显示面板的制造方法及显示面板与流程
1.本技术涉及显示技术领域,特别是涉及一种显示面板的制造方法及显示面板。
背景技术:
2.随着柔性oled显示技术不断成熟,无边框显示已成为市场主流,针对工艺制程的要求越来越高,其中折弯技术是实现无边框重要技术之一。
3.折弯技术,是将显示面板用于设置控制电路的延伸区弯折至显示区的背面的技术。但是在折弯过程中,很难保证折弯的稳定性,弯折区各点应力难以保持一致,容易发生死折现象,导致线路断裂等问题。另外,弯折完成后,在弯折区背面形成的镂空区,在进行后续测试和整机组装过程中易造成弯折区压伤,导致电路损伤。
技术实现要素:
4.本技术主要解决的技术问题是提供一种显示面板的制造方法及显示面板,弯折区得到良好支撑,避免死折现象,避免电路损伤。
5.为解决上述技术问题,本技术采用的一个技术方案是:提供一种显示面板的制造方法,在待弯折的柔性屏体的非显示面的一侧设置具有弹性的导向轴;其中,在所述柔性屏体的长度方向上,所述柔性屏体包括依次连接的显示区、弯折区和延伸区;所述导向轴位于所述弯折区并与所述弯折区固定连接,且所述导向轴沿所述柔性屏体的宽度方向延伸,并在拉力作用下处于拉伸形变状态;以所述导向轴为弯折中心对所述柔性屏体进行弯折,直至所述延伸区与显示区相对并层叠设置;其中,所述弯折区形成容纳所述导向轴的镂空区;撤去所述拉力,所述导向轴回弹后填充至少部分所述镂空区。
6.为解决上述技术问题,本技术采用的另一个技术方案是:提供一种显示面板,采用实施例中任意一项显示面板的制造方法而制成。
7.本技术的有益效果是:区别于现有技术的情况,本技术中在弯折区设置导向轴,由于导向轴处于拉伸形变状态,具有较高的韧性,弯折区以导向轴为弯折中心弯折时,始终受到导向轴的反作用力,导向轴能够很好地支撑在弯折区,防止线路断裂;且由于导向轴具有弹性,可通过让位使弯折轨迹达到理想状态,弯折区应力分布均匀,不易产生死折现象;同时,完成弯折撤去拉力后,导向轴回弹缩短、半径增大,能够自动填充镂空区,无需后续封胶步骤,简化制备步骤的同时避免了后续测试和整机组装过程中弯折区被压伤,导致屏体内部电路断裂的问题。本技术的显示面板镂空区填充性好,得到有效支撑,屏体电路不易受损伤,保证产品品质的效果。
附图说明
8.图1是本技术的显示面板的制造方一实施方式的流程示意图;
9.图2-5是本技术的显示面板的制造方法一实施方式的结构示意图;
10.图6是本技术的显示面板的制造方法一实施方式的俯视图;
11.图7是本技术的显示面板中导向轴一实施方式的结构示意图;
12.图8是本技术的显示面板中导向轴另一实施方式的结构示意图。
具体实施方式
13.为使本技术的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本技术进一步详细说明。显然,所描述的实施例仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
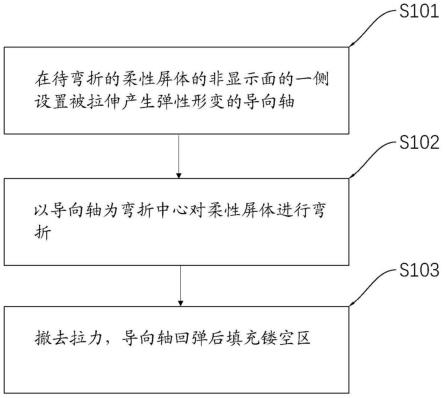
14.请参阅图1,图1是本技术的显示面板的制造方法一实施方式的流程示意图。
15.该显示面板的制造方法包括:
16.步骤s101:在待弯折的柔性屏体2的非显示面2a的一侧设置具有弹性的导向轴1。
17.具体地,参阅图2和图6,图2为图1中步骤s101对应的一实施方式的结构示意图,图6为图2对应的一实施方式的俯视示意图。在柔性屏体2的长度方向(图中x方向)上,柔性屏体2包括依次连接的显示区21、弯折区22和延伸区23;导向轴1位于弯折区22,且导向轴1沿柔性屏体2的宽度方向延伸,并在拉力作用下处于拉伸形变状态。
18.参阅图2,在本技术显示面板的制造方法中,在弯折前,柔性屏体2包括沿厚度方向(即图2中z方向)相对设置的显示面2b和非显示面2a;柔性屏体2沿长度方向(x方向)包括依次连接的显示区21、弯折区22和延伸区23。其中,图像显示可以在显示区21,也可以在显示区21和弯折区22,延伸区23用于安装芯片或排线等。非显示面2a上可以固定连接有用于提升柔性屏体2刚性的支撑膜3,在支撑膜3上可以固定连接有垫高块4,以确保弯折后的显示区21和延伸区23之间的距离为2两倍的弯折半径;支撑膜3和垫高块4的固定连接可以是粘接;优选的,本实施例中为了保证柔性屏体2的柔性,在弯折区22的非显示面2a不设置支撑膜3。此外,在弯折区22的显示面2b设有保护层5。
19.参阅图6,步骤s101中,导向轴1可沿柔性屏体2的宽度方向(y方向)拉伸导向轴1,使其处于拉伸形变状态,具体地,导向轴1为沿y方向变长,沿径向变细。导向轴1被张紧,强度较高,其支撑性能较强,能够为后续柔性屏体2的弯折起到支撑导向的作用。该步骤s101中,可以先拉伸导向轴1,再将导向轴1与弯折区22的非显示面接触。当然,在其他实施例中,也可以首先将导向轴1与弯折区22的非显示面接触,然后再拉伸导向轴1。
20.可选地,在步骤s101中,弯折前,导向轴1靠近弯折区22的一面为弧面,。弧面使得弯折区22弯折时呈单一圆弧,各点应力一致,进一步避免死折现象。具体地,柔性面板的弯折半径为0.25-0.4mm,即镂空区6直径为0.5-0.8mm,当弯折前导向轴1横截面为圆形,在非拉伸状态(即原状态)下导向轴1的直径为0.55-0.85mm(例如0.55mm、0.65mm、0.75mm、0.85mm),即可以略大于镂空区6直径,撤去拉力后导向轴1回弹,弯折区22的作用于导向轴1,使得导向轴1的直径缩小,且导向轴1的直径缩小的部分能够流动填充镂空区6靠近支撑膜3和垫高块4的一侧区域;在弯折过程中,由于导向轴1本身的形状,能够有效保证弯折轨迹为圆弧,便于弯折。
21.进一步地,导向轴1远离弯折区22的一面为平面,便于后续能更好地填充镂空区6靠近垫高块4的一侧并与垫高块4和支撑膜3贴合。具体地,导向轴1在非拉伸状态(即原状态)下弧面的直径为0.5-0.8mm(例如0.5mm、0.6mm、0.7mm、0.8mm),即与镂空区6直径一致,
也可略大于镂空区6直径,如0.5-0.85mm。
22.可选地,上述柔性屏体2可以为oled柔性屏体、micro-led柔性屏体、液晶柔性屏体等。
23.步骤s102:参见图3和图4,图3为图1中步骤s101对应的一实施方式弯折90
°
时的结构示意图,图4为图1中步骤s101的一实施方式弯折完成时的结构示意图。以导向轴1为弯折中心对柔性屏体2进行弯折,直至延伸区23与显示区21相对并层叠设置;其中,弯折后的柔性屏体的非显示面2a一侧形成容纳导向轴1的镂空区6。
24.步骤s102中,按照图2或图3中箭头指示方向将延伸区23沿逆时针方向弯折,直到延伸区23的支撑膜3与垫高块4贴合(如图4所示),弯折完成后,支撑膜3、垫高块4和柔性屏体2合围形成了镂空区6,导向轴1位于在镂空区6内。弯折过程中,弯折区22的非显示面2a沿导向轴1弯折,弯折区22在对导向轴1表面施加压力的同时,弯折区22始终受到导向轴1的支撑力,即前述压力的反作用力,导向轴1能够很好地支撑在弯折区22,防止线路断裂;且由于导向轴1具有弹性,可通过让位使弯折轨迹达到理想状态,使得弯折后的弯折区22呈半圆弧形,且显示区21和延伸区23相互平行,显示区21与延伸区23的间距为两倍的弯折半径,在该状态下不易产生死折现象。
25.步骤s103:参见图5,撤去拉力,导向轴1回弹后填充至少部分镂空区6。
26.步骤s103中,由于导向轴1具有弹性,在撤去拉力后,导向轴1回弹,沿y方向变短,沿径向变粗,能够自动填充镂空区6其余至少部分未被填充的部位,使得弯折完成后的弯折区得到很好的支撑,避免了后续测试和整机组装过程中弯折区被压伤,导致屏体内部电路断裂的问题;且由于保护层5在弯折后对弯折区22形成朝向显示面2b的应力,镂空区6内被填充后平衡了保护层5对弯折区22施加的应力,提高了显示区21与延伸区23之间的贴合力,避免了弯折失效问题;同时避免了后续对镂空区6封胶的步骤,简化步骤,确保较为狭窄的镂空区6能够得到很好的填充。
27.可选地,导向轴1与弯折区22之间可以通过粘性作用实现固定连接。在一些实施例中,导向轴1可以是胶线,具体地,胶线可以是具有高流动性、高粘性、高韧性和高弹性的透明光学胶oca制成。胶线在与弯折区22的非显示面2a接触时可以直接与弯折区22粘接,且具有较强韧性,能够在拉伸状态下支撑弯折区22,且流动性强,在回弹后可自动填充镂空区6实现充分粘合。当然在另一些实施例中,也可以在弯折区22的非显示面2a涂抹胶层,而导向轴1可以不具备粘性,导向轴1在与弯折区22的非显示面2a接触时也能实现导向轴1与弯折区22的粘接,且导向轴1回弹后挤压胶层使胶层填充镂空区6。
28.进一步地,如图7和图8所示,图7和图8均为本技术的显示面板中导向轴1的结构示意图。导向轴1包括弹性轴11和包裹弹性轴11的胶层12。具体地,弹性轴11可以是具有高弹性的橡胶制成,胶层12可以是透明光学胶oca制成。其中,步骤s103包括:
29.撤去拉力,弹性轴11回弹后半径增大,胶层12在弹性轴的挤压下填充镂空区6。其中弹性轴11用于提供更高的弹性和支撑性,高流动性的胶层12能够快速填充镂空区6实现充分粘合。
30.进一步地,步骤s103包括:
31.撤去拉力,并将镂空区6温度升高至预设温度,将镂空区6所处压力升高至预设压力,并持续预设时间,导向轴1回弹并填充镂空区6。优选地,预设温度为45-55℃(例如48℃、
50℃、52℃);和/或,预设压力为0.45-0.55mpa(例如0.48mpa、0.5mpa、0.52mpa);和/或,预设时间为5-10min(例如5min、7min、10min),优选地,预设时间为5min,避免时间过长导致胶层12从两端流出。将弯折后的显示面板置于高温高压下,提高胶层12的流动性,缩短显示面板制备时间,提升制备效率。具体地,可将显示面板置于脱泡机内,脱泡机内可设定相应的预设温度、预设压力及预设时间,既可以实现脱泡,也能完成镂空区6的填充。
32.可选地,参阅图8,弹性轴11内设置有孔洞(图中未示出),胶层12填充孔洞。具体地,弹性轴11可以为泡棉聚氨酯制成,既具有较强的弹性,也具有大量孔洞,能够储存大量胶层12。
33.其中,在步骤s101之前,还包括:对导向轴1进行低温处理;其中,低温处理温度低于环境温度;具体地,低温处理温度为0-10℃。弯折时所处温度为室温,由于导向轴1是低温存储过的,在室温下导向轴1仍具有较强的弹性和韧性,胶层12流动性也较差,在拉紧的时候位于孔洞内的胶层12不会因形变而被挤出,弹性轴11内外的胶层12均能够随着弹性轴11产生形变,保持了导向轴1横截面的形状,且避免了在弯折时胶层12的溢出。当完成弯折后再进行高温高压处理时,胶层12的流动性提升,孔洞内的胶层12流出弹性轴11和外部的胶层12共同在弹性轴11的挤压下流动填充镂空区6实现充分粘合;并且由于镂空区6的体积较小,高流动性的胶层12从弹性轴11流出后,能够有效充分地填充镂空区6。
34.进一步地,再次参阅图7和图8,弯折前,弹性轴11可以为圆形轴,胶层12靠近弯折区22的一面为弧面。弧面使得弯折区22弯折时呈单一圆弧,各点应力一致,进一步避免死折现象。具体地,当弯折前导向轴1横截面为圆形,且弹性轴11不设置孔洞时,在非拉伸状态(即原状态)下导向轴1的直径为0.55-0.85mm(例如0.55mm、0.65mm、0.75mm、0.85mm),即略大于镂空区6直径,保证胶层12在弯折后可以充分填充镂空区6;而当导向轴1横截面为圆形,且弹性轴11内设有孔洞时,导向轴1的直径可以与镂空区6直径0.5-0.8mm一致(例如0.5mm、0.6mm、0.7mm、0.8mm),这是由于镂空区6靠近支撑膜3和垫高块4的一侧区域可以通过孔洞内的胶层12填充。
35.可选地,如图8所示,胶层12远离弯折区22的一面为平面,能更好地填充镂空区6靠近垫高块4的一侧并与垫高块4和支撑膜3贴合。具体地,导向轴1在非拉伸状态(即原状态)下弧面的直径为0.5-0.8mm(例如0.5mm、0.6mm、0.7mm、0.8mm),即与镂空区6直径一致。
36.另一可选地,如图7所示,弹性轴11与胶层12偏心设置,弹性轴11的中心轴设置于胶层12的中心轴靠近弯折区22一侧。即远离弯折区22的一侧具有较多的胶层12,有利于镂空区6远离弯折区22一侧区域的填充。
37.可选地,参阅图6,步骤s101包括:
38.利用夹具夹持导向轴1的两端,并使导向轴1沿自身的长度方向发生拉伸形变;再使柔性屏体2的弯折区22与导向轴1外表面接触。先拉伸后接触的方式避免了拉伸过程中胶层12随着拉伸而外溢。
39.进一步地,在宽度方向(y方向)上,处于拉伸形变状态的导向轴1的两端超出柔性屏体2的边缘,方便后续撤去对导向轴1的拉力;和/或,在宽度方向上,回弹后的导向轴1的两端与柔性屏体2的边缘齐平,以最大程度保证镂空区6的全部填充,提升弯折区22的支撑性。
40.进一步地,步骤s103中撤去拉力的步骤,包括:对超出柔性屏体2边缘的导向轴1进
行剪切操作,以撤去拉力。具体地,剪切位置距离柔性屏体2的边缘50-100μm(参见图6中剪切线c)。剪切操作方便,且易于控制与柔性屏体2边缘的距离,该剪切位置保证导向轴1回弹后能够填充镂空区6的更多区域且不会外溢。
41.参阅图5,图5为本技术显示面板一实施方式的结构示意图。该显示面板采用上述任一实施例中的制造方法制成。显示面板包括导向轴1、柔性屏体2、支撑膜3、垫高块4和保护层5。参阅图2,柔性屏体2两面分别为显示面2b以及非显示面2a;柔性屏体2沿长度方向包括依次连接的显示区21、弯折区22和延伸区23。其中,图像显示可以在显示区21,也可以在显示区21和弯折区22,延伸区23用于安装芯片或排线等。非显示面2a上固定连接有用于提升柔性屏体2刚性的支撑膜3,在显示区21和延伸区23的支撑膜3之间固定连接有垫高块4,以确保弯折后的显示区21和延伸区23之间的距离为2两倍的弯折半径;弯折区22的显示面2b设有保护层5;支撑膜3与柔性屏体2、支撑膜3与垫高块4之间可以以粘接的形式固定连接;弯折区22、支撑膜3和垫高块4之间合围形成镂空区6,镂空区6内填充有导向轴1,导向轴1采用上述任一实施例中的导向轴1制成。
42.该显示面板镂空区填充性好,得到有效支撑,屏体电路不易受损伤,保证产品品质的效果;进而防止在进行后续测试和整机组装过程中及易造成弯折区域压伤,确保弯折区域电路不受到损伤。
43.以上仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1