一种自动管件气动打标机的制作方法
本发明涉及打标机,特别涉及一种用于管类的全自动管件气动打标机。
背景技术:
1、目前的气动打标有一定优势:一是刻码深,码不容易被损坏,标识有效时间长;二是可以刻数字、字母、符号等信息,方便对标识进行识别;三是气动打标速度快,可在短时间内完成对管件的标识,不会影响生产进度。目前很多管类物资需要这样的标识,例如油管、套管等。
2、而目前使用的气动打标是手动打标机、半自动打标机,在工作使用时需要人工进行扶持工件、效率低,适用于少量物资的代码标识,不适应流水线作业。
3、如何能够提高气动打标机的工件投放速度,实现管件类产品全自动自动化连续供料打标,进一步解放人力提高产能,降低工人劳动强度,一直是气动打标机作业的一个难点。
技术实现思路
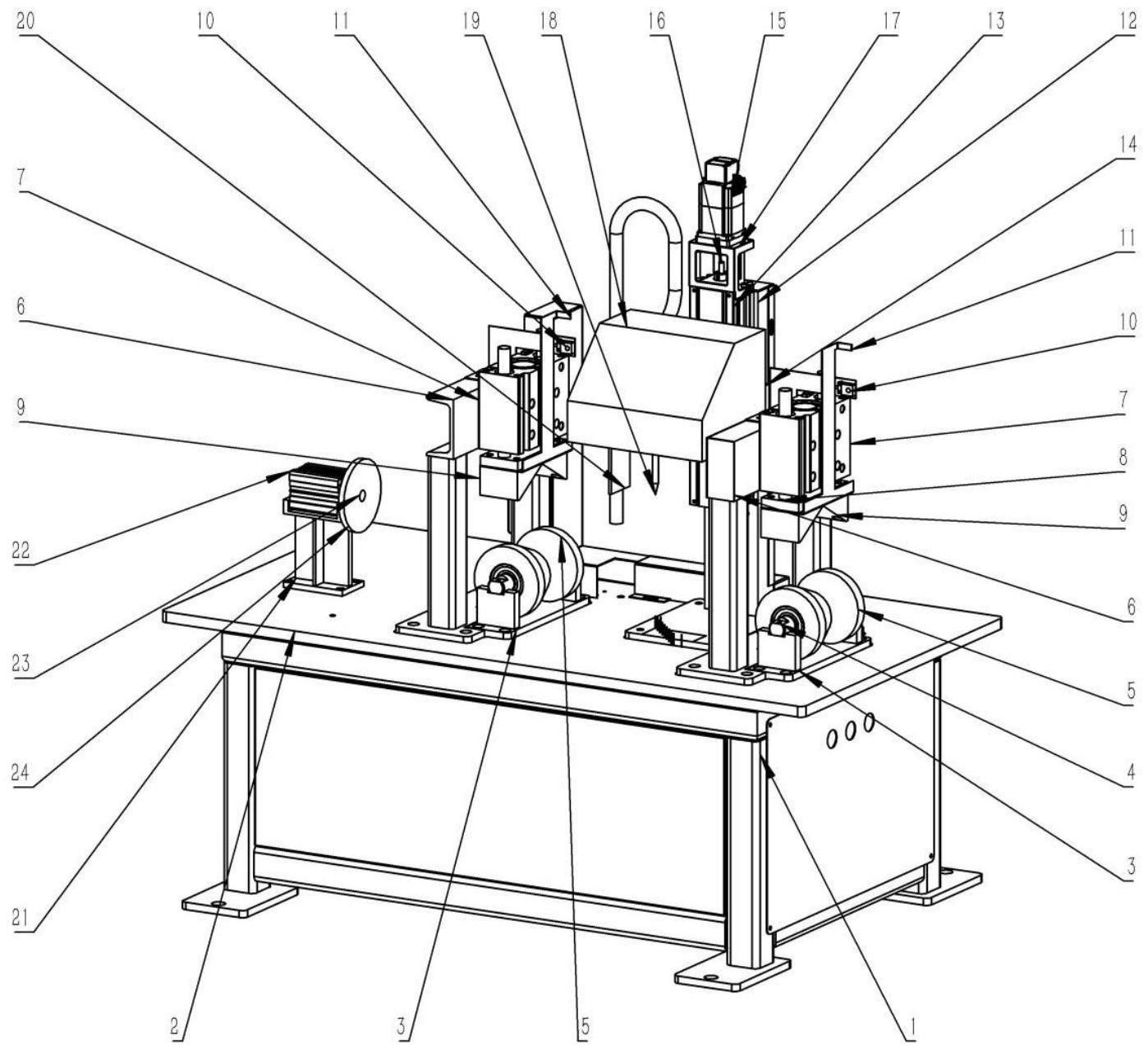
1、本发明的目的在于提供一种自动管件气动打标机,以解决上述背景技术中提出现有的问题。为实现上述目的,本发明提供如下技术方案:一种自动管件气动打标机,包括打标机底座、打标机头,其特征在于所述的打标机底座上安装有导向装置、夹持装置、自适应高度打标装置、限位装置;
2、所述的导向装置包括导向轮安装支架、导向轮和导向轮轴,所述的导向轮通过导向轮轴安装在所述的导向轮安装支架上;
3、所述的夹持装置包括夹持气缸安装支架、夹持气缸、夹持气缸活塞杆、夹持v型铁、接近开关和管径感应板,所述的夹持气缸安装在夹持气缸安装支架上,所述的夹持气缸的夹持气缸活塞杆下端固定安装有夹持v型铁,所述的夹持气缸安装支架上端固定安装有管径感应板;
4、所述的自适应高度打标装置包括直线模组安装支架、直线模组、滑块移动板、伺服电机、联轴器和电机座,所述的直线模组固定安装在直线模组安装支架上,所述的直线模组上的滑块移动板可以随着伺服电机的转动上下移动,所述的直线模组的电机座固定安装有伺服电机,所述的直线模组与伺服电机通过联轴器连接。
5、所述的限位装置包括限位气缸安装支架、限位气缸和限位挡板,所述的限位气缸安装支架上固定安装有限位气缸,所述的限位气缸的限位气缸活塞杆上安装一个限位挡板,所述的限位挡板可以使运行中的管子在停止的过程中有个缓冲过程,并将管子回推到打标位置。
6、所述的导向轮通过导向轮轴安装在导向轮安装支架上,导向轮可以通过导向轮轴转动。
7、所述的夹持气缸安装支架上安装有接近开关。
8、所述的直线模组通过伺服电机驱动上下运动。
9、所述的所述的打标机头固定在直线模组的滑块移动板上,通过直线模组上下运动,打标机头进行自动打标工作。
10、所述的打标机头上安装打标高度定位附件,用于控制打标机头高度位置。
11、所述的夹持v型铁通过夹持气缸上的夹持气缸活塞杆作用上下运动
12、所述的打标机底座安装有隔音护罩,所述的隔音护罩进管侧开孔,便于管子进出。
13、所述的导向装置上的管件中点和限位装置的限位挡板的中点处于同一水平线上。
14、本发明与现有技术相比,效果如下:
15、1、本发明的导向装置,导向轮是v型轮,通过两个导向装置控制管子稳定前进,使其中心基本保持在一个竖直面上。
16、2、本发明的夹持装置,夹持气缸的夹持气缸活塞杆下端固定安装有夹持v型铁,夹持v型铁可以将不同管子的中心确定在同一竖直面上,夹紧稳定管子,便于接下来的打标工作。
17、3、本发明的自适应高度打标装置,打标机头固定在自适应高度打标装置的直线模组上的滑块移动板上,通过自适应高度打标装置的伺服电机驱动直线模组,将打标机头连同其上面固定安装的打标高度定位附件向下移动,实现自动打标。
18、4、本发明的打标高度定位附件,可以控制打标高度。当打标高度定位附件接触到管子以后,伺服电机由于旋转受阻,电流会增大,电流增大信号传回到系统后,停止向下运行并向上运行6mm,此时打标机头上的打标针头距离管子上表面正好是打标机头的理论距离。
19、5、本发明的限位装置设计,限位气缸的限位气缸活塞杆上安装有限位挡板,管子接触到限位挡板时,尚有运行速度,限位挡板连同限位气缸活塞杆被推动,从而压缩限位气缸的内部空气,使运行中的管子在停止的过程中有个缓冲过程,管子停稳以后,限位气缸活塞杆带动限位挡板伸出并将管子回推到打标位置。
技术特征:
1.一种自动管件气动打标机,包括打标机底座(1)、打标机头(18),其特征在于所述的打标机底座(1)上安装有导向装置、夹持装置、自适应高度打标装置、限位装置;
2.根据权利要求1所述的一种自动管件气动打标机,其特征在于所述的所述的限位装置包括限位气缸安装支架(21)、限位气缸(22)和限位挡板(24),所述的限位气缸安装支架(21)上固定安装有限位气缸(22),所述的限位气缸(22)的限位气缸活塞杆(23)上安装一个限位挡板(24),所述的限位挡板(24)可以使运行中的管子在停止的过程中有个缓冲过程,并将管子回推到打标位置。
3.根据权利要求1所述的一种自动管件气动打标机,其特征在于,所述的导向轮(5)通过导向轮轴(4)安装在导向轮安装支架(3)上,导向轮(5)可以通过导向轮轴(4)转动。
4.根据权利要求1所述的一种自动管件气动打标机,其特征在于,所述的夹持气缸安装支架(21)上安装有接近开关(10)。
5.根据权利要求1所述的一种自动管件气动打标机,其特征在于,所述的直线模组(13)通过伺服电机(15)驱动上下运动。
6.根据权利要求1所述的一种自动管件气动打标机,其特征在于,所述的所述的打标机头(18)固定在直线模组(13)的滑块移动板(14)上,通过直线模组(13)上下运动,打标机头(18)进行自动打标工作。
7.根据权利要求1所述的一种自动管件气动打标机,其特征在于,所述的打标机头(18)上安装打标高度定位附件(20),用于控制打标机头(18)高度位置。
8.根据权利要求1所述的一种自动管件气动打标机,其特征在于,所述的夹持v型铁(9)通过夹持气缸(7)上的夹持气缸活塞杆(8)作用上下运动。
9.根据权利要求1所述的一种自动管件气动打标机,其特征在于,所述的打标机底座(1)安装有隔音护罩(25),所述的隔音护罩(25)进管侧开孔,便于管子进出。
10.根据权利要求1所述的一种自动管件气动打标机,其特征在于,所述的导向装置上的管件中点和限位装置的限位挡板(24)的中点处于同一水平线上。
技术总结
本发明公开了一种自动管件气动打标机,包括导向装置、夹持装置、自适应高度打标装置、限位装置;所述的导向装置包括导向轮安装支架、导向轮和导向轮轴;所述的夹持装置包括夹持气缸安装支架、夹持气缸、夹持气缸活塞杆、夹持v型铁、接近开关和管径感应板;所述的自适应高度打标装置包括直线模组安装支架、直线模组、滑块移动板、伺服电机、联轴器和电机座,所述的直线模组固定安装在直线模组安装支架上,直线模组上的滑块移动板可以随着伺服电机的转动上下移动,直线模组的电机座固定安装有伺服电机,打标机头固定在直线模组的滑块移动板上,通过直线模组上下运动,打标机头进行自动打标工作。本发明与现有技术相比,实现管件类产品全自动连续供料打标,进一步解放人力提高产能,降低工人劳动强度。
技术研发人员:杨斌,牛爱梦,张栋栋,杨金合,周昌林,李建强
受保护的技术使用者:胜利油田胜利自动化开发有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!