含玻璃纤维无纺布的石膏板、玻璃毡石膏板等。
[0040]
如图3所示,相对于间柱等的基底材20,以长边12与基底材20平行的方式设置印字建筑用面材10,并使用螺钉及钉子、u字钉(staple)等固定元件加以钉固。在此,可将印字建筑用面材10以其短边11、11’与基底材20平行的方式进行设置及固定,印字建筑用面材10的宽幅面的平面形状亦可为正方形。
[0041]
图示的印字建筑用面材10中,在其宽幅面的至少表面或背面,沿着与长边12平行的第一列至第五列的五个直线,空开第一间隔并按照规定的顺序排列多个印字而形成一个字符串组,并多周期重复打印所述字符串组而形成一个印字列。在此,“第一间隔”是印字的芯间距离。另外,以下所述的“第二间隔”是各印字列间的距离,或者是建筑用面材的长边与印字列之间的距离,也是钉固建筑用面材10时相邻的基底材20之间的芯间距离。并且,该字符串组包括数字顺序、字母顺序、平假名顺序、片假名顺序、图画符号顺序、记号顺序、图形顺序、汉字顺序、专用名词字母、专用名词平假名、专用名词片假名、专用名词汉字等。另外,
如图3所示,还包括数字顺序及其开头的连字符(hyphen)的组合等。此外,通过按每个印字改变颜色,会使字符串组的印字更容易识别。
[0042]
在此,“至少表面或背面”之意为,除了包括仅在表背2个宽幅面当中的用于钉固固定元件的表面或背面上打印有印字的方式之外,还包括在表面及背面的两者上都打印有对应的印字的方式。例如,在单层铺设的情况下,仅在宽幅面中的用于钉固固定元件的表面或背面上打印有印字即可,而在双层铺设的情况下,上层的建筑用面材10的不用钉固固定元件的面,即另一面会被作为黏着剂涂敷面,以印字作为标记涂敷黏着剂,因此优选在宽幅面的表背两面都打印有印字。
[0043]
例如以印字建筑用面材10的宽度为910mm的情况为例,为了能够对应间柱等基底材的间隔为303mm以及455mm的两种情况,打印有由多个字符串组构成的第一列至第五列的印字列。在对应基底材间隔303mm的情况时,第一列、第二列、第四列及第五列的由多个字符串组构成的印字列可用于钉固固定元件。另一方面,在对应基底材间隔455mm的情况时,第一列、第三列及第五列的由多个字符串组构成的印字列可用于钉固固定元件。如上所述,具有与多个基底材间隔相应的字符串组经多周期重复设置而成的印字列的建筑用面材10,其能够对应多个基底材间隔而为佳选,也可以是仅具备与各基底材间隔对应的字符串组经周期性重复打印而成的印字列的建筑用面材,例如,可以是仅具备由周期性重复的字符串组形成的一列印字列的建筑用面材。
[0044]
就图示例而言,其中第一列、第二列、第四列及第五列中,由底线(“_”)及1至5的数字组成的共6个印字按照印字芯间距离(第一间隔的一例)25mm被依序排列形成了一个字符串组,并沿着与长边12平行的1条直线多周期重复打印所述字符串组而形成了印字列。在此,一个字符串组的长度为25mm
×
6=150mm。
[0045]
另一方面,第三列中,由底线(“_”)及1至7的数字组成的共8个印字按照印字芯间距离25mm被依序排列形成了一个字符串组,并沿着与长边12平行的1条直线多周期重复打印所述字符串组而形成了印字列。在此,一个字符串组的长度为25mm
×
8=200mm。
[0046]
作为印字的芯间距离的第一间隔,被设定在5mm至50mm的范围,优选为10mm至30mm的范围。而这些可以是与例如作为固定元件的钉固间隔基准的100mm以下、150mm以下、200mm以下及300mm以下等情况对应zhi的值。在此,考虑到与下述字符串组的长度的关系,选择小于45mm的值。另外,根据面材长度,一个字符串组的长度被设定在45mm至333mm的范围。在此,45mm是与上述固定元件的钉固间隔基准相应的值,也是固定元件的钉固间隔的最小值。并且,333mm是考虑到对应公尺模数(meter module)的值。固定元件的钉固间隔基准被设定为规定间隔“以下”,为了避免钉固失败等导致成为大于规定间隔的值,有时会将这些间隔及字符串组长度设定为规定间隔以下。此外,各列间的间隔(第二间隔的一例)被设定在100mm至1220mm的范围。
[0047]
在各列上钉固固定元件时,若将起始于一侧短边11(端边)的最初的印字f作为固定元件的最初加固位置,则从短边11至最初的印字f的间隔t将被限制在第一间隔的范围5mm至50mm之内。即,在生产线的裁断工序中,无论在任何位置对成型体等进行裁断,从短边11至最初的印字f的间隔t既定是在第一间隔范围内。因此,建筑用面材之间的加固位置的相对偏差也既定是在第一间隔范围内。在此,由个别的喷墨打印机等打印各列印字,因此,各列的间隔t可能彼此间存在微小的差异,然而全部列的加固位置的相对偏差既定是在第
一间隔范围内的情况不变。
[0048]
例如,在第一列中,从短边11开始的最初的印字f是底线(“_”)。在此,如图3所示,在第一列中,将作为最初的印字f的底线(“_”)设定为固定元件的最初的加固位置,并将此后的字符串组中作为共同字符t的底线(“_”)分别设定为固定元件的加固位置,由此能够自动地在彼此距离为字符串组长度150mm的位置上(以150mm的间隔)钉固固定元件。即,在第一列中,以与最初的印字f一致且作为各字符串组中共同字符t的底线(“_”)成为固定元件的加固位置。
[0049]
此外,在第二列中,从短边11开始的最初的印字f是“4”,通过将全部“4”作为共同字符t并作为固定元件的加固位置,能够自动按照200mm的间隔钉固固定元件。另外,在第五列中,从短边11开始的最初的印字f是“3”,通过将全部“3”作为共同字符t并作为固定元件的加固位置,能够自动按照150mm的间隔钉固固定元件。
[0050]
此外,还可以设置无印字的空格
“□”
来代替底线(“_”)。与作为印字仅排列有数字的字符串组相比,通过在字符串组的开头或末尾配置如图中例示的底线(“_”)或无印字的空格
“□”
,容易识别区分周期性排列的字符串组中的各字符串组,也容易从各字符串组中检测出共同的印字。此外,例如还可以在印字建筑用面材10的第一列等中,以“0”代替底线(“_”),形成仅由数字构成的字符串组。
[0051]
在此,作为最初的印字f,并非定要使用从短边11开始的最初的印字,在第一间隔较窄的情况下,例如也可以将从短边11开始的第二个印字设定为最初的印字f,并在此后的字符串组中将与所述最初的印字f共同的字符t设定为加固位置。
[0052]
例如,在单层铺设根据省部级条例规定的准耐火(轴组)墙壁的情况下,由于周边部和中间部的固定元件的钉固间隔均被规定为150mm以下,因此,按照基底材间隔303mm对所述墙壁进行施工时,可以使用图2及3中的第一列、第三列及第五列的字符串组长度均为150mm的印字建筑用面材(未图示)。相对而言,在同样单层铺设根据省部级条例规定的准耐火(轴组)顶棚的情况下,由于周边部及中间部的固定元件的钉固间隔分别被规定为150mm以下、200mm以下,因此,能够使用图2及图3中所示的印字建筑用面材10。
[0053]
如上所述,根据图示的印字建筑用面材10,能够提供无论在制造过程的裁断工序中对其任何部位进行裁断,其最初的印字f均位于与俯视下的矩形的端边(短边11)空开容许间距的位置,并且从最初的印字f开始已预先按照规定的间隔成列设有印字的印字建筑用面材10。
[0054]
另外,通过将印字建筑用面材10的例如最初的印字f及与所述印字f相同的印字设定为固定元件的加固位置,并在各加固位置上钉固固定元件,能够使建筑用面材间的加固位置的相对偏差也成为第一间隔范围内的值,因此,作业人员可以不受熟练程度的限制,而能够相对基底材20精确高效地钉固固定元件。此外,按照规定间隔被钉固的各固定元件呈规定间隔的整齐钉固状态,因此,对规定间隔的固定元件的钉固状态进行确认时的施工管理极为容易。此外,还能够对应在与建筑用面材的短边平行的基底材上进行钉固的情况。
[0055]
<第一变形例的印字建筑用面材>
[0056]
以下,参照图4,说明第一变形例的印字建筑用面材。图4是表示第一变形例的印字建筑用面材之一例的平面图。
[0057]
图示的印字建筑用面材10a上,有
“□”
、
“☆”
等6个图画符号按照规定顺序构成一
个字符串组,并多周期重复设置有所述字符串组。另外,印字建筑用面材10a上,例如在按照150mm的间隔钉固固定元件的第一列及第二列等中,图画符号的第一间隔为25mm,而在按照200mm的间隔钉固固定元件的第三列中,图画情符号的第一间隔为33mm。如上所述,根据建筑用面材10a,通过将构成字符串的印字数设成相同数但将印字间的间隔(第一间隔)设成不同距离,能够对应不同的钉固间隔。
[0058]
<第二变形例的印字建筑用面材>
[0059]
以下,参照图5,说明第二变形例的印字建筑用面材。图5是表示第二变形例的印字建筑用面材之一例的平面图。
[0060]
图示的印字建筑用面材10b中概括表示了多种印字方式。第一列的字符串由“_
よしの”
构成,第二列的字符串由“_
ボード”
构成,第三列的字符串由“_
せっこうボード”
构成,第四列及第五列的字符串由“_board”构成。在此,可将所有的列统一为“_
よしの”
等平假名专用名词,亦可统一为
“せっこうボード”
等平假名与片假名的专用名词,还可以统一为“_board”等字母专用名词。此外,在此虽然省略了图示,也可以按照a、b、c
···
等字母顺序构成字符串。
[0061]
[印字建筑用面材的制造方法之一例]
[0062]
以下,参照图6,说明印字建筑用面材的制造方法之一例。图6的流程图表示实施方式的印字建筑用面材的制造方法。在此,使用连续成型机(未图示)实施所述制造方法。
[0063]
首先,在制造方法的第一步骤s1中,进行印字工序。在同速连续搬送底纸(板用原纸)及顶纸(板用原纸)的搬送路中途,例如在与用于打印字符串组的5列对应的位置,设置有喷墨打印机。仅在与建筑用面材的表面对应的底纸上进行印字的情况下,在搬送路的下方设置喷墨打印机,在建筑用面材的表背两面都进行印字的情况下,则在搬送路的上下方都装设喷墨打印机。喷墨打印机相对于连续搬送的底纸及顶纸,根据底纸等的搬送速度及规定时间间隔来进行on控制。通常,使用石膏板时以底纸侧作为表面,以顶纸侧作为背面。
[0064]
在连续搬送底纸等的过程中,用喷墨打印机多周期性重复打印图2等中示出的印字的字符串组。
[0065]
另一方面,在作为第二步骤s2的混合搅拌工序中,在混合搅拌机(主要为搅拌器)中对烧石膏、水、应需加入的黏着剂、其他各种添加剂进行搅拌混合,制作成均质的石膏泥浆。在此,作为烧石膏,可以使用天然石膏、副产石膏及排烟脱硫石膏等的单体,或在大气中或水中(包括蒸气中)对混合的石膏进行烧成而获得的β型、α型半水石膏的单体或这些的混合材料。另外,作为黏着剂,例如可以举出淀粉、聚乙烯醇(poval)、cmc(carboxymethyl cellulose,羧甲基纤维素)。此外,作为各种添加剂,例如可以举出各种减水剂、硬化调整剂、防水剂、补强纤维及轻质骨材(lightweight aggregate)等。
[0066]
在底纸等上进行印字之后,在作为第三步骤s3的成型工序中,在连续搬送的底纸(板用原纸)的上面堆积石膏泥浆,并以包裹所述石膏泥浆的方式,沿着分别形成在底纸两端缘部的刻线折叠所述底纸,并在所述石膏泥浆层之上覆盖以同速度搬送的顶纸(板用原纸),再通过可以决定石膏板的厚度及宽度的成型机进行成型。通过上述的成型处理,能够制作成成型体。在成型体被传送带等搬送的工程中,石膏泥浆中的烧石膏产生水合反应而发生硬化。
[0067]
然后,在作为第四步骤s4的粗切割工序中,利用传送带或搬送辊,将制作成的成型
体搬送到粗切割机(旋转切刀),并利用粗切割机进行粗切割。例如,能够制作成长度略小于6000mm程度的粗切割体,其略微大于单个的长边长度为1820mm的3个单体之合。
[0068]
然后,在作为第五步骤s5的干燥工序中,将粗切割体搬送到干燥机(烘干机)内,进行强制干燥。在此,从粗切割工序的粗切割机(旋转切刀)到干燥机之间,可以根据装置的配置等,增设例如由返转机(反向器)对板面的上下方向进行返转的工序,由搬送辊或搬送带进行搬送的工序。
[0069]
并且,在作为第六步骤s6的裁断工序中,由搬送带等将干燥后的粗切割体搬送到裁断机(筛分机),并由所述裁断机(筛分机)将粗切割体裁断成产品尺寸。在上述例中,粗切割面较为粗糙,相对于建筑用面材的宽幅面并非垂直,因此,对粗切割体的两端部进行稍微切割,制作成3张除去了两端切割片的长边长度为1820mm的产品。
[0070]
在裁断工序中制造的产品,例如是图2所示的印字建筑用面材10,能够制造成在生产线上即已完成印字的建筑用面材10。
[0071]
在作为第七步骤s7的堆积工序中,使用升降机等将制造成的规定张数的印字建筑用面材10堆放整齐,收放到仓库中。
[0072]
如上所述,能够使用连续成型机,在进行成型工序的区域的上游位置进行印字,在生产线上制造印字建筑用面材10。
[0073]
由此,能够节省采用从堆积起来的建筑用面材中逐一取出面材,并沿着与长边平行的直线按照规定间隔打印标记之后归放至堆积中,再从堆积中取出其他面材同样打印标记的制造方法时所需的庞大的时间及劳力,能够以更高的制造效率制造出印字建筑用面材10。
[0074]
另外,印字工序并不限定于图6所示的混合搅拌工序的前段,例如还可以在成型工序及粗切割工序之间进行,此情况下,在生产线的上游位置进行印字工序的环节不会变。
[0075]
相对于上述实施方式中举出的结构例等,还可以采用组合其他结构要素等的其他实施方式,并且,本发明并不限定于在此示出的结构。关于这一点,可以在不脱离本发明的趣旨的范围内进行变更,可以根据其应用方式适当决定。
[0076]
本国际申请基于2018年12月21日提出的日本国专利申请第2018-239480号请求优先权,并引用该国际申请的全部内容。
[0077]
符号说明
[0078]
10、10a、10b印字建筑用面材(建筑用面材)
[0079]
11短边(第一边、端边)
[0080]
12长边(第二边)
[0081]
20基底材(间柱)
[0082]
f最初的印字
[0083]
t共同字符
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1