一种水泥工艺葫芦和制造装置及其制造方法与流程
[0001]
本发明涉及造型领域,具体涉及一种水泥工艺葫芦和制造装置及其制造方法。
背景技术:
[0002]
目前市场上所生产的装饰葫芦多为塑料或金属材料制成,一方面该两种材质所制造的工艺葫芦成本较高,且生产设备昂贵,应用范围狭窄。另一方面在使用时,塑料材质容易老化变形,金属材质容易锈蚀。
技术实现要素:
[0003]
为克服现有技术中的上述不足,本发明提供一种制造成本低,使用寿命长的葫芦及自动化程度高、成品率高、降低了劳动强度同时提高制造效率的葫芦的制造装置和制造方法。
[0004]
本发明的技术方案为:
[0005]
一种水泥工艺葫芦,包括第一半葫芦和第二半葫芦,葫芦整体为第一半葫芦和第二半葫芦相粘连形成的拼接体,所述第一半葫芦和第二半葫芦材质为水泥且内部均设置有加强筋。
[0006]
优选的是,该水泥工艺葫芦内部贯穿设置有通孔。
[0007]
一种水泥工艺葫芦的制造装置,用于制造上述水泥工艺葫芦,该装置包括控制单元和机架,所述机架上依次设置有装砂机构、倒模机构、填料机构及用于传送砂箱的传送机构,所述装砂机构包括储砂箱,储砂箱底部设置有出砂口,出砂口处设置有出砂开关,所述倒模机构包括压杆和压板,所述压杆与所述压板相连接,所述压板底部安装有模具,所述填料机构包括储料箱,所述储料箱内部设置有搅拌装置,所述储料箱底部设置有出料口,所述出料口处设置有出料开关,所述传送机构包括第一传送段、第二传送段和第三传送段,所述第一传送段、第二传送段和第三传送段构造相同,且均包括传送带、传动轮,所述传动轮与机架转动连接,所述传送机构上设置有用于探测所述砂箱位置的第一探头、第二探头、第三探头,所述控制单元分别与所述出砂开关、压杆、出料开关、第一探头、第二探头、第三探头、第一传送段、第二传送段、第三传送段电性连接。
[0008]
优选的是,所述装砂机构的出砂口呈长方形,且长度与所述砂箱适配,所述出砂口处设置有刮板。
[0009]
在上述任一方案中优选的是,所述压板处设置有震动装置。
[0010]
在上述任一方案中优选的是,当所述砂箱材质为铁时,所述第一传送段、第二传送段、第三传送段传动带上均设置有吸合磁铁。
[0011]
在上述任一方案中优选的是,所述填料机构出料口处连接设置有延长管。
[0012]
在上述任一方案中优选的是,所述砂箱的边框处设置有把手。
[0013]
一种水泥工艺葫芦的制造方法,应用所述上述任一方案中的水泥工艺葫芦的制造装置,制造上述任一方案所述的水泥工艺葫芦,包括如下步骤;
[0014]
s1:将砂箱置于传送机构第一传送段处,第一探头感应到所述砂箱行至指定位置后,由装砂机构将铸造砂填入砂箱中,待装砂完成后,由第一传送段传送至第二传送段。
[0015]
s2:当所述砂箱行至第二传送段,第二探头感应到所述砂箱行至指定位置后,压杆推动压板将铸造砂压实,同时安装于压板底部的模具在铸造砂上倒出半葫芦形的形状,倒模完成后,砂箱由第二传送段传至第三传送段。
[0016]
s3:当所述砂箱行至第三传送段,第三探头感应到所述砂箱行至指定位置后,储料箱内的水泥灌入铸造砂倒模内,并抹平。
[0017]
s4:待s3步骤的水泥固化后,将半葫芦从所述砂箱内取出,对其外缘进行修整,待铸件完全固化后,拼合两个半葫芦,并对拼合体进行打磨上色,进而形成葫芦成品。
[0018]
优选的是,s3步骤中预先将加强筋置入倒模内。
[0019]
本发明提供的水泥工艺葫芦制造成本低,使用寿命长,应用范围广(如:公园广场、宾馆饭店、展厅展馆、景点设置,小到家庭室内,大到大型公共场所都能应用),即可作为装饰又可以作为景观设置,也可以根据需要制作成喷泉葫芦、花盆葫芦等等。本发明提供的水泥工艺葫芦的制造装置自动化程度高、成品率高,应用本发明提供的葫芦的制造装置和制造方法制造水泥工艺葫芦不仅降低了劳动强度,而且提高了制造效率,同时为提高人民的精神文化生活需要增砖添瓦,其社会效益不言而喻。
附图说明
[0020]
图1为本发明的水泥工艺葫芦的第一半葫芦、第二半葫芦的一优选实施例的示意图。
[0021]
图2为本发明的水泥工艺葫芦的成品的一优选实施例的示意图。
[0022]
图3为本发明的水泥工艺葫芦的制造装置的机架的一优选实施例的示意图。
[0023]
图4为本发明的水泥工艺葫芦的制造装置的一优选实施例剖面示意图。
[0024]
图5为本发明的水泥工艺葫芦的制造装置的装砂机构的一优选实施例的示意图。
[0025]
图6为本发明的水泥工艺葫芦的制造装置的倒模机构的一优选实施例的示意图。
[0026]
图7为本发明的水泥工艺葫芦的制造装置的填料机构的一优选实施例的示意图。
[0027]
图8为本发明的水泥工艺葫芦的制造装置的电路连接示意图。
[0028]
图中标号说明:
[0029]
101-机架;102-储砂箱;103-出砂开关;104-出砂口;105-砂箱;106-把手;107-压杆;108-压板;109-震动装置;110-模具;111-储料箱;112-搅拌装置;113-出料开关;114-出料口;115-第一探头;116-延长管;117-第二探头;118-第三探头;119-第一传送段;120-第二传送段;121第三传送段;122-刮板。
具体实施方式
[0030]
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0031]
在本发明的描述中,如出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等,其所指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便
于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,如出现术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0032]
实施例1:
[0033]
一种水泥工艺葫芦,包括第一半葫芦和第二半葫芦,葫芦整体为第一半葫芦、第二半葫芦相粘连形成的拼接体,所述第一半葫芦和第二半葫芦内部设置有加强筋,所述葫芦材质为水泥。
[0034]
在本实施例中,如图1-3所示,所述第一半葫芦、第二半葫芦是由同一型号的模具110经倒模后铸造而成,所述第一半葫芦、第二半葫芦经粘合剂粘结,经反复打磨、上色后制成成品葫芦。水泥工艺葫芦可根据需要制造成各种形状、不同大小,例如瓢葫芦、腰葫芦、直把葫芦、喷泉葫芦、花盆葫芦等。所述第一半葫芦、第二半葫芦内部设置有加强筋,是为了增强成品的强度。其中加强筋的材质可以为铁质或铁质框架、竹制框架等。所述葫芦材质为水泥,一方面由水泥制成的水泥工艺葫芦成本低廉,另一方面水泥化学稳定,提高了成品葫芦的使用寿命。
[0035]
在本实施例中,所述葫芦内部贯穿设置通孔。设置通孔是为了拓展该葫芦的功能,即可在通孔处设置功能构件,例如,可在通孔处设置水管,从而将该葫芦制作成喷水葫芦。还可在通孔处设置声光装置,从而制成可发声或发光的水泥工艺葫芦。还可以在通孔处设置加湿装置,从而制成具有加湿效果的水泥工艺葫芦。因此,该水泥工艺葫芦极具观赏价值和使用价值。
[0036]
实施例2:
[0037]
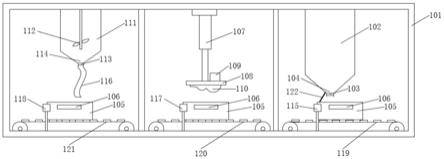
一种水泥工艺葫芦的制造装置,用于制造上述实施例中所述的水泥工艺葫芦,该制造装置包括控制单元、机架101,机架101上依次设置有装砂机构、倒模机构、填料机构及用于传送砂箱105的传送机构,所述装砂机构包括储砂箱102,储砂箱102底部设置有出砂口104,出砂口104处设置有出砂开关103,所述倒模机构包括压杆107和压板108,压杆107与压板108相连接,压板107底部安装有模具110,所述填料机构包括储料箱111,储料箱111内部设置有搅拌装置112,储料箱111底部设置有出料口114,出料口114处设置有出料开关113,所述传送机构包括第一传送段119、第二传送段120和第三传送段121,第一传送段119、第二传送段120和第三传送段121构造相同,且均包括传送带和传动轮,所述传动轮与机架101转动连接,所述传送机构上设置有用于探测砂箱105位置的第一探头115、第二探头117、第三探头118,所述控制单元分别与出砂开关103、压杆107、出料开关113、第一探头115、第二探头117、第三探头118、第一传送段119、第二传送段120、第三传送段121电性连接。
[0038]
在本实施例中,如图3-8所示,所述装砂机构用于将铸造砂装入砂箱105中,具体地讲,所述装砂机构包括储砂箱102,储砂箱102底部设置有出砂口104,出砂口104处设置有出砂开关103。其中,出砂开关103与所述控制单元电性连接,在具体工作时,所述装砂机构与传送机构第一传送段119相配合,具体的,当砂箱105行至出砂口104底部时,第一探头115探测到砂箱105已行至指定位置,此时所述控制单元控制出砂开关103开启,此时存储于储砂箱102内的铸造砂通过出砂口104进入砂箱105中。所述控制单元根据砂箱105的内部尺寸及第一传送段119运行的速度控制出砂开关103的开启时间。当砂箱105即将驶离出砂口104时,所述控制单元控制出砂开关103关闭,此时砂箱105内填满铸造砂。
[0039]
所述倒模机构包括压杆107和压板108,压杆107与压板108相连接,压板108底部安装有模具110,模具110可通过螺栓等形式固定在压板108上,因此,可以及时更换。其中,压杆107可以为液压压杆或气动压杆。已填满铸造砂的砂箱105经由传动机构第一传送段119传送至传动机构第二传送段120,当第二探头117探测到已填满铸造砂的砂箱105行至第二传动段120指定位置后,第二传送段120传动电机停止转动,同时,压杆107推动压板108挤压砂箱105内的铸造砂,并通过安装于压板108底部的模具110在铸造砂上倒出半葫芦形的槽。压杆107升起,完成倒模后,第二传动段120传动电机开始运转,将砂箱105传至第三传动段121。
[0040]
所述填料机构包括储料箱111,储料箱111内部设置有搅拌装置112,储料箱111底部设置有出料口114,出料口114处设置有出料开关113。储料箱111内部设置有搅拌装置112是为了防止水泥凝结。倒模完成的砂箱105经由传动机构第二传动段120传至传动机构第三传动段121,当第三探头118探测到已倒模完成的砂箱105行至指定位置后,第三传动段121电机停止转动,同时出料开关113打开,水泥砂浆通过出料口114流入铸造砂半葫芦形的槽内。
[0041]
所述控制单元可以为单片机或可编程控制器,具体地讲,在连接时,出砂开关103、第一探头115、第一传动段119传动电机、压杆107、第二探头117、第二传动段120传动电机、出料开关113、第三传动段121传动电机、第三探头118,分别与所述控制单元上的i/o接口相连接。
[0042]
在本实施例中,如图4、5所示,所述装砂机构的出砂口104呈长方形,且长度与砂箱105内部尺寸适配,出砂口104处设置有刮板122。出砂口104呈长方形,且长度与砂箱105内部尺寸适配是为了防止所述装砂机构在装砂时铸造砂发生遗撒。刮板122设置于出砂口104砂箱行进方向一侧,刮板122用于将铸造砂均匀的铺设于砂箱105内,以便于倒模工序作业。
[0043]
在本实施例中,如图4、6所示,压板108处设置有震动装置109,设置震动装置109是为了使在倒模工序中,压板108将铸造砂压实。
[0044]
在本实施例中,如图4所示,当砂箱105材质为铁时,第一传送段119、第二传送段120、第三传送段121传动带上均设置有吸合磁铁,设置吸合磁铁是为了提高第一传送段119、第二传送段120、第三传送段121的传输效率,防止砂箱105接触传送带时发生打滑的现象。
[0045]
在本实施例中,如图4、6所示,所述填料机构出料口114处连接设置有延长管116,设置延长管116是为了便于人工控制填料速度,防止自动出料时由于出料速度过快而冲毁倒模。
[0046]
在本实施例中,砂箱105边框处设置有把手106,砂箱105边框设置把手106是为了便于砂箱105的取放。
[0047]
实施例3:
[0048]
一种水泥工艺葫芦的制造方法,应用实施例2中的水泥工艺葫芦的制造装置,制造实施例1中的水泥工艺葫芦,包括如下步骤;
[0049]
s1:将砂箱105置于传送机构第一传送段处119,第一探头115感应到砂箱105行至指定位置后,由装砂机构将铸造砂填入砂箱105中,装砂完成后,由第一传送段119传送至第二传送段120。
[0050]
s2:当砂箱105行至第二传送段119,第二探头117感应到砂箱105行至指定位置后,压杆107推动压板108将铸造砂压实,同时安装于压板108底部的模具110在铸造砂上倒出半葫芦形的形状,倒模完成后,砂箱105由第二传送段121传至第三传送段121。
[0051]
s3:当砂箱105行至第三传送段121,第三探头118感应到砂箱105行至指定位置后,由操作人员将存储于储料箱内的水泥灌入铸造砂倒模内,并抹平。其中,抹平是对第一半葫芦、第二半葫芦的拼接面进行抹平,抹平方式可以为用刮板刮平或用抹子抹平。
[0052]
s4:待s3步骤的水泥固化后,将半葫芦从砂箱105内取出,对外缘进行修整,待铸件完全固化后,拼合两个半葫芦,并对拼合体进行打磨上色,进而形成葫芦成品。
[0053]
在本实施例中,s3步骤中预先将加强筋置入倒模内,因此提高了水泥工艺葫芦的强度。
[0054]
以上所述实施例,仅为本发明较佳的具体实施方式,但本发明的保护范围并不仅限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围之内,根据本发明的技术方案及其发明构思加以等同替换或者改变,都应该覆盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1