包装袋印标工装、产品自动套袋机及印标套袋方法与流程
本发明属于智能制造的,特别是涉及包装袋印标工装、产品自动套袋机及印标套袋方法。
背景技术:
1、包装袋是指用于包装各种用品的袋子,使货物在生产流通过程中方便运输,容易存储。在军用品方面需要对子弹进行防潮包装,如果对子弹使用包装袋进行包装,虽然能有效的起到防潮效果,但是却不能获取子弹的信息,如产品代号、产品批次、年份代号、产品重量等等。因此需要在包装袋的外面进行关键信息打印。
2、因现有的子弹包装袋大部分为柔性袋,需要人工将其铺平、打印、翻面铺平、打印才能打印出符合需求的印标。因此目前缺少这样的工装降低人工劳动。
3、同时,也考虑到将子弹装袋时,子弹的体积较大,而包装袋易划伤、破损因此较多的也是人工完成套袋,这无形增加了工作强度。
技术实现思路
1、本发明为解决上述背景技术中存在的技术问题,提供了包装袋印标工装、产品自动套袋机及印标套袋方法。
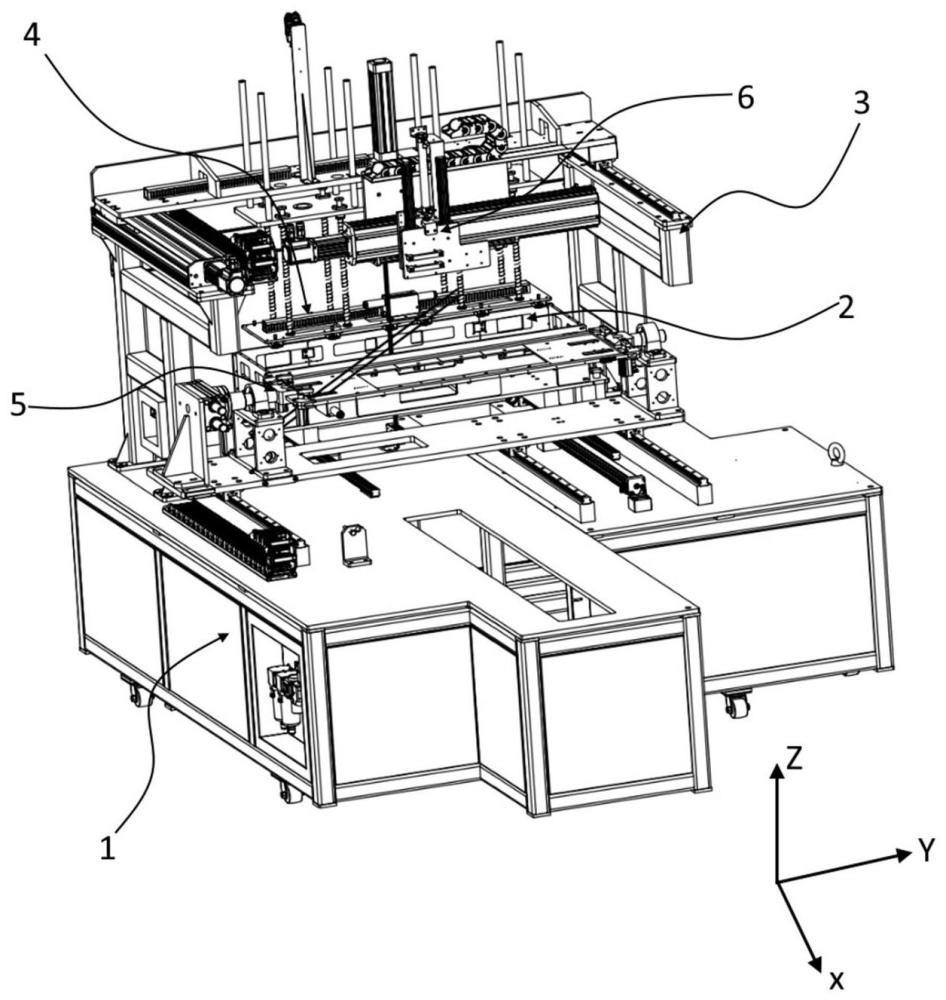
2、本发明采用以下技术方案:包装袋印标工装,包括:
3、基座,定义其长度方向为x轴向、宽度方向为y轴向、高度方向为z轴向;
4、上料组件,沿y轴向设于所述基座上;所述上料组件在x轴向上具有往返自由度;所述上料组件上传动设置有物料框,所述物料框具有顶部开口的容纳腔,将包装袋提前平铺并依次叠放在所述容纳腔内;
5、取料桁架,沿y轴向架设于所述上料组件上;
6、取料组件,可移动设于所述取料桁架上;所述取料组件在x轴向和z轴向具有往返自由度;
7、翻转组件,设于所述上料组件的一侧;所述翻转组件在x轴向上具有往返自由度;
8、喷码组件,传动连接于取料组件;所述喷码组件具有喷头,所述喷头在y轴向和z轴向上具有往返自由度。
9、在进一步的实施例中,所述取料组件包括:
10、取料安装架,传动设于所述取料桁架上;
11、取料气缸,沿z轴向安装在所述取料安装架上;
12、取料升降板,位于所述取料安装架的下方并传动连接于所述取料气缸的输出端;
13、取料连接板,通过若干个连接杆连接于所述取料升降板;所述取料连接板的底部阵列有若干个吸嘴;
14、若干个导向件,传动设于取料升降板和取料安装架之间。
15、在进一步的实施例中,所述翻转组件包括:
16、翻转移动板,在x轴向上具有往返自由度;
17、至少两组安装座,对称安装在所述翻转移动板上;
18、翻转板,可转动的连接在两组安装座之间;所述翻转板传动连接于翻转气缸;所述翻转板的工作面自上向下凹陷预定深度形成放置槽;根据印标需求,所述翻转板上的指定位置为镂空结构;
19、至少四组翻压件,分别设于所述放置槽的四个顶角处;所述翻压件被设置将位于放置槽内的包装袋压紧。
20、一种产品自动套袋机,包括:
21、包装袋印标工装,如上所述;
22、提升旋转组件,设于所述基座上临近于所述取料桁架;所述提升旋转组件具有第一吸附件,所述第一吸附件在z轴上具有往返自由度,同时具有翻转自由度;
23、套袋升降组件,与所述提升旋转组件为相对设置;所述套袋升降组件具有第二吸附件,所述第二吸附件在y轴上具有往返自由度;
24、弹体送料装置,设于提升旋转组件和套袋升降组件之间;所述弹体送料装置在x轴向上具有往返自由度,被设置将弹体输送到提升旋转组件和套袋升降组件之间,并辅助提升旋转组件和套袋升降组件完成套袋、输送弹体。
25、在进一步的实施例中,所述提升旋转组件包括:
26、第一立架,设立于所述基座上;沿z轴设置在所述第一立架的内壁处的第一z轴传动件;
27、l型提升架,传动连接于所述第一z轴传动件;
28、旋转驱动件,安装在所述l型提升架上;
29、提升旋转板,传动连接于所述旋转驱动件;所述提升旋转板的内侧壁设置有若干个喷嘴;所述旋转驱动件完后提升旋转板在z轴向和y轴上的角度切换。
30、在进一步的实施例中,所述套袋升降组件包括:
31、第二立架,设立于所述基座上并与所述第一立架为相对设置;沿z轴向设置在所述第二立架的内壁处的第二z轴传动件;
32、套袋移动板,传动连接于所述第二z轴传动件;
33、套袋升降板,传动连接于所述套袋移动板上;所述套袋升降板的内侧壁设置有若干个喷嘴;所述套袋升降板在y轴向和z周向具有往返自由度。
34、在进一步的实施例中,所述弹体送料装置包括:
35、送料板,具有镂空结构;所述送料板在x轴向具有往返自由度,其底部固定有顶升气缸;
36、两组夹持架,沿x轴向对称设于所述送料板上;
37、扒开机构,设于所述镂空结构处;所述扒开机构具有可相向/反向运动的扒开爪;所述扒开爪具有安装部和垂直安装部的夹持部;
38、两组送料夹头,分别设于对应夹持架的内壁;所述送料夹头包括:夹持气缸,传动连接于所述夹持气缸输出端的送料夹头;所述送料接头的末端安装有抱紧滚轮。
39、在进一步的实施例中,所述旋转驱动件包括:
40、旋转轴,固定连接于所述提升旋转板且转动连接于l型提升架;
41、齿轮,安装在所述旋转轴的一端;
42、导轨,沿y轴安装在所述l型提升架上;
43、滑块,滑动设于所述导轨上;所述滑块的一侧设置有齿条,所述滑块远离提升旋转板的一端传动连接有驱动气缸;所述齿条啮合与所述齿轮。
44、在进一步的实施例中,所述扒开机构包括:
45、扒开底盘,固定在所述送料板上;所述扒开底盘的上表面等距离设置有若干个限位槽,每组限位槽内均沿径向设置有若干个滑槽,所述扒开爪滑动设置在对应的滑槽内;非限位槽部分的内壁均设置有向上的止挡部;
46、扒开转盘,与所述扒开爪为滑动连接;所述扒开转盘上设置有斜向导向槽,并与扒开气缸的输出端传动连接。
47、使用如上所述的产品自动套袋机的印标套袋方法,包括以下步骤:
48、预先将需要印标的包装袋按照平铺的形式依次叠放在物料框内;
49、取料组件移动到物料框的正上方,取料气缸推动取料升降板和取料连接板向下移动,吸嘴将位于最上方的包装袋吸取并转移放置到翻转组件内翻转板的放置槽内;
50、翻转组件内的翻压件对处于平铺状态的包装袋的顶角进行压紧,保持平铺状态;随后喷码组件工作,对当前朝上的面按照需求进行喷码;
51、完成后,翻转组件进行翻转,实现包装袋两面的切换;喷码组件再次工作,透过翻转板上的镂空结构,对当前朝上的面按照需求进行喷码;
52、完成后,翻转组件再次进行翻转,恢复到喷码之前的状态;翻转组件移动到提升旋转组件和套袋旋转组件之间;提升旋转组件内的提升旋转板由z轴向状态切换至y轴向状态,并向下移动直至将包装袋吸附;翻压件复位取消对包装袋的压紧,提升旋转板带着包装袋恢复到原始状态;
53、弹体送料装置夹持着弹体移动到提升旋转组件和套袋旋转组件之间,此时弹体位于最低处,提升旋转板和套袋移动板在z轴向位于最高处,套袋移动板沿y轴向移动向套袋移动板靠近直至与包装袋另一面吸附,随后远离套袋移动板迫使包装袋打开,包装袋的开口朝下;
54、提升旋转板和套袋移动板带着打开的包装袋同时向下运动,逐渐将弹体罩住直至包装袋的开口抵达扒开机构,扒开机构的扒开爪扩张使包装袋的开口被撑开并定位,此时送料夹头与弹体相接触;
55、顶升气缸将弹体顶出使弹体上升预定高度,在包装袋的开口处预留封口所需的长度;随后弹体送料装置将包装好的弹体进行转移,夹手取走弹体。
56、本发明的有益效果:本发明首先公开一种包装袋印标工装,完全取代人工印标,提高了印标效率的同时还保证了对正、反面印标的需求,实现在完全铺平状态下的印标。
57、并基于包装袋印标工装设计出了全自动的产品自动套袋机,不仅仅解决了弹体因体积过大导致人工套袋不便的问题,还解决了套袋过程中包装袋易被划损的问题。
- 还没有人留言评论。精彩留言会获得点赞!