一种倍捻成型一体化锭子装置的制作方法
本发明属于纺织,具体涉及一种倍捻成型一体化锭子装置。
背景技术:
1、纺纱是将杂乱无章的散纤维,依次开松、梳理、牵伸等工序进行有序排列后再进行线性汇合,或直接天然丝、人造丝、化纤丝等加捻的过程。加捻方式不同,直接决定了纺纱所生产纱线的结构、效率等。通常情况下,加捻纺纱形式分为握持端加捻、自由端加捻两种。握持端加捻能够有限控制纤维须条进行强制性抱合加捻,纤维之间抱合力大、成纱强力高,耐磨性好等优势,如量大面广的环锭纺纱技术环锭加捻形式。但环锭纺纱速度低,一般为十几米/分钟,主要原因是环锭纺纱加捻、卷绕机构为同一机构,加捻、卷绕同时进行,加捻效率、卷装效率之间相互制约,另外细纱机纺纱卷装成形为带有级升的圆锥形交叉卷绕形式,整个纺纱过程中,管纱的大、中、小纱成形时,纺纱气圈大小始终变化,纺纱张力随之变化,因此生产出来的大、中、小纱品质差异较大。一般情况下,细纱管纱的中纱纺纱气圈适中,成纱品质较高,小纱纺纱的张力最大,成纱品质最低,大纱品质居中。为了提高环锭纺成纱品质,出现了诸如紧密纺、赛络纺、柔洁纺等新型环锭纺纱技术;但这些新型纺纱技术都属于环锭纺纱卷装形式,卷装形式带来纱线品质差异的问题仍旧没有得到消除和解决。为了提高纺纱效率,目前工厂中通常采用自由端纺纱技术,如转杯纺速度高达280米/分钟;摩擦纺纱速度高达500米/分钟;涡流纺纱速度高达500米/分钟。但是自由端纺纱时,由于对纤维须条加捻不能进行有效握持,加捻须条中的纤维之间不能进行有效、充分的抱合,成纱强力较低,纱线耐磨性差。
2、为了提高细纱加捻效率、降低加捻能耗,增加细纱卷装、实现超长的大卷装细纱生产,中国专利公开号cn109554784a,公开日2019.04.02,发明创造名称为一种倍捻式细纱机,提供了一种将环锭细纱机的环锭加捻卷绕机构改变成倍捻加捻卷绕机构,将倍捻机构与牵伸机构分开设置,简单方便地实现了加捻机构旋转一周,给纱条施加2个捻回的高效率加捻效果,解决了“在倍捻机构的静止锭上的储纱罐中增设牵伸机构、粗纱吊挂机构的倍捻纺纱装置(中国专利公开号cn103820889a,公开日2014.05.28)在实际应用过程中,由于粗纱卷装长,牵伸系统复杂,纺纱时机构操作困难、纺纱气圈大影响成纱品质,造成了该技术装置实用性差、应用推广价值低”的技术问题;然而该发明的倍捻纺纱机采取电刷滑动接触的方式,将储纱罐内卷绕装置与外部电源接通,进行持续运转卷绕纱线,实质上是采用内置电力机构卷绕式倍捻纺纱方式,造成滑动接触的电刷机构快速磨损、使用周期短,特别是纺纱速度越高、电刷导通部位装置损坏周期越短,甚至2个小时内就遭受破坏而无法继续进行纺纱卷绕,直接制约倍捻纺纱技术的无法持久应用和广泛推广。同时,目前倍捻纺纱机内纱管卷装采用重锤加压方式,造成整个纺纱装置毛重大、转动负荷大,限制了纱线装卷重量和卷装大小。因此,倍捻式纺纱机不仅存在卷绕机构无法高速、持久运行的技术瓶颈,而且大卷装卷绕纺纱受限,造成了倍捻纺纱机尚不能解决高速大卷装的持久纺纱,只能采用粗纱作为原料进行低倍牵伸加捻成纱,尚无法实现采用棉条直接进行大牵伸、高速度、大卷状的理想倍捻纺纱生产。
3、为了解决倍捻式纺纱存在内置卷绕机构无法持久高速运行的技术问题,中国专利公开号cn112410944a,公开日2021.02.26,发明创造名称为一种磁力卷绕式高速倍捻纺纱机,提供了一种将现有倍捻纺纱机的粗纱吊挂机构改变成纤维粗条喂入结构,将粗纱牵伸机构改变成纤维粗条牵伸机构,去除原有设置在储纱罐内的电力传动机构,将现有倍捻卷绕机构改变成倍捻磁力卷绕机构,磁力卷绕机构外置电机的主动转盘和卷绕槽筒的从动转盘外端面上,分别镶嵌沿圆周方向均匀排布的永磁铁,去除原有倍捻卷绕机构中的重锤,在管套外侧与储纱罐内壁之间设置磁张力器装置,减轻装置运行负荷,解决原有倍捻纺纱机运行持久性差、效率低、能耗高、不能采用纤维粗条进行高倍大牵伸后直接纺纱等一系列技术问题。
4、以上现有倍捻纺纱装置均不能自由调节卷绕成型后的成品收卷纱线的形状和松紧,如有边、无边、紧筒、松筒等不同形状和松紧;如紧筒可直接用于下工序定型、缝纫、编织等;松筒可直接用于染色等。因此,通常需要根据实际情况使用的额外的收卷设备对成品收卷纱线进行二次收卷成型,成本高,效率低。
5、为了省去一道络筒工序,中国专利公开号cn1600913a,公开日2005.03.30,发明创造名称为自绕式倍捻锭子,提供了一种自绕式倍捻锭子,包括固定座、与空心锭杆、搁纱架,空心锭杆上设置有皮带轮,搁纱架与固定座之间的空心锭杆上固定有导纱管,搁纱架上固定有第一磁铁,靠近第一磁铁的固定座上固定有第二磁铁,空心锭杆的上部可转动地设置有转动架,该转动架上设置有导纱钩。可省去一道络筒工序,提高纺纱速度。此外还具有进行纺制花式纱线和合股加捻的功能。
6、上述专利中,由空心锭杆带动双向螺杆转动使滑块沿双向螺杆上下往复移动,滑块的位移速度由空心锭杆的转速决定,因此无法自由调节卷绕成型后的成品收卷纱线的形状和松紧;同时,“当空心锭杆转动时,空心锭杆通过摩擦力带动转动架与空心锭杆同步或不同步地转动,当被加捻过的纱线经各导向钩绕到纱管上时,纱线就产生了卷绕张力,在张力的作用下,转动架的转速将慢于空心锭杆的转速,则主动皮带轮及从动皮带轮转动,滑块将沿双向螺杆上下往复移动,同时绕纱管作转动,完成纱线的卷绕成形”,该实施方式,仅在低速时可以实现,当转动架的速度过快时,纱线产生的卷绕张力会远远大于导向钩的拉力,卷绕过程会发生变形失去控制,甚至发生缠绕导致设备损坏,因而不适用于现在通用的高速倍捻设备中。
技术实现思路
1、本发明的目的是提供一种倍捻成型一体化锭子装置,在高速倍捻式纺纱的同时,可以自由调节卷绕成型后的成品收卷纱线的形状和松紧。
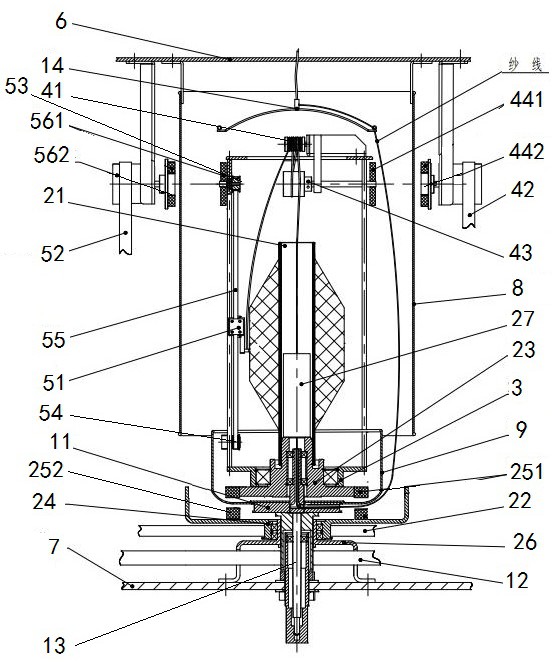
2、为达到上述目的,本发明提供了一种倍捻成型一体化锭子装置,最上部的翼型张力器安装在上锭板上,锭子传动带与安装在锭子支撑板上的锭子相连,带有l型进纱通道的加捻盘固定在锭子顶端,锭子传动带驱动加捻盘垂直轴向转动带动纱线及翼型张力器同步转动,安装有纱管磁力耦合器内磁块的纱管上托盘通过轴承套设在加捻盘上,垂直的中空纱管安装在纱管上托盘上,纱管传动带与纱管下托盘相连,安装有纱管磁力耦合器外磁块的纱管下托盘通过轴承套设在纱管下托盘支架上,纱管下托盘支架固定在锭子支撑板上,纱管传动带通过纱管磁力耦合器驱动纱管上托盘带动纱管垂直轴向转动,纱管内设有滚珠张力器,其中,包括收卷支架、收卷罗拉、收卷罗拉传动杆、收卷罗拉传动带、排线器、排线主动轮、排线从动轮、排线同步带和排线传动带,
3、所述的收卷支架为高度高于纱管的矩形框架,收卷支架的底部中间通过轴承套设在纱管上托盘上,收卷支架的顶部中间安装有收卷罗拉,收卷罗拉传动杆一端与收卷罗拉相连,另一端安装在收卷支架一侧与收卷罗拉磁力耦合器内磁性转盘相连,收卷罗拉传动带与收卷罗拉磁力耦合器外磁性转盘相连,收卷罗拉磁力耦合器外磁性转盘安装在上锭板上或锭子支撑板上,收卷罗拉传动带通过收卷罗拉磁力耦合器驱动收卷罗拉水平轴向转动;
4、所述的收卷支架的另一侧上半部设有排线主动轮,下半部设有排线从动轮,排线主动轮与排线从动轮安装有排线同步带,排线器固定在排线同步带中间,排线主动轮与排线磁力耦合器内磁性转盘相连,排线传动带与排线磁力耦合器外磁性转盘相连,排线磁力耦合器外磁性转盘安装在上锭板上或锭子支撑板上,排线传动带通过排线磁力耦合器驱动排线主动轮正反水平轴向转动,带动排线器随排线同步带垂直往复移动;
5、所述的收卷支架在收卷罗拉磁力耦合器和排线磁力耦合器的磁力固定下,相对上锭板和锭子支撑板保持静止。
6、加捻盘带动纱线及翼型张力器同步旋转并控制纱线线张力及气圈大小。
7、收卷罗拉转动时,从纱管中收线,再向排线器送线。因此,通过分别控制收卷罗拉和加捻盘的转速,可以实现对纱线捻度的直接控制;通过分别控制收卷罗拉和纱管的转速,可以实现对纱线成品松紧的直接控制,当纱管收线的线速度大于收卷罗拉送线的线速度时,纱线成品为紧筒,反之则为松筒。
8、通过控制排线器垂直往复移动时的速度和规律,可以控制卷绕成型后的成品纱线的形状和纱线排列。
9、收卷支架相对上锭板和锭子支撑板保持静止,所以收卷支架内部的纱线即不会绕着纱筒转动,也不受高速倍捻的转速影响。因此在高速倍捻式纺纱时,也可以自由调节卷绕成型后的成品收卷纱线的形状和松紧。
10、在上述方案的基础上,所述的收卷支架外部套有上下开口的直筒型外防护罩,外防护罩上端安装在上锭板上,收卷罗拉磁力耦合器外磁性转盘和排线磁力耦合器外磁性转盘安装在外防护罩外部。
11、外防护罩可以防止收卷支架外部的纱线由于张力与收卷罗拉磁力耦合器外磁性转盘和排线磁力耦合器外磁性转盘相互碰撞发生缠绕。
12、进一步的,所述的加捻盘上固定有向上开口的碗型内防护罩,内防护罩包覆上方安装有纱管磁力耦合器内磁块的纱管上托盘,安装有纱管磁力耦合器外磁块的纱管下托盘位于内防护罩外部。
13、内防护罩可以防止收卷支架外部的纱线由于张力与纱管磁力耦合器的内磁块相互碰撞发生缠绕。
14、在上述方案的基础上,所述的锭子传动带、纱管传动带、收卷罗拉传动带和排线传动带通过数控电机驱动,通过数控设备控制转速,可以更方便直观地调节卷绕成型后的成品收卷纱线的形状和松紧。
15、本发明的有益效果:在高速倍捻式纺纱的同时,通过分别控制收卷罗拉和加捻盘的转速,可以实现对纱线捻度的直接控制;通过分别控制收卷罗拉和纱管的转速,可以实现对纱线成品松紧的直接控制;通过控制排线器垂直往复移动时的速度和规律,可以控制卷绕成型后的成品纱线的形状和纱线排列。
- 还没有人留言评论。精彩留言会获得点赞!