自动粘内页装置的制作方法
1.本实用新型涉及一种印刷加工设备,特别涉及一种自动粘内页装置。
背景技术:
2.贺卡是人们在遇到喜庆的日期或事件的时候互相表示问候的一种卡片,其中一些贺卡内侧会贴有用于填写祝福语的内页。目前带有内页的贺卡主要是通过人手手工生产的,人手先将贺卡打开,并在贺卡上画胶,然后将内页粘贴到贺卡上。人手完成粘贴内页,对人的劳动强度较大,容易造成人疲劳,同时生产效率较低。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种自动粘内页装置,能够自动将内页粘到贺卡上,降低劳动强度,提高生产效率。
4.根据本实用新型的第一方面实施例的自动粘内页装置,包括:输送机构,用于对纸张画胶并输送纸张;粘内页机构,设置在所述输送机构的上方,用于将内页粘贴到所述纸张上并压实。
5.根据本实用新型实施例的自动粘内页装置,至少具有如下有益效果:纸张放到输送机构上,输送机构对纸张进行画胶,然后将纸张送到粘内页机构,并通过粘内页机构将内页粘到纸张上,代替人手粘内页,降低劳动强度,提高生产效率。
6.根据本实用新型的一些实施例,所述输送机构包括有第一输送机、第二输送机和第三输送机,所述第一输送机、所述第二输送机与所述第三输送机依次设置。
7.根据本实用新型的一些实施例,所述第一输送机依次设置有定位组件和胶枪,所述定位组件用于对纸张进行定位,所述胶枪用于队纸张进行画胶。
8.根据本实用新型的一些实施例,所述定位组件包括有第一挡板、第二挡板和驱动所述第一挡板的第一驱动件,所述第二挡板设置在所述第一输送机的一侧,所述第一挡板面向所述第二挡板设置,所述第一驱动件驱动所述第一挡板向靠近所述第二挡板的方向移动。
9.根据本实用新型的一些实施例,所述第一输送机设置有第二驱动件和清洁件,所述胶枪安装在所述第二驱动件的活动端,所述第二驱动件驱动所述胶枪向所述清洁件移动,所述清洁件用于清洁所述胶枪枪口的胶水。
10.根据本实用新型的一些实施例,所述第二输送机包括有定位平台和输送夹组件,所述输送夹组件包括有两个输送夹、滑块和第三驱动件,所述第三驱动件驱动所述滑块沿水平方向往复运动,所述两个输送夹分设在所述滑块的两端,所述定位平台分别与所述第一输送机以及所述第三输送机对接,所述粘内页机构设置在所述定位平台的上方。
11.根据本实用新型的一些实施例,所述第三输送机设置有第一压板和第四驱动件,所述第一压板设置于所述第三输送机的输送面的上方,所述第四驱动件驱动所述第一压板沿竖直方向运动。
12.根据本实用新型的一些实施例,所述粘内页机构包括有储料架、第一吸嘴、第五驱动件和第二压板、所述储料架开设有出料口,所述第一吸嘴面向所述出料口设置,所述第五驱动件驱动所述第一吸嘴转动,所述第一吸嘴用于将所述内页从所述储料口取出并放到所述纸张上,所述第二压板用于将内页压实在所述纸张上。
13.根据本实用新型的一些实施例,所述储料架设置有存放所述内页的滑道,所述滑道向靠近所述第一吸嘴的方向倾斜设置,所述出料口设置在所述滑道靠近所述第一吸嘴的一端,所述出料口设置有挡片。
14.根据本实用新型的一些实施例,所述第五驱动件包括有旋转气缸、转轴和直线气缸,所述转轴水平安装在所述储料架上,所述旋转气缸驱动所述转轴转动,所述直线气缸安装所述转轴上,所述第一吸嘴安装在所述直线气缸的活动端。
15.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
16.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
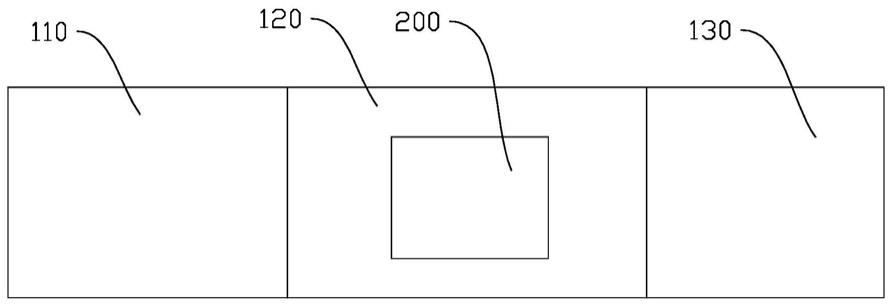
17.图1为本实用新型实施例的自动粘内页装置的示意图;
18.图2为图1示出的自动粘内页装置中第一输送机的俯视图;
19.图3为图1示出的自动粘内页装置的第一输送机、第二输送机和第三输送机的俯视图;
20.图4为本实用新型实施例的自动粘内页装置的粘内页机构的示意图;
21.图5为图1示出的自动粘内页装置中第三输送机的示意图。
22.附图标记说明:
23.纸张100、第一输送机110、第二挡板111、第一挡板112、第一驱动件113、第二驱动件114、胶枪115、清洁件116、第二输送机120、滑块121、输送夹122、滑轨123、第三驱动件124、第三输送机130、第一压板131、第四驱动件132、
24.粘内页机构200、滑道211、出料口212、挡片213、储料架214、第一吸嘴221、直线气缸222、转轴223、第二压板231、
25.内页300。
具体实施方式
26.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
27.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的机构或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
28.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
29.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
30.参照图1,自动粘内页装置,包括:输送机构,用于对纸张100画胶并输送纸张100;粘内页机构200,设置在输送机构的上方,用于将内页300粘贴到纸张100上并压实;
31.纸张100放到输送机构上,输送机构对纸张100进行画胶,然后将纸张100送到粘内页机构200,并通过粘内页机构200将内页300粘到纸张100上,代替人手粘内页300,降低劳动强度,提高生产效率。
32.在一些实施例中,参照图1,输送机构包括有第一输送机110、第二输送机120和第三输送机130,第一输送机110、第二输送机120与第三输送机130依次设置。第一输送机110用于对纸张100进行画胶,然后纸张100送到第二输送机120中,粘内页机构200设置在第二输送机120上,纸张100在第二输送机120完成内页300的粘贴,然后纸张100送到第三输送机130中压实。为提高纸张100在输送过程中的稳定性,第一输送机110、第二输送机120和第三输送机130均为吸风输送机。
33.在一些实施例中,参照图2,第一输送机110依次设置有定位组件和胶枪115,定位组件用于对纸张100进行定位,胶枪115用于队纸张100进行画胶。定位组件包括有第一挡板112、第二挡板111和驱动第一挡板112的第一驱动件113,第二挡板111设置在第一输送机110的一侧,第一挡板112面向第二挡板111设置,第一驱动件113驱动第一挡板112向靠近第二挡板111的方向移动。纸张100进入到第一输送机110中,第一驱动件113驱动第一挡板112,第一挡板112往靠近第二挡板111的方向推动纸张100,使纸张100与第二挡板111拍齐,完成纸张100的定位,然后纸张100经过胶枪115时,胶枪115对纸张100喷胶,使胶水在纸张100中形成胶线,实现自动对纸张100画胶。第一驱动件113可以是气缸,也可以是直线滑台模组,在本实施中,第一驱动件113是气缸。
34.在一些实施例中,参照图2,第一输送机110设置有第二驱动件114和清洁件116,胶枪115安装在第二驱动件114的活动端,第二驱动件114驱动胶枪115向清洁件116移动,清洁件116用于清洁胶枪115枪口的胶水。每次停止喷胶后,胶枪115的枪口会留有些许胶水,时间久了之后就会干了堵住胶枪115的枪口,导致胶枪115无法出胶。喷完胶之后,第二驱动件114驱动胶枪115向清洁件116移动,使胶枪115的枪口与清洁件116接触后继续移动,使清洁件116擦拭胶枪115的枪口,清除胶枪115上残留的胶水,完成清洁后第二驱动件114驱动胶枪115复位,通过清洁件116清洁胶枪115,使胶枪115的枪口保持畅通,提高胶枪115的稳定性。清洁件116可以是海绵,也可以是抹布。同时第二驱动件114可用于调节胶枪115在水平方向的位置,通过第二驱动件114改变胶枪115在水平方向的位置,从而改变胶枪115在纸张100上的画胶位置。第二驱动件114可以通过电机配合螺杆传动实现直线运动,也可以通过电机配合同步带传动实现直运动。
35.在一些实施例中,参照图3,第二输送机120包括有定位平台和输送夹122组件,输
送夹122组件包括有两个输送夹122、滑块121和第三驱动件124,滑块121与滑轨123配合使用,第三驱动件124驱动滑块121沿水平方向往复运动,两个输送夹122分设在滑块121的两端,定位平台分别与第一输送机110以及第三输送机130对接,粘内页机构200设置在定位平台的上方。当纸张100输送到第一输送机110与第二输送机120的对接处时,第一输送机110停止输送;设置在滑块121两端的输送夹122,其中一端的输送夹122靠近第一输送机110,另一端的输送夹122靠近第三输送机130。第三驱动件124驱动滑块121移动,使靠近第一输送机110的输送夹122向纸张100移动,并夹紧纸张100,然后将纸张100送到第二输送机120中,纸张100送到第二输送机120时,第二输送机120的吸风功能开启,使纸张100稳定在第二输送机120上,然后粘内页机构200将内页300粘贴到纸张100上;接着,第三驱动件124驱动滑块121移动,靠近第一输送机110的输送夹122移动都第一输送机110,并夹紧第一输送机110上的纸张100,此时靠近第三输送机130的输送夹122移动到第二输送机120上,并夹紧第二输送机120上的纸张100,然后滑块121移动,第一输送机110上的纸张100送到第二输送机120上,而第二输送机120上的纸张100送到第三输送机130上,实现纸张100的连续输送,提高生产效率。第三驱动件124可以是气缸,也可以是直线滑台模组。通过第二输送机120的输送夹122衔接第一输送机110和第三输送机130,使每次只有单张纸张100粘贴内页300,避免多张纸张100同时进入到第二输送机120,造成纸张100定位不准,降低粘内页机构的粘贴精度。
36.在一些实施例中,参照图5,第三输送机130设置有第一压板131和第四驱动件132,第一压板131设置于第三输送机130的输送面的上方,第四驱动件132驱动第一压板131沿竖直方向运动。第四驱动件132驱动第一压板131将纸张100压实,使纸张100上胶水化开,使内页300黏贴牢固。第四驱动件132可以是气缸,也可以是液压活塞缸。
37.在一些实施例中,参照图4,粘内页机构200包括有储料架214、第一吸嘴221、第五驱动件和第二压板231、储料架214开设有出料口212,第一吸嘴221面向出料口212设置,第五驱动件驱动第一吸嘴221转动,第一吸嘴221用于将内页300从储料口取出并放到纸张100上,第二压板231用于将内页300压实在纸张100上。储料架214设置有存放内页300的滑道211,滑道211向靠近第一吸嘴221的方向倾斜设置,出料口212设置在滑道211靠近第一吸嘴221的一端,出料口212设置有挡片213。第五驱动件驱动第一吸嘴221转动,使第一吸嘴221面向出料口212,第五驱动件驱动第一吸嘴221伸到出料口212处吸取内页300,然后第五驱动件再驱动第一吸嘴221转动,使内页300处于纸张100的上方,然后第一吸嘴221伸到纸张100上并松开内页300,使内页300粘贴到纸张100上,并通过第二压板231压实。滑道211倾斜设置,方便内页300自动向出料口212靠近,提高效率。第一吸嘴221吸取内页300时,内页300在第一吸嘴221的驱动下越过挡片213,而与被吸取内页300相邻的另一张内页300则被挡片213阻挡,停留在滑道211中,出料口212处的挡片213有助于第一吸嘴221吸取内页300时,方便使相邻两张内页300分离,提高吸取内页300的成功率,有助于提高粘贴内页机构的稳定性。需要说明的是第二压板231可通过气缸驱动,也可以通过电机驱动,在本实施例中第二压板231通过气缸驱动。
38.在一些实施例中,参照图4,第五驱动件包括有旋转气缸、转轴223和直线气缸222,转轴223水平安装在储料架214上,旋转气缸驱动转轴223转动,直线气缸222安装转轴223上,第一吸嘴221安装在直线气缸222的活动端。旋转气缸驱动转轴223转动,使第一吸嘴221
面向出料口212,然后直线气缸222驱动第一吸嘴221伸向出料口212,使第一吸嘴221与出料口212的纸张100接触;吸取纸张100后,旋转气缸再驱动转轴223转动,使内页300面向纸张100,然后直线气缸222驱动第一吸嘴221向纸张100移动,使内页300粘贴到纸张100上,然后第一吸嘴221松开内页300,实现内页300的自动粘贴,代替人手粘贴内页300,降低劳动强度,提高生产效率。
39.参照图2至图5,该自动粘内页装置的具体工作过程如下:第一输送机110对纸张100进行画胶,完成画胶后纸张100送到第二输送机120中;然后第五驱动件驱动第一吸嘴221转动,使第一吸嘴221面向出料口212,第一吸嘴221从出料口212吸取内页300,然后转动到纸张100的上方,并将内页300放到纸张100上,接着纸张100送到第三输送机130中,第一压板131将内页300压实,使内页300充分粘合在纸张100上,然后第三输送机130将粘有内页300的纸张100送出,完成纸张100的粘内页300,代替人手粘内页300,降低劳动强度,提高生产效率。
40.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1