一种用于制作可变粒子的防伪二维码的设备及工艺的制作方法
本技术涉及属于防伪二维码的,尤其是涉及一种用于制作可变粒子的防伪二维码的设备及工艺。
背景技术:
1、烫金防伪标签在日常生活中的应用非常,在钞票中,身份证和护照都有烫金防伪技术。烫金箔具有很强的防伪性能,全息烫金箔也用于护照主页,作为区分的象征,可以增强封面的防伪效果。
2、相关技术中,公开号为cn107914460a的中国专利公开了一种冷烫印刷设备,其覆箔单元设有支撑架、压印装置、电化铝放卷装置和电化铝收卷装置;所述电化铝放卷装置中设置放卷压料气缸、放卷压料辊驱动臂、放卷压料辊、放卷驱动辊、放卷电机和放卷传动机构,所述放卷压料气缸布置在放卷压料辊两端,放卷压料气缸的缸体安装在支撑架上,放卷压料气缸的伸缩臂与放卷压料辊驱动臂铰接装配,所述放卷压料辊驱动臂一端与支撑架铰接装配,另一端与放卷压料辊铰接装配,所述放卷驱动辊数量为两根,布置在放卷压料辊的下方,两根放卷驱动辊在放卷电机及放卷传动机构驱动下同向运转。本发明解决了电化铝冷烫箔浪费的问题,降低了冷烫印刷成本,还通过对加压机构的优化设计,达到了提高冷烫印产品质量的目的。
3、针对上述中的相关技术,承印物基材从喷印平台经过,压印装置控制电化铝冷烫箔基层下压,uv固化灯箱进行固化后压印装置控制电化铝冷烫箔基层上移,实现电化铝冷烫箔向承印物基材的转移。这种烫印方式对于承印物基材表面为平面的情形下,电化铝冷烫箔基层与承印物基材表面之间能充分贴合,保障后续的烫金质量;而当承印物基材表面具有凹凸面时,利用上述设备烫印则会出现电化铝冷烫箔基层与承印物基材表面不能充分贴合的现象,导致烫金质量易出现瑕疵。
技术实现思路
1、为了有助于对具有凹凸面的承印物基材表面进行烫金作业,本技术提供一种用于制作可变粒子的防伪二维码的设备及工艺。
2、本技术提供的一种用于制作可变粒子的防伪二维码的设备及工艺采用如下的技术方案:
3、第一方面
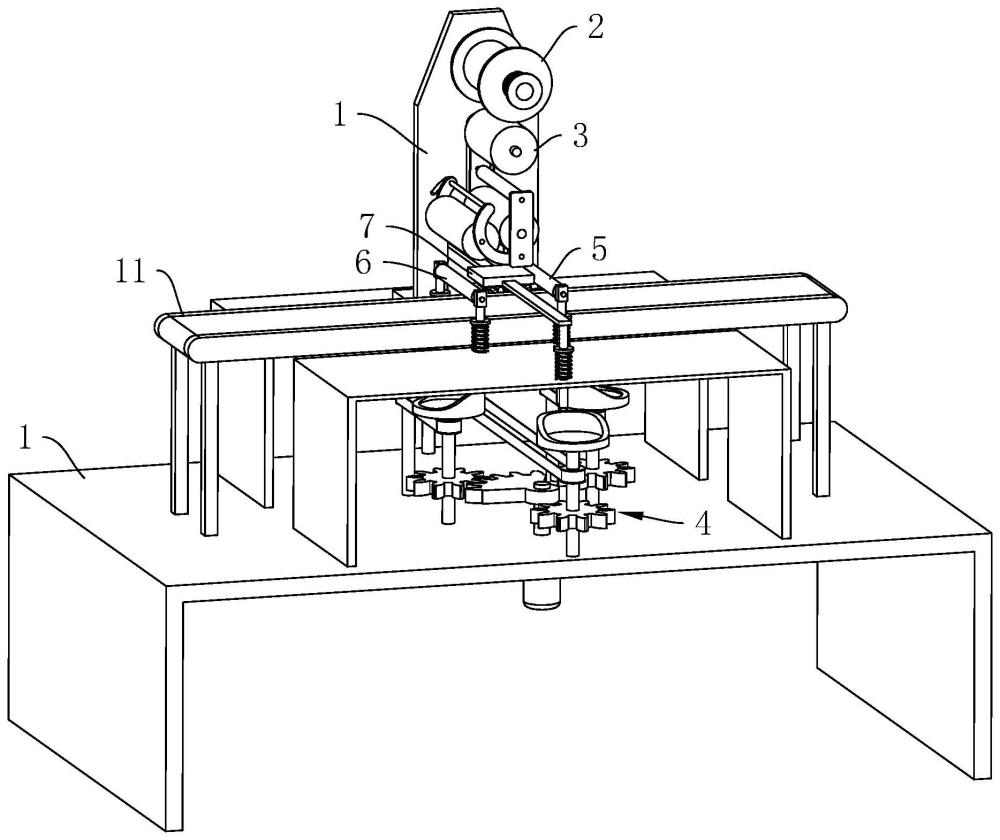
4、一种用于制作可变粒子的防伪二维码的设备,包括机架和安装在所述机架上的
5、放卷装置,用于放卷冷烫膜;
6、收卷装置,用于间歇收卷冷烫膜;
7、第一压印辊,靠近放卷装置设置;
8、第二压印辊,靠近收卷装置设置;
9、压印固化装置,设置在第一压印辊和第二压印辊之间,用于将冷烫膜压印到承印物凹凸不同的表面上,并对uv胶进行固化,冷烫膜沿着放卷装置、第一压印辊、压印固化装置、第二压印辊以及收卷装置依次传送;
10、顺序升降控制装置,所述第一压印辊、第二压印辊以及压印固化装置安装在所述顺序升降控制装置上,所述顺序升降控制装置用于控制第二压印辊、压印固化装置以及第一压印辊按顺序依次间歇下降,并控制第二压印辊、压印固化装置以及第一压印辊按顺序依次间歇上升。
11、通过采用上述技术方案,承印物被运输到压印固化装置下方后,顺序升降控制装置控制第二压印辊、压印固化装置以及第一压印辊依次下降,使冷烫膜的一侧先与承印物表面接触,而后冷烫膜逐步贴合在承印物表面,在这过程中,如果承印物表面存在凹凸现象,压印固化装置能够将冷烫膜压向凹凸槽内(因为此时第一压印辊还未与承印物表面贴合,此时冷烫膜有余量去拉取更多的冷烫膜);冷烫膜与承印物表面完全贴合后,压印固化装置对uv胶进行固化,固化后,顺序升降控制装置控制第二压印辊、压印固化装置以及第一压印辊依次上升,同时收卷装置收卷冷烫膜,冷烫膜能够逐步从承印物表面剥离,实现冷烫材料在承印物表面上的烫金。与传统技术中一次性下压冷烫膜并一次性剥离冷烫膜的方式相比,本技术的烫印方式更适合于具有凹凸表面的承印物,使冷烫膜与承印物表面的贴合更加紧密和牢固,有利于烫印材料往承印物上的转移,提高烫印质量;同时,该种方式不用采用传统的立体防伪烫金技术也能形成具有凹凸感的烫印图案,使冷烫技术也能形成具有较强凹凸感的烫金图案,进一步增强了烫金图案的防伪性。
12、可选的,所述顺序升降控制装置包括:
13、安装架,与所述机架固定连接;
14、凸轮直线机构,设置在所述安装架上,所述凸轮直线机构设置多个,所述第一压印辊、第二压印辊以及压印固化装置安装在每个所述凸轮直线机构的输出端;
15、间歇驱动结构,安装在所述机架上,用于带动不同所述凸轮直线机构间歇动作。
16、通过采用上述技术方案,间歇驱动结构间歇带动凸轮直线机构动作,进而间歇带动第二压印辊、压印固化装置以及第一压印辊按设计顺序下降或上升,保障了本技术工艺按顺序进行。
17、可选的,所述凸轮直线机构包括:
18、环形凸轮,转动连接于机架上,所述环形凸轮的旋转轴线沿竖向延伸;
19、升降杆,所述升降杆的端部与所述环形凸轮的凸轮边滑动抵接,所述升降杆沿竖向与安装架滑动连接,所述第一压印辊、第二压印辊以及压印固化装置分别安装在所述升降杆远离环形凸轮的一端;
20、复位件,连接升降杆与安装架用于对升降杆进行复位。
21、通过采用上述技术方案,带动环形凸轮旋转,利用环形凸轮带动升降杆升降,进而实现第一压印辊、第二压印辊以及压印固化装置的升降。在短距离往复运动中,利用凸轮控制的方式能够良好保障结构运行的稳定性,并且第一压印辊、第二压印辊以及压印固化装置的最大位移量能够进行把控,保障产品质量的稳定性。
22、可选的,所述间歇驱动机构包括:
23、驱动电机,安装在所述机架上;
24、不完全齿轮,固定在所述驱动电机的输出端;
25、传动齿轮,至少设置为三个,每个所述传动齿轮与一组凸轮直线机构的环形凸轮同轴固定,多个传动齿轮位于不完全齿轮的周侧,所述不完全齿轮与三个传动齿轮依次啮合。
26、通过采用上述技术方案,驱动电机带动不完全齿轮周向转动时,不完全齿轮依次带动传动齿轮转动,进而带动环形凸轮转动,进而实现对第一压印辊、第二压印辊以及压印固化装置的位置控制。比如驱动电机带动第二压印辊、压印固化装置以及第一压印辊下降到最低位置后,驱动电机继续转动,即可带动第二压印辊、压印固化装置以及第一压印辊依次上升到最高位置,从而实现装置的位置复位与循环。本技术方案通过一驱动源即可精确控制第二压印辊、压印固化装置以及第一压印辊的位置,使其能够适配承印物的快速烫印,提高生产效率。
27、可选的,所述压印固化装置包括:
28、固定板,固定在所述顺序升降控制装置的输出端;
29、弹性针管压印件,设置为多个且多个所述弹性针管压印件安装在固定板朝向冷烫膜的一侧,所述弹性针管压印件内设置有发光源,所述发光源的光线能从弹性针管压印件内射出去,所述弹性针管压印件的端部能将冷烫膜压向承印物表面。
30、通过采用上述技术方案,弹性针管压印件能够将冷烫膜压向承印物表面,并且能够将发光源的光线从弹性针管压印件内射出去,使uv胶固化。本技术中,发光源的光线更靠近承印物表面,光照效果更好,更能提高uv胶的固化效率和固化效果,提高烫印效率以及烫印效果。
31、可选的,所述弹性针管压印件包括:
32、套筒,固定在所述固定板面向冷烫膜的一侧;
33、空心导光棒,一部分结构滑动连接于所述套筒内,另一部分结构位于套筒外,所述发光源位于所述空心导光棒内,所述空心导光棒的端部能与冷烫膜表面抵接;
34、弹性件,一端与所述固定板连接,另一端与空心导光棒连接。
35、通过采用上述技术方案,弹性件的设置使多根空心导光棒能够适配具有不同凹凸表面的承印物,并且能够将冷烫膜压向承印物凹凸表面,使冷烫膜能完全贴合凹凸表面,保障烫金质量。同时,空心导光棒能够将光源充分导到承印物表面附近,进一步提高了固化效率。
36、可选的,所述收卷装置包括:
37、收卷筒,转动连接于机架上用于收卷冷烫膜;
38、分段收卷辅助筒,转动连接于机架上,与所述收卷筒传动连接并同步转动;
39、分段收卷驱动组件,安装在所述机架上用于带动收卷筒或分段收卷辅助筒分段对冷烫膜收卷;
40、冷烫膜压紧组件,安装在所述机架上与分段收卷辅助筒配合使用以对冷烫膜进行压紧。
41、通过采用上述技术方案,分段收卷驱动组件能够驱动分段收卷辅助筒转动一定的角度,进而当烫印完成后,能对冷烫膜进行输送,使新的冷烫膜位于承印物上方,以确保下次的烫印。此外,在第二压印辊、压印固化装置以及第一压印辊依次上升的过程中,分段收卷驱动组件能够驱动分段收卷辅助筒定量收卷,使冷烫膜能从承印物表面上按顺序进行剥离,实现冷烫膜上烫印材料往承印物表面的顺利转移。
42、可选的,所述分段收卷驱动组件包括:
43、分段收卷伸缩气缸,一端安装在所述机架上且与所述机架铰接;
44、分段收卷连杆,一端与所述分段收卷伸缩气缸的伸缩端铰接,;
45、单向轴承,套接在所述分段收卷辅助筒的端部,所述单向轴承的外周与所述分段收卷连杆远离分段收卷伸缩气缸的一端固定连接。
46、通过采用上述技术方案,分段收卷伸缩气缸伸缩时,带动分段收卷连杆摆动,利用分段收卷连杆带动单向轴承转动,由于单向轴承的特性,只有在沿某一方向转动单向轴承时,才会带动分段收卷辅助筒进行转动,因此,分段收卷伸缩气缸伸缩时,能实现分段收卷辅助筒的单向旋转,确保分段收卷辅助筒能有效对冷烫膜进行收卷。
47、可选的,所述冷烫膜压紧组件包括:
48、压紧架,转动连接于机架上;
49、压紧轮,转动连接于所述压紧架上,所述压紧轮的侧壁与分段收卷辅助筒的侧壁抵接,冷烫膜从压紧轮的侧壁与分段收卷辅助筒的侧壁之间通过;
50、压紧架弹性复位件,安装在所述机架上用于带动压紧架转动以使压紧轮与分段收卷辅助筒抵接。
51、通过采用上述技术方案,冷烫膜压紧组件的设置能够拉紧冷烫膜后段,使冷烫膜各处处于合适的绷紧状态,与单向轴承配合使用,确保冷烫膜后段不会被反向拉动,以使第二压印辊、压印固化装置以及第一压印辊顺序下降时带动新的冷烫膜与承印物表面贴合,确保了冷烫质量。
52、第二方面
53、一种用于制作可变粒子的防伪二维码的工艺,包括以下步骤:
54、s1、在承印物表面印刷出彩色二维码;
55、s2、在彩色二维码的表面上,随机或固定抽取局部位置,来涂抹胶水;
56、s3、将承印物输送到压印固化装置下方;
57、s4、通过顺序升降控制装置控制第二压印辊、压印固化装置以及第一压印辊依次下降,使冷烫膜贴合在承印物印刷有彩色二维码的表面;
58、s5、通过压印固化装置进行固化处理;
59、s6、通过顺序升降控制装置控制第二压印辊、压印固化装置以及第一压印辊依次上升,使冷烫膜逐步从承印物印刷有彩色二维码的表面剥离。
60、通过采用上述技术方案,彩色二维码与烫印结合,能进一步增强该二维码的防伪性。并通过本技术的烫印方式,不管是具有凹凸表面的承印物还是具有二维码的承印物,冷烫膜上的烫印材料均能被有效转移到承印物表面,有效提高了冷烫印质量。
61、综上所述,本技术包括以下至少一种有益技术效果:
62、1.本技术的烫印方式更适合于具有凹凸表面的承印物,使冷烫膜与承印物表面的贴合更加紧密和牢固,有利于烫印材料往承印物上的转移,提高烫印质量;同时,该种方式不用采用传统的立体防伪烫金技术也能形成具有凹凸感的烫印图案,使冷烫技术也能形成具有较强凹凸感的烫金图案,进一步增强了烫金图案的防伪性。
63、2.凸轮的设置能够把控第一压印辊、第二压印辊以及压印固化装置的最大位移量,保障产品质量的稳定性。间歇驱动机构能够精确控制第二压印辊、压印固化装置以及第一压印辊的位置,使其能够适配承印物的快速烫印,提高生产效率。
64、3.本技术中,发光源的光线更靠近承印物表面,光照效果更好,更能提高uv胶的固化效率和固化效果,提高烫印效率以及烫印效果。
- 还没有人留言评论。精彩留言会获得点赞!