一种用于不同尺寸异形料片气动打标的工装装置的制作方法
1.本实用新型涉及汽车材料研究设备技术领域,特别涉及一种用于不同尺寸异形料片气动打标的工装装置。
背景技术:
2.气动打标技术已广泛应用于各种产品的表面刻印加工领域,通过将需刻印内容输入计算机,计算机通过打标机控制器控制打标针按一定的轨迹移动,同时打标针在压缩空气作用下高频率冲击工件,从而在工件上形成所需刻印内容。
3.汽车冲压件的异形料片,不同异形料片产品板料刻印位置不同,而且异形料片尺寸规格也不同,传统气动打标机设备只能局限于已有小尺寸下刻印,无法满足不同形态和尺寸的异形料片的表面刻印,只能通过前期开发落料模具来实现。
技术实现要素:
4.为了解决上述技术问题,本实用新型公开了一种用于不同尺寸异形料片气动打标的工装装置,可以解决不同形状、不同位置下的异形料片表面刻印,从而解决不同形状和尺寸的异形料片的表面刻印,省去了前期开发落料模具的费用。
5.具体技术方案如下:
6.一种用于不同尺寸异形料片气动打标的工装装置,包括工作台、气动打标机、定位装置和压夹装置,所述气动打标机的底部一部分固定在垫板上,另一部分为打标针;打标针在垫板外悬空,且正下方对着料片的打标区域;垫板通过锁紧螺母安装在支撑座上,支撑座四脚立于工作台上且焊接固定;料片置于支撑座下方的空腔内,由定位装置进行水平方向上的定位,由压夹装置进行竖直方向上的压夹。
7.所述定位装置位于工作台上,在工作台的纵向和横向分别开设纵向调节缝和横向调节缝,纵向调节缝和横向调节缝内插入定位螺杆后拧入定位螺母,定位螺杆在纵向调节缝和横向调节缝内水平方向上移动至适合的位置后由定位螺母锁紧固定。
8.所述压夹装置安装在支撑座上,包括压夹弯头和胶锤,所述压夹弯头包括一端为较细的带有外螺纹的挂轴和另一端为l型弯折的弯杆,支撑座上开孔插入挂轴后拧上螺母,限制压夹弯头竖直方向上的运动;弯杆的自由端带有内螺纹,与带有外螺纹的锤杆旋入配合,锤杆的另一端固定胶锤。
9.所述工作台上表面固定胶垫。
10.所述工作台固定在支撑架上表面,支撑架的四脚分别安装一个脚轮。
11.所述胶锤为实心铁块,外部包裹橡胶皮。
12.所述垫板与支撑座的相对安装位置可调节,由锁紧螺母锁紧。
13.所述料片为规则形状或者异型。
14.与现有技术相比,本实用新型具有如下有益技术效果:
15.本实用新型可针对规则形状或者异型料片,由定位装置和压夹装置对料片分别从
水平方向和竖直方向上进行定位,垫板与支撑座的相对安装位置可调节,适用于打标区域远离气动打标机的情况,可以保证打标区域调整到打标针正下方的最佳区域。此外工作台上表面固定胶垫、胶锤外部包裹橡胶皮是对料片打标过程中的外观保护,避免压痕、划痕,保证产品质量。支撑架底部带有脚轮,方便本实用新型工装装置进入到生产细节中进行操作,提升工作效率。
附图说明
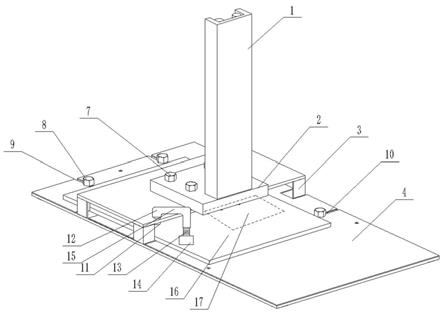
16.图1为本实用新型工装装置的立体结构示意图;
17.图2为本实用新型工装装置的局部放大示意图;
18.图3为本实用新型工装装置的工作示意图;
19.图中,1、气动打标机;2、垫板;3、支撑座;4、胶垫;5、支撑架;6、脚轮;7、锁紧螺母;8、定位螺母;9、纵向调节缝;10、横向调节缝;11、挂轴;12、压夹弯头;13、外螺纹;14、胶锤;15、弯杆;16、料片;17、打标区域。
具体实施方式
20.下面结合附图对本实用新型进行进一步说明,但本实用新型的保护范围不仅限于附图。
21.图1为本实用新型工装装置的立体结构示意图,图2为本实用新型工装装置的局部放大示意图,如图所示:本实用新型用于不同尺寸异形料片气动打标的工装装置,包括工作台、气动打标机1、定位装置和压夹装置,所述气动打标机1的底部一部分固定在垫板2上,另一部分为打标针;打标针在垫板2外悬空,且正下方对着料片16的打标区域17;垫板2通过锁紧螺母7安装在支撑座3上,支撑座3四脚立于工作台上且焊接固定;料片16置于支撑座3下方的空腔内,由定位装置进行水平方向上的定位,由压夹装置进行竖直方向上的压夹。
22.所述定位装置位于工作台上,在工作台的纵向和横向分别开设纵向调节缝9和横向调节缝10,纵向调节缝9和横向调节缝10内插入定位螺杆后拧入定位螺母8,定位螺杆在纵向调节缝9和横向调节缝10内水平方向上移动至适合的位置后由定位螺母8锁紧固定。
23.所述压夹装置安装在支撑座3上,包括压夹弯头12和胶锤14,所述压夹弯头12包括一端为较细的带有外螺纹的挂轴11和另一端为l型弯折的弯杆15,支撑座3上开孔插入挂轴11后拧上螺母,限制压夹弯头12竖直方向上的运动;弯杆15的自由端带有内螺纹,与带有外螺纹13的锤杆旋入配合,锤杆的另一端固定胶锤14。
24.所述工作台上表面固定胶垫4。所述工作台固定在支撑架5上表面,支撑架5的四脚分别安装一个脚轮6。所述胶锤14为实心铁块,外部包裹橡胶皮。所述垫板2与支撑座3的相对安装位置可调节,由锁紧螺母7锁紧。
25.图3为本实用新型工装装置的工作示意图,如图所示,工作时,首先将规则形状或者异型的料片16置于支撑座3下方的空腔内,打标区域17正对气动打标机1的打标针下方,如果打标区域16过于远离打标针下方,可将垫板2与支撑座3的相对安装位置调远后由锁紧螺母7锁紧。然后调整纵向调节缝9和横向调节缝10内插入的定位螺杆,使定位螺杆尽量贴近料片16的边缘,拧入定位螺母8锁紧定位螺杆,完成料片16水平方向上的定位。再将压夹弯头12绕挂轴11转至料片16上方,通过旋动锤杆调整锤杆从弯杆的内螺纹中逐渐旋出,直
至胶锤14压在料片16上,完成料片16竖直方向上的定位。最后开启气动打标机1,打标针对料片16的打标区域17进行打标。
26.同一规格的料片完成一次定位调整后可以不再动定位装置,只调压夹装置。如果需要更换不同规格的料片进行打标,需要重新调整定位装置和压夹装置进行定位打标。
技术特征:
1.一种用于不同尺寸异形料片气动打标的工装装置,其特征在于:包括工作台、气动打标机(1)、定位装置和压夹装置,所述气动打标机(1)的底部一部分固定在垫板(2)上,另一部分为打标针;打标针在垫板(2)外悬空,且正下方对着料片(16)的打标区域;垫板(2)通过锁紧螺母(7)安装在支撑座(3)上,支撑座(3)四脚立于工作台上且焊接固定;料片(16)置于支撑座(3)下方的空腔内,由定位装置进行水平方向上的定位,由压夹装置进行竖直方向上的压夹。2.根据权利要求1所述的用于不同尺寸异形料片气动打标的工装装置,其特征在于:所述定位装置位于工作台上,在工作台的纵向和横向分别开设纵向调节缝(9)和横向调节缝(10),纵向调节缝(9)和横向调节缝(10)内插入定位螺杆后拧入定位螺母(8),定位螺杆在纵向调节缝(9)和横向调节缝(10)内水平方向上移动至适合的位置后由定位螺母(8)锁紧固定。3.根据权利要求1所述的用于不同尺寸异形料片气动打标的工装装置,其特征在于:所述压夹装置安装在支撑座(3)上,包括压夹弯头(12)和胶锤(14),所述压夹弯头(12)包括一端为带有外螺纹(13)的挂轴(11)和另一端为l型弯折的弯杆(15),支撑座(3)上开孔插入挂轴(11)后拧上螺母,限制压夹弯头(12)竖直方向上的运动;弯杆(15)的自由端带有内螺纹,与带有外螺纹(13)的锤杆旋入配合,锤杆的另一端固定胶锤(14)。4.根据权利要求1所述的用于不同尺寸异形料片气动打标的工装装置,其特征在于:所述工作台上表面固定胶垫(4)。5.根据权利要求1所述的用于不同尺寸异形料片气动打标的工装装置,其特征在于:所述工作台固定在支撑架(5)上表面,支撑架(5)的四脚分别安装一个脚轮(6)。6.根据权利要求3所述的用于不同尺寸异形料片气动打标的工装装置,其特征在于:所述胶锤(14)为实心铁块,外部包裹橡胶皮。7.根据权利要求1所述的用于不同尺寸异形料片气动打标的工装装置,其特征在于:所述垫板(2)与支撑座(3)的相对安装位置可调节,由锁紧螺母(7)锁紧。8.根据权利要求1所述的用于不同尺寸异形料片气动打标的工装装置,其特征在于:所述料片(16)为规则形状或者异型。
技术总结
本实用新型涉及汽车材料研究设备技术领域,特别涉及一种用于不同尺寸异形料片气动打标的工装装置,气动打标机的底部一部分固定在垫板上,另一部分为打标针;打标针在垫板外悬空,且正下方对着料片的打标区域;垫板通过锁紧螺母安装在支撑座上,支撑座四脚立于工作台上且焊接固定;料片置于支撑座下方的空腔内,由定位装置进行水平方向上的定位,由压夹装置进行竖直方向上的压夹。本实用新型可针对规则形状或者异型料片,由定位装置和压夹装置对料片分别从水平方向和竖直方向上进行定位,垫板与支撑座的相对安装位置可调节,适用于打标区域远离气动打标机的情况,可以保证打标区域调整到打标针正下方的最佳区域。整到打标针正下方的最佳区域。整到打标针正下方的最佳区域。
技术研发人员:刘洪杰
受保护的技术使用者:苏州东宝海星金属材料科技有限公司
技术研发日:2021.08.17
技术公布日:2022/2/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1