一种显示屏对位贴合装置、方法及成像采集模块与流程
本技术属于显示屏贴合,尤其涉及一种显示屏对位贴合装置、方法及成像采集模块。
背景技术:
1、车载显示屏作为汽车内饰的重要组成部分,其外观标准在整车制造厂一直是最高标准;消费者感受最直接的就是显示屏的间隙均匀性;与间隙均匀性质量直接相关的显示屏供应商的贴合工艺;目前,市场上的贴合主要依靠工装和少量的ccd视觉引导,误差节点多、累积路径过长导致的贴合精度不高、间隙均匀性差等缺点一直是最大的难题;在现有技术车载贴合过程中,通常被贴合物中至少有一个是玻璃,无法设计类似结构件的定位特征,如:压铸或注塑成型,常规定位方案有两种,其中一种是以工装的外形和贴合治具的外形做匹配,这种方案最大的问题是贴合治具无法做到与来料时时匹配。另外,用ccd相机代替贴合治具定位被贴合物,这种方法可以规避工装治具中的“间隙”问题,对误差的累积暂时没有解决,甚至有些方案增加了误差的累积;另外,ccd的引入也带来另一个误差来源---成像与识别,ccd相机需搭配光源、镜头等使用,成像的质量直接影响识别的准确性;由于工业镜头的焦距往往是固定的或可调范围极小,若增加视野,则会导致单像素精度的损失,成像质量会受到较大影响,软件抓取图像的精度也会大大降低,最终限制贴合精度的提升。
技术实现思路
1、针对上述现有技术的缺陷,本技术提供一种显示屏对位贴合装置、方法及成像采集模块,所述方法主要利用棱镜组件的反射作用,实现了将被贴合产品与贴合产品的图像同时并清晰地在同一相机组件中成像,不仅减少了成像误差,避免了映射误差,还极大缩短了整个过程的误差累积路径,大大提高了贴合精度。
2、为实现上述目的,本技术提供了一种显示屏对位贴合装置,包括:
3、底座和机架,所述机架包括架杠和架脚,架杠的两端分别与架脚的一端固定连接,架脚的另一端分别固定安装在底座上表面的周边两侧。
4、可选地,该装置的底座可采用钢制的加工平台,提供整体装置的支撑和安装基础。加工平台的四周可以预留孔位,方便与地面或操作台进行螺栓固定;机架的架杠可采用矩形钢管或型钢,提供高刚性和承载能力,为了减轻重量,可以选择铝合金材料;架杠的两端需要设计连接孔位,与架脚固定。
5、另外,架脚同样可用矩形钢管或型钢制成,下端需要与底座固定连接,可以设计底座接口孔和螺栓孔;架脚顶端需要配合架杠的连接孔位。为了提高稳定性,可在架脚底端增加抗侧力的筋板。
6、其中,架脚数量一般为两支或四支。机架空间需要确保对位装置各模块运动的间隙,同时考虑操作维护空间。可设计成门架结构或工作台结构。也可以在机架上增加防护围栏、操作面板等,提高装置的完整性和可靠性。
7、在本技术中,所述装置还包括:
8、所述架杠至少安装有第一移动模块;所述第一移动模块用于响应于第一移动信号,以移动被贴合产品。
9、在本技术中,第一移动模块在空间坐标系x轴和z轴方向上移动被贴合产品。
10、在所述底座的上表面对应于所述第一移动模块位置处安装有第二移动模块;所述第二移动模块用于响应于第二移动信号,以移动贴合产品。
11、在本技术中,第二移动模块在空间坐标系y轴方向上移动贴合产品。
12、可选地,被贴合产品为车载显示屏面板,贴合产品为底壳。
13、在所述底座与机架之间至少安装有第三移动模块;所述第三移动模块用于响应于第三移动信号,以移动多组成像采集模块;其中,所述成像采集模块至少包括棱镜组件和相机组件,通过所述棱镜组件同时反射被贴合产品和贴合产品的图像至相机组件。
14、在本技术中,第三移动模块在空间坐标系x轴、y轴和z轴,即任意方向上移动多个成像采集模块。
15、在本技术中,在所述装置需要外接计算机或者plc作为中央控制器。
16、其中,计算机或plc会连接第一移动模块、第二移动模块和第三移动模块的驱动电机。
17、在对位程序的运行逻辑中,计算机或plc会根据图像处理结果,计算出第一移动模块、第二移动模块和第三移动模块各自需要移动的距离及目标位置。然后计算机或plc输出控制指令,分别下发第一移动信号给第一移动模块、第二移动信号给第二移动模块、第三移动信号给第三移动模块。
18、第一移动模块收到信号后驱动电机,带动被贴合产品移动到计算机或plc指令指定的位置,从而完成对被贴合产品的定位运动控制。第二移动模块收到信号后驱动电机,带动贴合产品移动到指定位置。同样,计算机或plc会针对第三移动模块,输出第三移动信号给第三移动模块。第三移动模块收到信号后驱动电机,带动成像模块移动到指定位置。
19、在本技术中,所述被贴合产品到所述棱镜组件的距离会不断调节变化,所述底壳到所述棱镜组件的距离也会不断调节变化,仅当所述被贴合产品到所述棱镜组件的距离与所述底壳到所述棱镜组件的距离相等时,提取当前被贴合产品和贴合产品的成像,根据所述成像获取当前定位坐标,并进行被贴合产品与贴合产品的对位贴合。
20、在本技术中,当连续成像检测到被贴合产品到棱镜组件的距离与底壳到棱镜组件的距离相等时,确定被贴合产品与贴合产品实现了准确对位。然后此时,计算机或plc会锁定各移动模块的位置,进行贴合动作。在整个过程中,计算机或plc实时分析成像结果,通过控制各移动模块持续优化被贴合产品和贴合产品的定位,实现动态精确对位。
21、进一步地,在所述第一移动模块悬挂端设置有第一夹具,在所述第一夹具端安装有第一光源,所述被贴合产品通过所述第一夹具抓取以固定在第一移动模块悬挂端,并通过所述第一光源提供预设照明亮度一。
22、在所述第二移动模块端还设置有第二夹具,所述第二夹具安装有第二光源,所述贴合产品通过所述第二夹具抓取固定在第二移动模块端,并通过所述第二源提供预设照明亮度二。
23、在本技术中,第一夹具和第二夹具均用于抓取并稳定地固定产品,防止贴合过程中抖动而产生误差,影响贴合精度。
24、在本技术中,第一光源用于照亮被贴合产品,第二光源照亮贴合产品。照明亮度需要预设并保持稳定,不能太亮或太暗。其中,太亮会导致图像过曝丢失细节,太暗无法识别图像。
25、预设的照明亮度要匹配相机的光敏参数,获得清晰成像;同时还需要考虑被贴合产品和贴合产品的材质和色彩。通过调节光源亮度和色温,可以获得识别定位特征的最佳图像对比度。光源亮度稳定且匹配成像需求,是保证图像处理质量的重要条件。
26、在本技术中,所述第二移动模块安装在并联对位机构的上表面。
27、所述第二移动模块在移动贴合产品时,还同步移动所述并联对位机构。
28、所述并联对位机构用于对所述贴合产品的预设位置参数进行补偿。
29、在本技术中,通过所述并联对位机构对所述贴合产品在x轴、y轴和z轴的补偿移动,以优化对位贴合时贴合产品的定位参数。并联对位机构主要用来执行软件的计算结果微动调整底壳,精对位被贴合产品和贴合产品。
30、其中,通过组合三轴的微小运动,可以实现对贴合产品在三维空间的精确定位。相对于单轴移动,三轴并联控制可以提供更高的定位精度和灵活性;三轴运动的叠加可以补偿单轴无法实现的调整。
31、在本技术中,所述成像采集模块,具体为:
32、所述成像采集模块分布于第三移动模块四周,并高于第三移动模块;其中,相机组件中的镜头和棱镜组件的间距为一预设距离。
33、其中,通过棱镜组件的反射作用,被贴合产品和贴合产品在同一相机组件的镜头中成像。
34、所述棱镜组件至少包括棱镜和棱镜支架;所述相机组件至少包括相机和相机支架;所述棱镜安装固定在所述棱镜支架上,所述相机安装固定在所述相机支架上。
35、为实现上述目的,本技术还提供了一种显示屏对位贴合方法,包括:
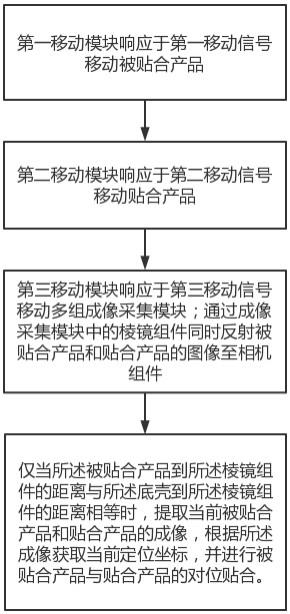
36、s1:第一移动模块响应于第一移动信号移动被贴合产品。
37、s2:第二移动模块响应于第二移动信号移动贴合产品。
38、s3:第三移动模块响应于第三移动信号移动多组成像采集模块;通过成像采集模块中的棱镜组件同时反射被贴合产品和贴合产品的图像至相机组件。
39、s4:仅当所述被贴合产品到所述棱镜组件的距离与所述底壳到所述棱镜组件的距离相等时,提取当前被贴合产品和贴合产品的成像,根据所述成像获取当前定位坐标,并进行被贴合产品与贴合产品的对位贴合。
40、在本技术中,第一移动模块在空间坐标系x轴和z轴方向上移动被贴合产品。
41、在本技术中,第二移动模块在空间坐标系y轴方向上移动贴合产品。
42、在本技术中,第三移动模块在空间坐标系x轴、y轴和z轴,即任意方向上移动多个成像采集模块。
43、可选地,被贴合产品为车载显示屏面板,贴合产品为底壳。
44、在本技术中,通过棱镜组件的反射作用,被贴合产品和贴合产品在同一相机组件的镜头中成像。
45、被贴合的产品特征在同一相机中被抓取,因为软件是根据像素数据运算,故可以选择把两次成像融合,也可以分别成像并记录特征的像素坐标数据。
46、其中,所述棱镜组件至少包括棱镜和棱镜支架;所述相机组件至少包括相机和相机支架;所述棱镜安装固定在所述棱镜支架上,所述相机安装固定在所述相机支架上。
47、在本技术中,在所述移动被贴合产品之前,还包括:
48、第一移动模块中的第一夹具抓取并固定所述被贴合产品;其中,通过第一光源提供预设照明亮度一。
49、在本技术中,在所述移动贴合产品之前,还包括:
50、第二移动模块中的第二夹具抓取并固定所述被贴合产品;其中,通过第二光源提供预设照明亮度二。
51、在本技术中,所述步骤s2,还包括:
52、所述第二移动模块在移动贴合产品时,还同步移动并联对位机构。
53、所述并联对位机构用于对所述贴合产品的预设位置参数进行补偿。
54、在本技术中,在所述步骤s3之前,还包括:
55、将所述成像采集模块分布于第三移动模块四周。
56、以及,相机组件中的镜头和棱镜组件的间距设定为一预设距离。
57、在本技术中,因为现有镜头基本都是定焦镜头;清晰成像需要像距、焦距、工作距离三者满足一定的理论关系,在整套系统其他条件都确定的情况下,棱镜和相机中镜头的距离一定是固定的,否者无法清晰成像。
58、在本技术中,所述定位坐标包括:像素坐标和空间坐标系坐标。
59、在本技术中,像素坐标只能表示目标在图像平面中的2d位置,而无法表达3d空间中的实际位置。
60、空间坐标系坐标建立了实际环境中各轴的尺度参考,可以表示目标在3d空间的位置。
61、通过图像处理可以提取目标在像素坐标系下的位置,但还需知道目标在世界坐标系下的实际位置,才能进行移动对位。所以需要通过标定等方法建立像素坐标系和世界坐标系之间的转换关系。根据像素坐标计算出世界坐标,再控制机构移动完成对位。即仅依靠像素坐标无法实现对位,还必须结合世界坐标系进行转换,才能精确定位。
62、为实现上述目的,本技术还提供了一种成像采集模块,至少包括:棱镜组件和相机组件。
63、其中,所述棱镜组件用于同时反射被贴合产品和贴合产品的图像至所述相机组件。
64、所述相机组件用于实时采集被贴合产品和贴合产品的图像,并获取实时定位坐标。
65、与现有技术相比,本技术有益效果在于:
66、本技术提出的一种显示屏对位贴合装置、方法及成像采集模块,主要实现了:
67、本技术通过采用成像采集模块中的棱镜组件同时反射被贴合产品和贴合产品的图像至相机组件,利用棱镜组件的反射作用,实现了将被贴合产品与贴合产品的图像同时并清晰地在同一相机组件中成像,不仅减少了成像误差,避免了映射误差;并且,本技术仅当被贴合产品到棱镜组件的距离与底壳到棱镜组件的距离相等时,提取被贴合产品和贴合产品的成像,获取当前定位坐标,并进行被贴合产品与贴合产品的对位贴合,极大缩短了整个过程的误差累积路径,本技术有利于贴合产品与被贴合产品的实时多次对位,并规避了贴合过程引入的不必要误差,大大提高了贴合精度。
- 还没有人留言评论。精彩留言会获得点赞!