一种金属网纱、光伏网版以及过滤网的制作方法
本申请涉及电子产品的,特别涉及一种金属网纱、光伏网版以及过滤网。
背景技术:
1、现有技术中,对于太阳能的使用方式一般是通过太阳能电池片转化并储存释放电能以给其他电器进行供电。
2、而对于太阳能电池片的生产而言,丝网印刷是太阳能电池片制造生产过程中工艺管理的核心。丝网印刷主要应用于电池的电极成形,利用丝网图形部分网孔透浆料以及非图文部分网孔不透浆料的基本原理进行印刷。印刷时在丝网一端倒入浆料,用刮刀在丝网的浆料部位施加一定压力,同时朝丝网另一端移动。浆料在移动中被刮板从图形部分的网孔中挤压到基片上。形成需要的图形。
3、其中,丝网主要为印刷的模具(网版),网板是由金属织成不同网目大小的网纱、pi胶膜及涂在网纱上的感光胶组成,网版图样设计开孔处则将感光胶去除,刮刀刷过网纱时可将放置在网版上的浆料透过图样开孔处印在基材上,丝网的规格直接决定了印刷后形成的导电模的电性能和机械性能。
4、而在现有技术中,金属网纱的一般设置为专利cn102615951b所提及的互相垂直的网格线组组成,这种方案的网纱所能承受的机械性能有限,当刮刀的压力过大时,容易导致丝网断裂。
技术实现思路
1、本申请的主要目的是提出一种金属网纱,旨在解决现有金属网纱机械性能有限的技术问题。
2、为实现上述目的,本申请提出一种金属网纱,所述金属网纱包括:
3、多根金属线;
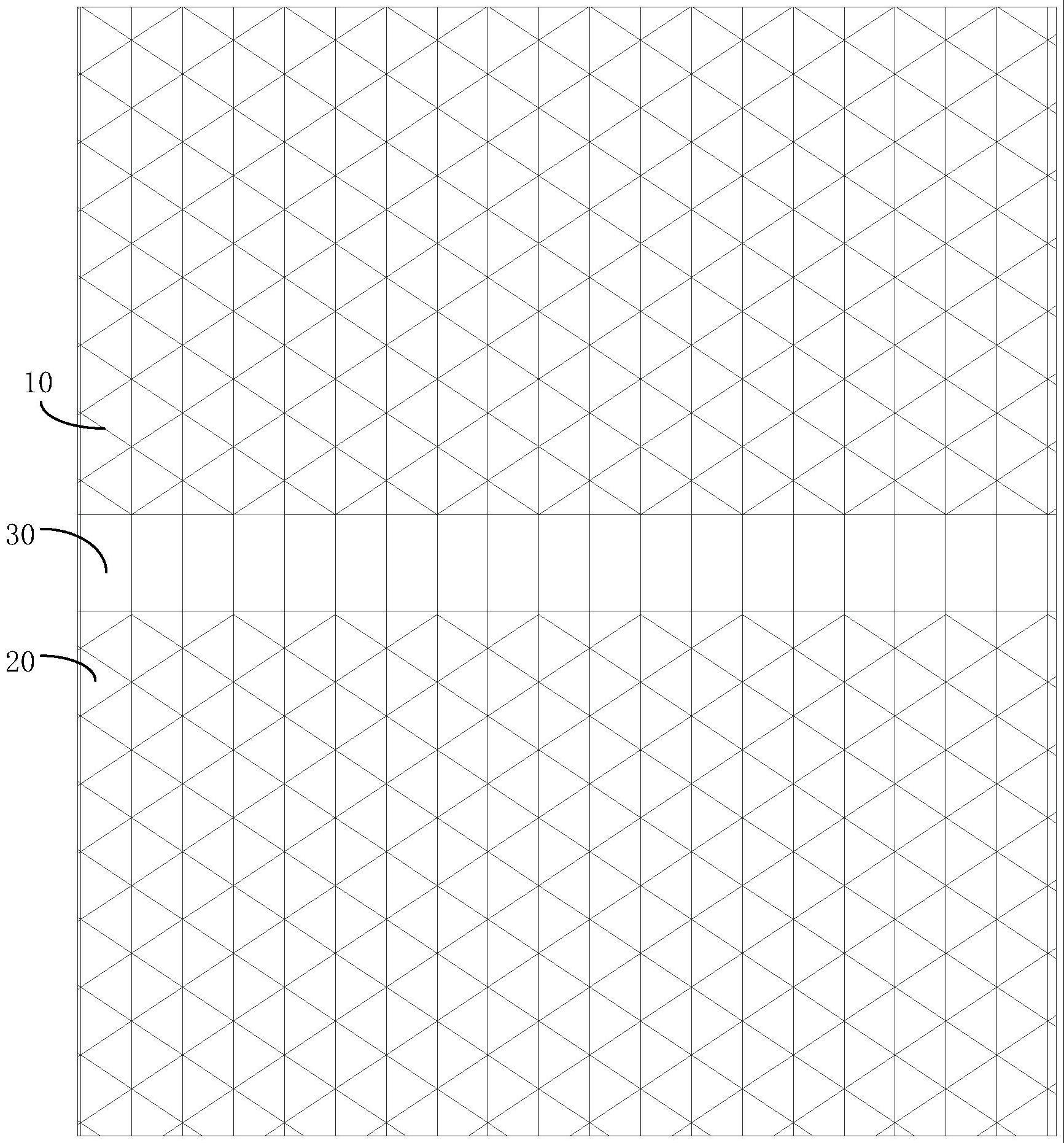
4、所述金属线交错以形成多个第一过墨区以及多个第二过墨区;
5、在第一方向上,所述第二过墨区与所述第一过墨区相邻;
6、所述第一过墨区与所述第二过墨区的面积不同;
7、所述第一过墨区与所述第二过墨区相连或者通过金属线分割形成;多个所述金属线所构成的金属网纱为一体成型结构。
8、可选地,所述金属网纱通过刮刀进行印刷;多个所述金属线与所述刮刀的刮痕呈预设角度设置。
9、可选地,所述金属网纱具有与所述第一方向成预设角度第二方向;
10、所述第一过墨区与所述第二过墨区的形状不同;
11、在所述第一方向上,所述第一过墨区与所述第二过墨区交错排布;和/或,
12、在所述第二方向上,所述第一过墨区与所述第二过墨区交错排布;
13、所述预设角度大于0角度且小于180角度。
14、可选地,所述第一过墨区为正方形、三角形、六边形、圆形、梯形、复合图形中的任意一种;和/或,
15、所述第二过墨区为正方形、三角形、六边形、圆形、梯形、复合图形中的任意一种。
16、可选地,所述金属线的丝径范围为2微米至13微米;金属网纱的目数范围为200到1200目;所述金属线的横截面为正方形、矩形、梯形、三角形或半圆弧形。
17、可选地,多个所述金属线处于同一平面且相互交叉连接设置,所有的金属线相互连接并一体成型。
18、可选地,
19、当所述第一过墨区为正方形时,所述金属线的线宽为2微米至13微米,所述金属线的线距为10微米至90微米,所述金属线的纱厚为2微米至30微米;
20、当所述第一过墨区为三角形时,所述金属线的线宽为2微米至13微米,所述三角形金属线的中心点到中心点的周期为10微米至90微米,所述金属线的纱厚为2微米至30微米;
21、当所述第一过墨区为六边形,所述金属线的线宽为2微米至13微米,所述六边形金属线的中心点到中心点的周期为10微米至90微米,所述金属线的纱厚为2微米至30微米;
22、当所述第一过墨区为圆形,所述金属线的线宽为2微米至13微米,所述圆形金属线的中心点到中心点的周期为10微米至90微米,所述金属线的纱厚为2微米至30微米;
23、当所述第一过墨区为梯形,所述金属线的线宽为2微米至13微米,所述金属线的线距为10微米至90微米,所述金属线的纱厚为2微米至30微米;
24、当所述第一过墨区为复合图形时,所述金属线的线宽为2微米至13微米,所述复合图形的中心点到中心点的周期为10微米至90微米,以及金属线的线距为10微米至90微米,所述金属线的纱厚为2微米至30微米。
25、可选地,多个所述金属线的材质为铜、镍、不锈钢、铜镍合金、镍钴合金、镍锰合金以及铜锌合金中的任意一种。
26、可选地,所述金属网纱为22.5度的斜网或90度直网。
27、为实现上述目的,本申请还提出一种光伏网版,所述光伏网版包括网框、聚酯网纱、感光材料以及如上所述的金属网纱,所述网框与所述金属网纱以及所述聚酯网纱固定连接,所述感光材料贴合或者涂覆于所述金属网纱表面;所述感光材料为感光乳剂、pi膜以及镂空金属片中的任一种或多种。
28、为实现上述目的,本申请还提出一种过滤网,所述过滤网包括框架结构以及如上所述的金属网纱,所述框架结构与所述金属网纱的边缘固定连接以形成所述过滤网。
29、本申请的技术方案金属网纱通过设计金属网纱中金属线的排布交叉方向,使得金属线交错以形成多个第一过墨区以及多个第二过墨区。通过排布使得在第一方向上,所述第二过墨区与所述第一过墨区相邻以及所述第一过墨区与所述第二过墨区的面积不同。通过上述方案,使得金属网纱在印刷时,所受到的压力可以从不同方向的金属线上进行分散,均匀受力,将每一受力线进行分开,以保证有多个受力点,从而避免现有技术方案中,受力点均集中于同一直线的同一点的情况,从而增强金属网纱的机械性能,,从而解决了现有金属网纱机械性能有限的技术问题。
技术特征:
1.一种金属网纱,其特征在于,所述金属网纱包括:
2.如权利要求1所述的金属网纱,其特征在于,所述金属网纱具有与所述第一方向成预设角度设置的第二方向;
3.如权利要求2所述的金属网纱,其特征在于,所述第一过墨区为正方形、三角形、六边形、圆形、梯形、复合图形中的任意一种;和/或,
4.如权利要求1所述的金属网纱,其特征在于,所述金属线的丝径范围为2微米至13微米;金属网纱的目数范围为200到1200目;所述金属线的横截面为正方形、矩形、梯形、三角形或半圆弧形。
5.如权利要求1所述的金属网纱,其特征在于,多个所述金属线处于同一平面且相互交叉连接设置,所有的金属线相互连接并一体成型。
6.如权利要求4所述的金属网纱,其特征在于,当所述第一过墨区为正方形时,所述金属线的线宽为2微米至13微米,所述金属线的线距为10微米至90微米,所述金属线的纱厚为2微米至30微米;
7.如权利要求1所述的金属网纱,其特征在于,多个所述金属线的材质为铜、镍、不锈钢、铜镍合金、镍钴合金、镍锰合金以及铜锌合金中的任意一种。
8.如权利要求1所述的金属网纱,其特征在于,所述金属网纱为22.5度的斜网或90度直网。
9.一种光伏网版,其特征在于,所述光伏网版包括网框、聚酯网纱、感光材料以及如权利要求1-8任一项所述的金属网纱,所述网框与所述金属网纱以及所述聚酯网纱固定连接,所述感光材料贴合或者涂覆于所述金属网纱表面;
10.一种过滤网,其特征在于,所述过滤网包括框架结构以及如权利要求1-8任一项所述的金属网纱,所述框架结构与所述金属网纱的边缘固定连接以形成所述过滤网。
技术总结
本申请公开一种金属网纱、光伏网版以及过滤网,金属网纱包括多根金属线;以及金属线交错以形成多个第一过墨区以及多个第二过墨区;在第一方向上,第二过墨区与第一过墨区相邻;第一过墨区与第二过墨区的面积不同;第一过墨区与第二过墨区相连或者通过金属线分割形成;多个金属线所构成的金属网纱为一体成型结构。上述方案解决金属网纱机械性能有限的技术问题。
技术研发人员:陈飞,詹兴华,章锡武
受保护的技术使用者:深圳纳弘熠岦光学科技有限公司
技术研发日:20230419
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!