轧辊打号机油冷盒的制作方法
本技术属于轧辊加工,具体涉及一种轧辊打号机油冷盒。
背景技术:
1、轧辊具有光滑的圆柱形或带轧槽的表面,是轧机上使金属产生连续塑性变形的主要工作部件和工具。钢板桩是利用成型轧辊轧制成型,为了区别轧辊的规格型号,通常在轧辊加工完成后需要采用液压打号机将轧辊的周壁上进行打号标记,而打号机在对轧辊进行打号的过程中需要对打印头进行冷却。
2、目前,轧辊打号过程中对打印头进行冷却的方式大多是油冷,具体为向打印头上喷淋冷却油,这个过程中冷却油会顺着轧辊流下返回集油槽内回收,这种冷却方式的弊端在于冷却油需求量大,而且在打号过程中冷却油会流散附着在轧辊的整个周壁上,不仅后期清洁轧辊费时费力,而且也会导致冷却油的浪费,不利于节能降耗。
技术实现思路
1、本实用新型实施例提供一种轧辊打号机油冷盒,旨在解决当前轧辊打号过程中冷却油消耗量大、污染轧辊且浪费严重的问题。
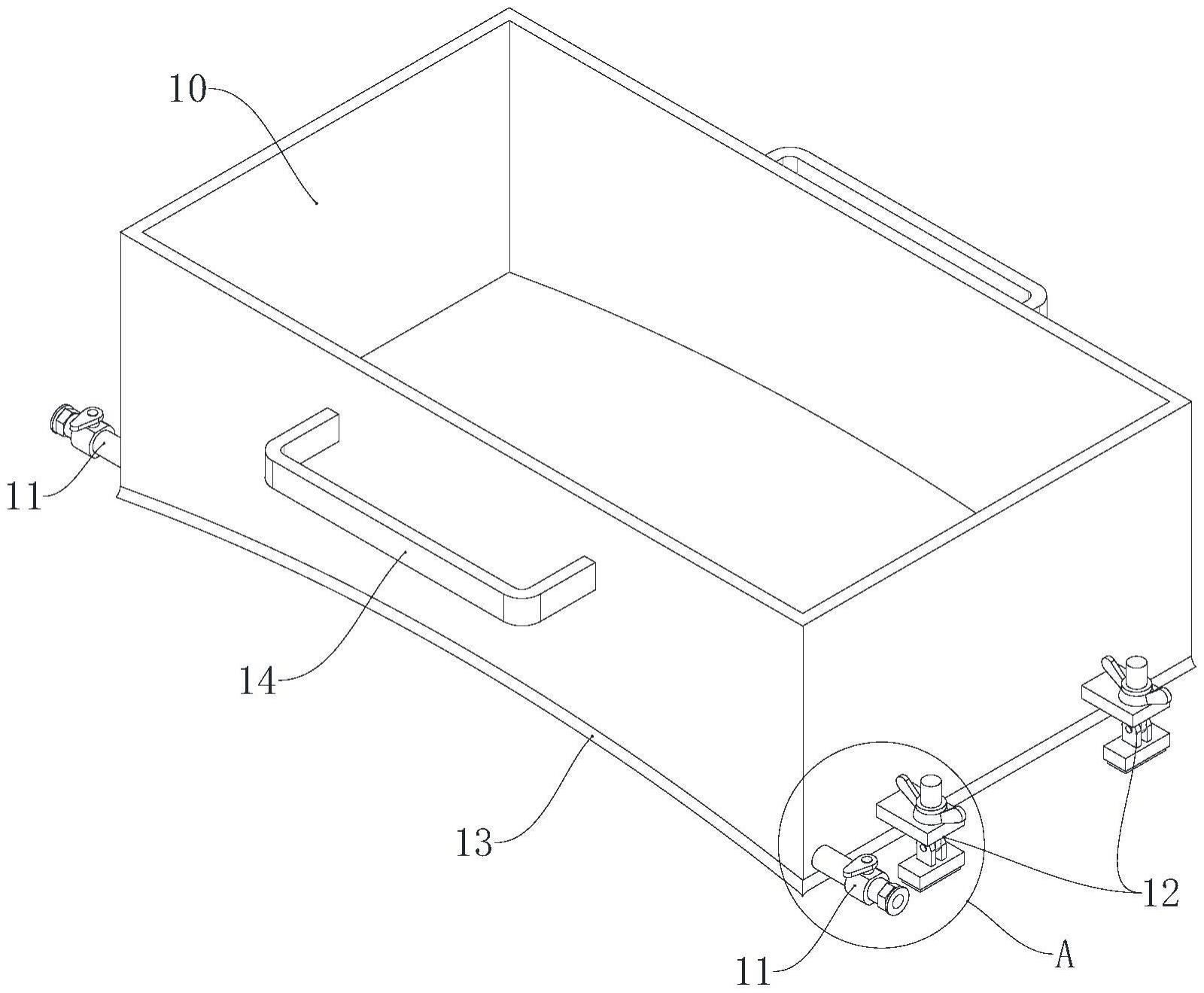
2、为实现上述目的,本实用新型采用的技术方案是:提供一种轧辊打号机油冷盒,包括油盒本体,油盒本体的上下两端开放,且油盒本体的下端与轧辊的周壁密封抵触以形成容纳冷却油的油腔,油盒本体的顶端适于打印头伸入油腔内进行打号;其中,油盒本体的至少一侧壁底部设有油管,油管与油腔连通并设有截止阀;油盒本体的外周壁间隔分布有多组磁吸件,各组磁吸件均与轧辊的周壁吸附固定。
3、在一种可能的实现方式中,油盒本体的下端设有耐高温密封条,在各个磁吸件均与轧辊吸附固定时,耐高温密封条与轧辊的周壁密封抵触。
4、举例说明,油盒本体的下端面设有一圈槽口,耐高温密封条的横断面为凸字形,且耐高温密封条的上部夹装于槽口内并粘接固定。
5、示例性的,耐高温密封条的底面中间部位向上凹陷以使耐高温密封条的底部形成密封唇。
6、一些实施例中,磁吸件包括耳板、连接杆,以及强磁铁;其中,耳板水平固定连接于油盒本体的外壁上;连接杆上下穿设固定于耳板上;强磁铁连接于连接杆的下端并用于吸附轧辊的周壁。
7、示例性的,连接杆为螺杆,螺杆的上端旋接有手旋螺母,手旋螺母抵压在耳板上。
8、一些实施例中,连接杆的下端铰接有连接座,强磁铁与连接座粘接固定。
9、示例性的,连接座的底面设有凹槽,强磁铁嵌装于凹槽内并粘接固定。
10、举例说明,油盒本体的两个相对侧壁的底部均设有油管。
11、一些实施例中,油盒本体的两相对外壁上均设有手提环。
12、本实用新型提供的轧辊打号机油冷盒的有益效果在于:与现有技术相比,本实用新型轧辊打号机油冷盒,在打号机对轧辊进行打号时,利用磁吸件能够使油盒本体吸附固定在轧辊的周壁上,从而形成能够容纳冷却油的油腔,打印头伸入油腔内在冷却油的浸泡冷却下进行打号作业,相较于喷淋冷却的方式能够降低冷却油的消耗量,在打号完成后打开截止阀即可将冷却油排出回收,从而避免冷却油污染轧辊除打号位置之外的其它区域,不仅能够减少浪费,而且还能够节省后期清洁处理时间,进而促进企业节能降耗。
技术特征:
1.轧辊打号机油冷盒,其特征在于,包括油盒本体,所述油盒本体的上下两端开放,且所述油盒本体的下端与所述轧辊的周壁密封抵触以形成容纳冷却油的油腔,所述油盒本体的顶端适于打印头伸入所述油腔内进行打号;
2.如权利要求1所述的轧辊打号机油冷盒,其特征在于,所述油盒本体的下端设有耐高温密封条,在各个所述磁吸件均与所述轧辊吸附固定时,所述耐高温密封条与所述轧辊的周壁密封抵触。
3.如权利要求2所述的轧辊打号机油冷盒,其特征在于,所述油盒本体的下端面设有一圈槽口,所述耐高温密封条的横断面为凸字形,且所述耐高温密封条的上部夹装于所述槽口内并粘接固定。
4.如权利要求3所述的轧辊打号机油冷盒,其特征在于,所述耐高温密封条的底面中间部位向上凹陷以使所述耐高温密封条的底部形成密封唇。
5.如权利要求1所述的轧辊打号机油冷盒,其特征在于,所述磁吸件包括:
6.如权利要求5所述的轧辊打号机油冷盒,其特征在于,所述连接杆为螺杆,所述螺杆的上端旋接有手旋螺母,所述手旋螺母抵压在所述耳板上。
7.如权利要求5所述的轧辊打号机油冷盒,其特征在于,所述连接杆的下端铰接有连接座,所述强磁铁与所述连接座粘接固定。
8.如权利要求7所述的轧辊打号机油冷盒,其特征在于,所述连接座的底面设有凹槽,所述强磁铁嵌装于所述凹槽内并粘接固定。
9.如权利要求1所述的轧辊打号机油冷盒,其特征在于,所述油盒本体的两个相对侧壁的底部均设有所述油管。
10.如权利要求1-9任一项所述的轧辊打号机油冷盒,其特征在于,所述油盒本体的两相对外壁上均设有手提环。
技术总结
本技术提供了一种轧辊打号机油冷盒,包括油盒本体,油盒本体的上下两端开放,且油盒本体的下端与轧辊的周壁密封抵触以形成容纳冷却油的油腔,油盒本体的顶端适于打印头伸入油腔内进行打号;其中,油盒本体的至少一侧壁底部设有油管,油管与油腔连通并设有截止阀;油盒本体的外周壁间隔分布有多组磁吸件,各组磁吸件均与轧辊的周壁吸附固定。本技术提供的轧辊打号机油冷盒,通过磁吸件吸附固定在轧辊上,拆装方便且连接稳定,在打号完成后打开截止阀即可将冷却油排出油腔进行回收,从而避免冷却油污染轧辊除打号位置之外的其它区域,不仅能够减少浪费,而且还能够节省后期清洁处理时间,进而促进企业节能降耗。
技术研发人员:胥计东,杨德业,马荣国,张航远,马永福
受保护的技术使用者:河北津西钢板桩型钢科技有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!