用于门纹路烤制的烘烤装置的制作方法
本技术涉及门制备,特别是用于门纹路烤制的烘烤装置。
背景技术:
1、为了提高视觉上的感官,现在一些金属门通过在门板上印制纹路图案,以模拟木质门的质感。
2、在印制纹路图案的过程中,传统的制备方式是:粉末喷涂后先刷转印胶,将有纹路的纸粘附在门板上(纸的一面有纹路另一面没有,纸上的纹路是提前印刷好的油墨);然后将门板送至烘房进行烘烤,于是纸上的油墨形成的纹路便转印到金属门板上。
3、但是,传统的印制方式效率很低,主要是通过人工刷胶粘纸需要较长时间,当将所有门板贴纸再送入烘烤房时,需要较长时间;如果要提高效率则需要大量人工贴纸。
4、此外,传统的印制方式,由于刷有转印胶,烘烤转印后不容易撕纸,撕下来留有胶质不容易清理,需要喷光油二次处理,这种处理方式不环保。
5、基于此,本公司设计一种用于门纹路的烘烤装置,提高烘烤转印的效率,并且使得烘烤完成后纸张容易清理。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供烘烤效率高、纸容易撕下的用于门纹路烤制的烘烤装置,解决现有人工刷胶粘纸再上烘房烘烤效率低下、以及转印后纸张和胶质不容易清理的问题。
2、需要说明的是,传统的门板印制纹路时,是将纹路纸通过胶(专门的印制胶)粘附在金属门板上,然后送至烤房内烘烤;相当于是纹路纸上的纹路实质上是被胶粘下的,然后通过烘烤将印制胶烘干,于是纹路便贴合到了金属门板上。这种设计有两个缺点:①由于需要刷转印胶贴纸,当所有门板刷转印胶再贴纸需要较长时间和大量人工,导致整个烘烤工艺所需时间较长,生产效率低;在刷胶的阶段,烘烤房是空置的,浪费电;②此外,由于通过胶将纹路纸贴合的,烘烤完成后,纸和胶质非常难以撕下,撕下后仍有胶印,需再次向门板喷光油处理以改善外观质量,这种处理方式容易造成空气污染。
3、本实用新型设计一烘烤数量多、纸容易撕下的烘烤装置。
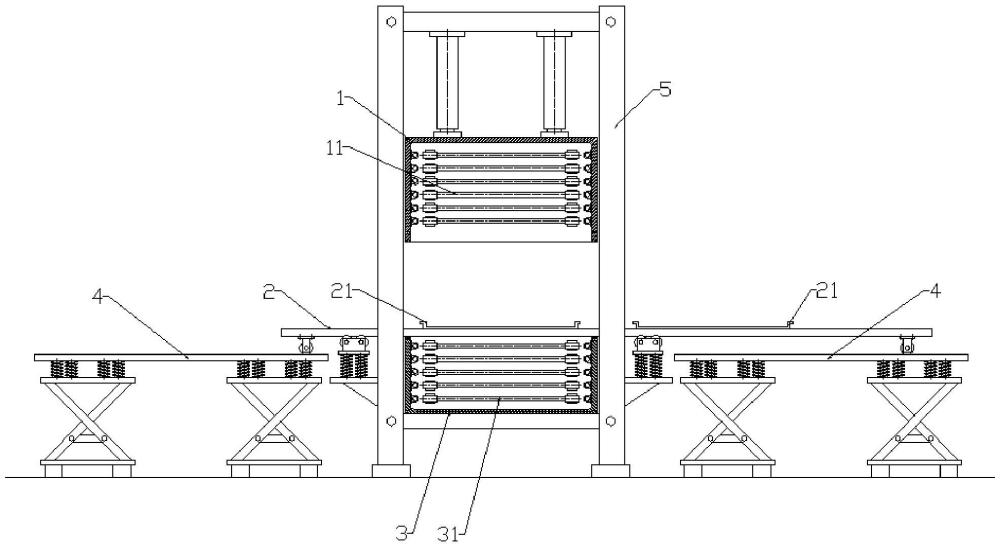
4、本实用新型的目的通过以下技术方案来实现:用于门纹路烤制的烘烤装置,包括上箱、承载架;上箱,其顶部经伸缩机构安装在基架上,其内壁上具有电阻加热丝a;承载架,其经支撑机构进行支撑,且位于上箱的下方;
5、所述承载架的上表面上有多个烘烤单元堆叠,烘烤单元包括门板、纹路纸,堆叠时从下至上依次为门板·纹路纸--门板·纹路纸--门板·纹路纸……
6、当上箱向下动作时,将承载架上的烘烤单元扣住,并通过电阻加热丝a加热后让纹路纸上的纹路被印制到门板上。
7、即门板·纹路纸--门板·纹路纸--门板·纹路纸……依次堆叠后,然后通过上箱扣住再加温进行烘烤,纹路纸上的纹路直接热熔在门板上(无需刷胶),无用担心门板间距影响烘烤质量的问题,这种方式能一次性烘烤多个门板,极大地提高了加工效率。此外,当转印纸上的纹路油墨热熔印在门板上后,因没有用胶非常容易撕下纸。
8、作为本申请优选的技术方案,所述承载架能左右位移,承载架的左右部位分别设有一个托盘,左右部位的托盘分别对应左工位、右工位,托盘内放置烘烤单元;当承载架的左工位被上箱扣住并进行烘烤时,在右工位上料;通过移动承载架,右工位被扣住时,则左工位上料。即一个工位烘烤时,另一个工位上料。
9、作为本申请优选的技术方案,还包括下箱,下箱固定在基架且位于上箱的正下方,在下箱的内壁处也具有电阻加热丝b;所述承载架位于上箱与下箱之间,其将其撑起的支撑机构为弹性机构;当上箱扣下时先抵在承载架上然后再向下压,最终让上箱和下箱形成箱体将承载架上的烘烤单元完全扣住。保证良好的高温环境,避免热量逸散。
10、进一步地,所述下箱的左右壁的上棱边处具有缺口,承载架为多根钢管焊接而成的架;当承载架向下压时对应的钢管被压入该缺口内,让上箱的下端面和下箱的上端面进行接触扣合,形成良好的密封结构。
11、进一步地,所述支撑机构包括弹性支撑a、弹性支撑b;所述基架的左右两侧分别设有一个弹性支撑a,在相应弹性支撑a的外侧还对应的设有一个弹性支撑b;当承载架向左或向右移动到极限位置时,始终被四个弹性支撑向上撑起。无论承载架如何动作,始终保证被撑起,避免承载架翘起。
12、进一步地,所述弹性支撑a均有轨道轮,承载架具有左右方向的钢管且该钢管作为轨道与轨道轮配合,引导承载架沿左右方向移动。这种结构对承载架在前后位置进行了限位,利于承载架能较为精准地左右位移。
13、进一步地,所述弹性支撑b具有能上下浮动的水平板,承载架的左右两端下方设有滚轮,滚轮在水平板上滚动。
14、作为本申请优选的技术方案,所述承载架为板状,当上箱下压时直接与承载架的上表面接触密封。这种方式没有下箱,也能实现烘烤,只是较为浪费电。
15、作为本申请优选的技术方案,所述堆叠的烘烤单元中,最上方的烘烤单元被压板压住。
16、(1)烘烤效率高;
17、传统的烘房烘烤,由于是通过大量人工每张门板刷转印胶再贴上纹路纸的,整个过程需要较长的时间,导致烘烤的整个工艺所需时间长,生产效率不高;另若要保证烘烤完成后具有较好的平整度和转印质量,各门板之间不能叠压且要保持一定距离,而且考虑到耗电成本的考量,烘烤房做得较小,导致一次性转印纹路的效率低下;
18、本方案中,无需采用转印胶,直接将纹路纸放置在门板上且通过门板压紧,在上层的门板上再放纹路纸……然后再最上方放置压板,因此门板之间堆叠非常紧密,能装放更多的门板;同样体积的烘烤空间,本方案一次性烘烤门板的数量更多,工作效率更高;
19、此外,本方案当左工位烘烤时、右工位上料,当右工位烘烤时、左工位上料,左右工位交替烘烤,也提高了效率(烘烤房的方式,需要先将门板移除,然后再放置进取,这个工程需要花费一定时间);
20、(2)良好的密封结构;
21、通过上箱、下箱以及具有弹性的支撑结构,避免热量逸散,有效地节能;
22、(3)便于清理烘烤后的纸,且不会造成环境污染;
23、传统烘烤方式,由于刷转印胶,烘烤转印完成后剩余的纸不容易撕下,且撕下来留有胶质不容易清理,需要喷光油二次处理,这就导致工厂内充满光油颗粒,不环保;
24、本方案中由于不采用转印胶,后续撕纸非常方便,且无需采用光油再次处理,更为环保。
技术特征:
1.用于门纹路烤制的烘烤装置,其特征在于:包括:
2.根据权利要求1所述用于门纹路烤制的烘烤装置,其特征在于:所述承载架(2)能左右位移,承载架(2)的左右部位分别设有一个托盘(21),左右部位的托盘(21)分别对应左工位、右工位,托盘(21)内放置烘烤单元;
3.根据权利要求1或2所述用于门纹路烤制的烘烤装置,其特征在于:还包括下箱(3),下箱(3)固定在基架(5)且位于上箱(1)的正下方,在下箱(3)的内壁处也具有电阻加热丝b(31);
4.根据权利要求3所述用于门纹路烤制的烘烤装置,其特征在于:所述下箱(3)的左右壁的上棱边处具有缺口(32),承载架(2)为多根钢管焊接而成的架;当承载架(2)向下压时对应的钢管被压入该缺口(32)内,让上箱(1)的下端面和下箱(3)的上端面进行接触扣合,形成密封结构。
5.根据权利要求3所述用于门纹路烤制的烘烤装置,其特征在于:所述支撑机构(4)包括弹性支撑a(41)、弹性支撑b(42);
6.根据权利要求5所述用于门纹路烤制的烘烤装置,其特征在于:所述弹性支撑a(41)均有轨道轮(411),承载架(2)具有左右方向的钢管且该钢管作为轨道与轨道轮配合,引导承载架沿左右方向移动。
7.根据权利要求5所述用于门纹路烤制的烘烤装置,其特征在于:所述弹性支撑b(42)具有能上下浮动的水平板(421),承载架(2)的左右两端下方设有滚轮(22),滚轮(22)在水平板(421)上滚动。
8.根据权利要求1或2所述用于门纹路烤制的烘烤装置,其特征在于:所述承载架(2)为板状,当上箱(1)下压时直接与承载架(2)的上表面接触密封。
9.根据权利要求1或2所述用于门纹路烤制的烘烤装置,其特征在于:所述堆叠的烘烤单元中,最上方的烘烤单元被压板(6)压住。
技术总结
本技术涉及用于门纹路烤制的烘烤装置,包括上箱、承载架;上箱,其顶部经伸缩机构安装在基架上,其内壁上具有电阻加热丝A;承载架,其经支撑机构进行支撑,且位于上箱的下方;所述承载架的上表面上有多个烘烤单元堆叠,烘烤单元包括门板、纹路纸,堆叠时从下至上依次为门板·纹路纸‑‑门板·纹路纸‑‑门板·纹路纸……当上箱向下动作时,将承载架上的烘烤单元扣住,并通过电阻加热丝A加热后让纹路纸上的纹路被印制到门板上。本技术达到的有益效果是:烘烤效率高,良好的质量保证,有利于环保生产。
技术研发人员:官军,佘万书,黄新,杨建勇
受保护的技术使用者:四川申力门业有限责任公司
技术研发日:20230731
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!