机械加工测试校对装置的制作方法
本发明涉及一种校对装置,更确切的说是一种机械加工测试校对装置。
背景技术:
1、在学员进行机械加工训练中,教导人员需要对大量学员加工的工件进行测量长度和特定点位的角度,才能够对学员加工工件重要点位立体空间上的位置进行判定,才能够对学员加工工件的质量做出评价,较为费时费力。
技术实现思路
1、本发明的目的是提供一种机械加工测试校对装置,能够在学员仿照标准工件进行加工时,教导人员可以利用数组工件重要点位测定装置调节杆的端部分别手动调节至与标准工件几个重要点位配合的位置,然后利用张角传动锁定装置和液压截止锁定器将调节杆锁定,从而让数组工件重要点位测定装置的调节杆端部分别锁定在了对应标准工件的几个重要点位,让数组工件重要点位测定装置构成标准比量工具,当教导人员需要检查大量学员加工工件的质量时,可以利用标准比量工具与学员加工过的工件做对比,当标准比量工具数个调节杆的端部均能与学员的工件点位对应时,则说明学生加工的工件较为标准,当一个或数个调节杆的端部不能与学员的工件点位对应时,则说明学生加工的工件不标准,同时能让教导人员快速确定学员加工的工件具体是哪个点位不能与标准工件进行对应,方便教导人员进行针对性教学,省去了教导人员利用卡尺对多个点位进行分别测量的麻烦,如当只有一个调节杆的端部不能与学员的工件点位对应时,则可以唯一确定只有这个点位学员没有加工到位,方便教导人员快速发现学员加工工件存在的问题。
2、本发明为实现上述目的,通过以下技术方案实现:
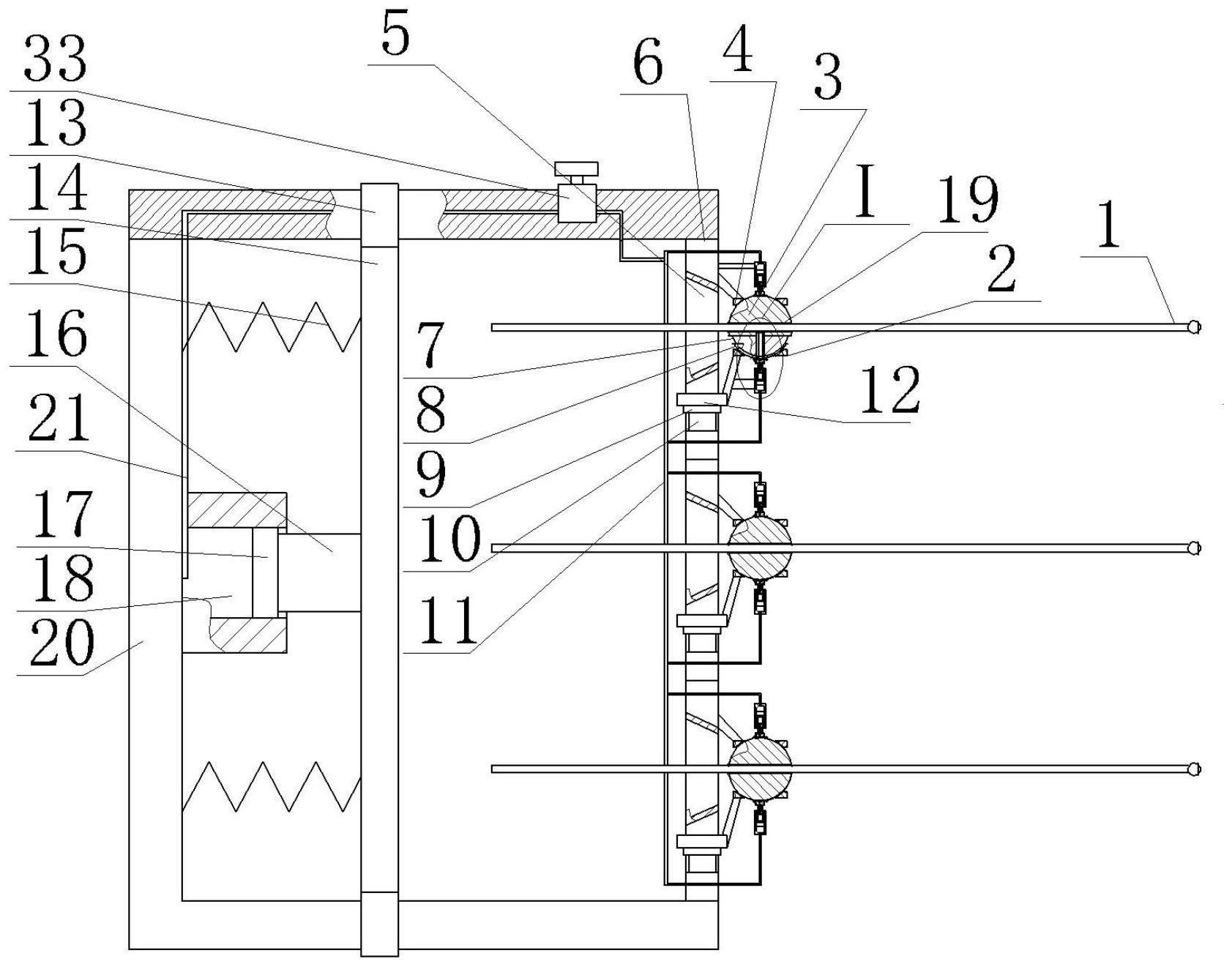
3、机械加工测试校对装置,包括包括定位杆,定位杆上安装数组工件重要点位测定装置,工件重要点位测定装置包括位置张角传动锁定装置和两组液压截止锁定器,张角传动锁定装置包括固定锁紧环、定位球、滑动锁紧环、锁定环、定位环,定位环穿过定位杆,定位环的中心轴与定位杆的中心轴垂直,锁定环套在定位杆上,定位杆上安装顶压器,所述顶压器包括螺母,定位杆的侧周开设外螺纹,定位杆通过外螺纹与螺母螺纹连接,螺母能够与锁定环的一侧配合,锁定环的侧部连接滑动锁紧环,固定锁紧环与滑动锁紧环能够配合夹住定位球,定位球的中部开设通孔,通孔插接调节杆,调节杆能够在通孔的内部滑动,两组液压截止锁定器分别位于定位球的两侧,两组液压截止锁定器能够配合夹住定位球。
4、为了进一步实现本发明的目的,还可以采用以下技术方案:所述液压截止锁定器包括分缸体,分缸体为一端封口的管状壳体结构,分缸体的侧部与定位杆连接,分缸体的封口端连接分液压管道,分液压管道的一端内部与分缸体的内部连通,分缸体的内部设置第二活塞,第二活塞的侧周与分缸体的内壁侧周贴合,第二活塞的一侧连接传动杆,传动杆的一端连接固定壳体,固定壳体为一端封口的管状壳体结构,固定壳体的封口端与传动杆连接,固定壳体的开口端设置吸盘,传动杆的中部开设长条形槽与绳孔,绳孔的一端内部与长条形槽的内部连通,长条形槽的中部连接钢丝绳,钢丝绳穿过绳孔与固定壳体的封口端,钢丝绳的一端与吸盘的一侧中部连接,分缸体的内部连接牵动杆,牵动杆穿过长条形槽,牵动杆能够在长条形槽的内部滑动,钢丝绳的另一端与牵动杆连接,定位杆的侧部连接u形杆,u形杆的两端分别与定位杆的两端连接,u形杆的侧部连接主液压管,u形杆的内侧连接主缸体,主缸体为一端封口的管状壳体结构,主液压管的一端与数个液压截止锁定器的分液压管道连通,主液压管的另一端与主液压管的内部连通,主缸体的内部安装第一活塞,第一活塞的侧周与主缸体的内壁侧周贴合,u形杆的两端均套有牵拉管,牵拉管能够在u形杆上滑动,两个牵拉管之间安装牵拉杆,牵拉杆的两端分别与两个牵拉管连接,牵拉杆的中部连接液压柱,液压柱的一端连接第一活塞,主液压管的中部设置阀门,阀门能够控制主液压管内部液体的通断,张角传动锁定装置包括球面板,定位球的一侧开设球面槽,球面板的内侧能够与球面槽配合,球面板能够沿着球面槽在一定范围内滑动,定位球的侧部开设侧孔,侧孔的内部设置锁定杆,锁定杆的一端与球面板的内侧连接,锁定杆的另一端设置弹性橡胶层,锁定杆通过橡胶层与调节杆的侧部配合,两组液压截止锁定器的吸盘分别位于定位球的两侧,两组液压截止锁定器的吸盘能够分别与定位球与球面板配合。
5、所述牵拉杆与滑动u形杆之间安装弹簧,弹簧的两端分别与u形杆与牵拉杆连接。
6、所述定位环为上底和下底均具有开口的圆台形壳体结构,定位环的上底一侧朝向定位球。
7、所述滑动锁紧环与固定锁紧环的内侧均开设弧形槽,滑动锁紧环的弧形槽能够与定位球的外部贴合,滑动锁紧环的弧形槽能够与球面板的外部贴合。
8、本发明的优点在于:本发明增加了数组工件重要点位测定装置,数组工件重要点位测定装置均具有一个单独活动的调节杆,在学员仿照标准工件进行加工时,教导人员可以利用数组工件重要点位测定装置调节杆的端部分别手动调节至与标准工件几个重要点位配合的位置,然后利用张角传动锁定装置和液压截止锁定器将调节杆锁定,从而让数组工件重要点位测定装置的调节杆端部分别锁定在了对应标准工件的几个立体空间上的几个重要点位,让数组工件重要点位测定装置构成标准比量工具,当教导人员需要检查大量学员加工工件的质量时,可以利用标准比量工具与学员加工过的工件做对比,当标准比量工具数个调节杆的端部均能与学员的工件点位对应时,则说明学生加工的工件较为标准,当一个或数个调节杆的端部不能与学员的工件点位对应时,则说明学生加工的工件不标准,同时能让教导人员快速确定学员加工的工件具体是哪个点位不能与标准工件进行对应,方便教导人员进行针对性教学,省去了教导人员利用卡尺对多个立体空间上的点位进行分别测量的麻烦,如当只有一个调节杆的端部不能与学员的工件点位对应时,则可以唯一确定只有这个点位学员没有加工到位,方便教导人员快速发现学员加工工件存在的问题。
技术特征:
1.机械加工测试校对装置,其特征在于:包括包括定位杆(6),定位杆(6)上安装数组工件重要点位测定装置,工件重要点位测定装置包括位置张角传动锁定装置和两组液压截止锁定器,张角传动锁定装置包括固定锁紧环(4)、定位球(3)、滑动锁紧环(2)、锁定环(12)、定位环(5),定位环(5)穿过定位杆(6),定位环(5)的中心轴与定位杆(6)的中心轴垂直,锁定环(12)套在定位杆(6)上,定位杆(6)上安装顶压器,所述顶压器包括螺母(9),定位杆(6)的侧周开设外螺纹(10),定位杆(6)通过外螺纹(10)与螺母(9)螺纹连接,螺母(9)能够与锁定环(12)的一侧配合,锁定环(12)的侧部连接滑动锁紧环(2),固定锁紧环(4)与滑动锁紧环(2)能够配合夹住定位球(3),定位球(3)的中部开设通孔(19),通孔(19)插接调节杆(1),调节杆(1)能够在通孔(19)的内部滑动,两组液压截止锁定器分别位于定位球(3)的两侧,两组液压截止锁定器能够配合夹住定位球(3)。
2.根据权利要求1所述的机械加工测试校对装置,其特征在于:所述液压截止锁定器包括分缸体(30),分缸体(30)为一端封口的管状壳体结构,分缸体(30)的侧部与定位杆(6)连接,分缸体(30)的封口端连接分液压管道(11),分液压管道(11)的一端内部与分缸体(30)的内部连通,分缸体(30)的内部设置第二活塞(31),第二活塞(31)的侧周与分缸体(30)的内壁侧周贴合,第二活塞(31)的一侧连接传动杆(28),传动杆(28)的一端连接固定壳体(24),固定壳体(24)为一端封口的管状壳体结构,固定壳体(24)的封口端与传动杆(28)连接,固定壳体(24)的开口端设置吸盘(23),传动杆(28)的中部开设长条形槽(27)与绳孔(26),绳孔(26)的一端内部与长条形槽(27)的内部连通,长条形槽(27)的中部连接钢丝绳(25),钢丝绳(25)穿过绳孔(26)与固定壳体(24)的封口端,钢丝绳(25)的一端与吸盘(23)的一侧中部连接,分缸体(30)的内部连接牵动杆(34),牵动杆(34)穿过长条形槽(27),牵动杆(34)能够在长条形槽(27)的内部滑动,钢丝绳(25)的另一端与牵动杆(34)连接,定位杆(6)的侧部连接u形杆(20),u形杆(20)的两端分别与定位杆(6)的两端连接,u形杆(20)的侧部连接主液压管(21),u形杆(20)的内侧连接主缸体(18),主缸体(18)为一端封口的管状壳体结构,主液压管(21)的一端与数个液压截止锁定器的分液压管道(11)连通,主液压管(21)的另一端与主液压管(21)的内部连通,主缸体(18)的内部安装第一活塞(17),第一活塞(17)的侧周与主缸体(18)的内壁侧周贴合,u形杆(20)的两端均套有牵拉管(13),牵拉管(13)能够在u形杆(20)上滑动,两个牵拉管(13)之间安装牵拉杆(14),牵拉杆(14)的两端分别与两个牵拉管(13)连接,牵拉杆(14)的中部连接液压柱(16),液压柱(16)的一端连接第一活塞(17),主液压管(21)的中部设置阀门(33),阀门(33)能够控制主液压管(21)内部液体的通断,张角传动锁定装置包括球面板(8),定位球(3)的一侧开设球面槽(7),球面板(8)的内侧能够与球面槽(7)配合,球面板(8)能够沿着球面槽(7)在一定范围内滑动,定位球(3)的侧部开设侧孔(22),侧孔(22)的内部设置锁定杆(32),锁定杆(32)的一端与球面板(8)的内侧连接,锁定杆(32)的另一端设置弹性橡胶层(35),锁定杆(32)通过橡胶层与调节杆(1)的侧部配合,两组液压截止锁定器的吸盘(23)分别位于定位球(3)的两侧,两组液压截止锁定器的吸盘(23)能够分别与定位球(3)与球面板(8)配合。
3.根据权利要求2所述的机械加工测试校对装置,其特征在于:所述牵拉杆(14)与滑动u形杆(20)之间安装弹簧(15),弹簧(15)的两端分别与u形杆(20)与牵拉杆(14)连接。
4.根据权利要求1所述的机械加工测试校对装置,其特征在于:所述定位环(5)为上底和下底均具有开口的圆台形壳体结构,定位环(5)的上底一侧朝向定位球(3)。
5.根据权利要求1所述的机械加工测试校对装置,其特征在于:所述滑动锁紧环(2)与固定锁紧环(4)的内侧均开设弧形槽(29),滑动锁紧环(2)的弧形槽(29)能够与定位球(3)的外部贴合,滑动锁紧环(2)的弧形槽(29)能够与球面板(8)的外部贴合。
技术总结
机械加工测试校对装置,包括包括定位杆,定位杆上安装数组工件重要点位测定装置,工件重要点位测定装置包括位置张角传动锁定装置和两组液压截止锁定器,如当只有一个调节杆的端部不能与学员的工件点位对应时,则可以唯一确定只有这个点位学员没有加工到位,方便教导人员快速发现学员加工工件存在的问题。
技术研发人员:蒋金广
受保护的技术使用者:云青
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!