展览装置、TCP雕塑成型工艺及其TCP雕塑品的制作方法
展览装置、tcp雕塑成型工艺及其tcp雕塑品
技术领域
1.本发明涉及展览装置技术领域,特别是涉及一种展览装置、tcp雕塑成型工艺及其tcp雕塑品。
背景技术:
2.在许多大型的文化场景设施中,我们经常会看见许多大型的展览装置,例如有大型的塑石、假山、仿石墙和园林景观等,以更好地丰富文化场景的欣赏度。目前在许多大型的塑石、假山、仿石墙和园林景观的制作过程中,通常都会采用tcp雕塑成型工艺进行雕刻操作,以得到tcp雕塑品。
3.然而,在实际tcp雕塑成型工艺中,通常采用雕刻水泥在雕塑基体上进行雕刻操作,以使tcp雕塑层能够固定成型在雕塑基体上,由于雕塑基体的表面相对平整,一方面使得雕刻水泥较难成型固定在雕塑基体的表面上,从而使雕刻水泥容易出现严重的掉落现象,进而造成原材料出现较多的浪费以引起tcp雕塑品的生产成本变高的现象,另一方面使得成型固定在雕塑基体表面的tcp雕塑层在使用过程中容易出现脱落的现象,从而降低了tcp雕塑品的使用寿命。
技术实现要素:
4.本发明的目的是克服现有技术中的不足之处,提供结构强度较好、且原材料浪费较少的展览装置、tcp雕塑成型工艺及其tcp雕塑品。
5.本发明的目的是通过以下技术方案来实现的:
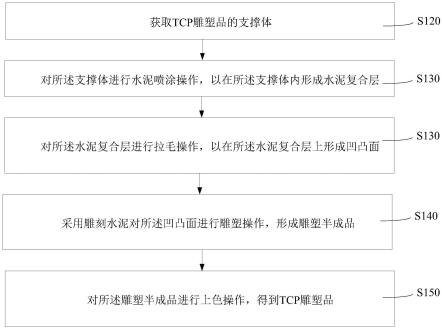
6.一种tcp雕塑成型工艺,包括如下步骤:
7.获取tcp雕塑品的支撑体;
8.对所述支撑体进行水泥喷涂操作,以在所述支撑体内形成水泥复合层;
9.对所述水泥复合层进行拉毛操作,以在所述水泥复合层上形成凹凸面;
10.采用雕刻水泥对所述凹凸面进行雕塑操作,形成雕塑半成品;
11.对所述雕塑半成品进行上色操作,得到tcp雕塑品。
12.在其中一个实施例中,所述雕刻水泥包括如下各质量组分:
13.水
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份~30份;
14.母料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70份~80份。
15.在其中一个实施例中,所述雕刻水泥的含水量为25%~26%。
16.在其中一个实施例中,所述水泥复合层包括如下各质量组分:
[0017][0018]
在其中一个实施例中,在所述对所述水泥复合层进行拉毛操作,以在所述水泥复合层上形成凹凸面的步骤中,包括如下具体的步骤:
[0019]
通过拉毛装置对所述水泥复合层进行拉毛操作。
[0020]
在其中一个实施例中,所述拉毛操作的拉毛深度为5mm~10mm。
[0021]
在其中一个实施例中,在所述获取tcp雕塑品的支撑体的步骤中,包括如下具体的步骤:
[0022]
采用钢筋进行立体造型操作,以得到半成品支撑体;
[0023]
对所述半成品支撑体进行绑网固定操作,得到所述支撑体。
[0024]
在其中一个实施例中,所述绑网固定操作包括如下具体的步骤:
[0025]
将第一钢丝网固定在所述半成品支撑体上,以形成底网;
[0026]
将第二钢丝网设置于所述半成品支撑体的另一侧,以形成面网;
[0027]
将多个支撑柱固定在所述底网和所述面网之间,并且各所述支撑柱均与所述半成品支撑体连接,各所述支撑柱用于撑开所述底网和所述面网的距离。
[0028]
一种tcp雕塑品,采用上述任一实施例中所述的tcp雕塑成型工艺制备得到。
[0029]
一种展览装置,包括上述任一实施例中所述tcp雕塑品。
[0030]
与现有技术相比,本发明至少具有以下优点:
[0031]
上述的tcp雕塑成型工艺,由于支撑体可以为水泥复合层提供较好的支撑作用,通过对支撑体进行水泥喷涂操作,以使水泥可以嵌合在支撑体内,并在支撑体内形成嵌合式的水泥复合层,从而确保了支撑体与水泥复合层之间的连接强度,进而可以为雕刻水泥提供很好的支撑作用,以便雕刻水泥更好地成型固定在水泥复合层的凹凸面上,由于凹凸面不仅可以增大水泥复合层与雕刻水泥的接触面积,还可以为雕刻水泥提供较好的支撑附着点,从而使雕刻水泥能够更好地成型嵌合在水泥复合层的凹凸面上并形成tcp雕塑层,有效避免了雕刻水泥容易出现严重的掉落现象,从而减轻了原材料的浪费,进而降低了tcp雕塑品的生产成本,且提高水泥复合层与tcp雕塑层的连接强度,又由于雕刻水泥具有良好的粘接性、可塑性和抗裂性好,从而提高tcp雕塑层的抗裂性能,可以有效地避免了tcp雕塑品容易出现干裂现象,进而提高了tcp雕塑品的表观质量,以确保tcp雕塑品的产品质量。
附图说明
[0032]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0033]
图1为本发明一实施方式中的tcp雕塑成型工艺的流程图;
[0034]
图2为本发明一实施方式中的tcp雕塑品立体结构示意图;
[0035]
图3为图2所示tcp雕塑品一方向的剖视图;
[0036]
图4为图3所示的a处局部放大图;
[0037]
图5为本发明一实施例中的水泥复合层和tcp雕塑层的连接结构示意图;
[0038]
图6为本发明一实施例中的第二毛刷头的结构示意图。
[0039]
附图标记:10、tcp雕塑品;100、支撑组件;110、支撑体;120、水泥复合层;121、凹槽;1211、通槽;1212、内槽;122、凹凸面;130、底网;140、面网;150、支撑柱;151、夹持部;200、tcp雕塑层;210、第一连接部;220、第二连接部;230、覆盖层;300、颜色层;310、底漆层;311、抗碱底漆层;312、底色漆层;320、主题漆层;330、保护漆层;400、第二毛刷头;410、楔形部。
具体实施方式
[0040]
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
[0041]
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
[0042]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0043]
本技术提供一种tcp(themed cement plaster,主题水泥灰浆)雕塑成型工艺,包括如下步骤:获取tcp雕塑品的支撑体;对所述支撑体进行水泥喷涂操作,以在所述支撑体内形成水泥复合层;对所述水泥复合层进行拉毛操作,以在所述水泥复合层上形成凹凸面;采用雕刻水泥对所述凹凸面进行雕塑操作,形成雕塑半成品;对所述雕塑半成品进行上色操作,得到tcp雕塑品。
[0044]
上述的tcp雕塑成型工艺,由于支撑体可以为水泥复合层提供较好的支撑作用,通过对支撑体进行水泥喷涂操作,以使水泥可以嵌合在支撑体内,并在支撑体内形成嵌合式的水泥复合层,从而确保了支撑体与水泥复合层之间的连接强度,进而可以为雕刻水泥提供很好的支撑作用,以便雕刻水泥更好地成型固定在水泥复合层的凹凸面上,由于凹凸面不仅可以增大水泥复合层与雕刻水泥的接触面积,还可以为雕刻水泥提供较好的支撑附着点,从而使雕刻水泥能够更好地成型嵌合在水泥复合层的凹凸面上并形成tcp雕塑层,有效避免了雕刻水泥容易出现严重的掉落现象,从而减轻了原材料的浪费,进而降低了tcp雕塑品的生产成本,且提高水泥复合层与tcp雕塑层的连接强度,又由于雕刻水泥具有良好的粘接性、可塑性和抗裂性好,从而提高tcp雕塑层的抗裂性能,可以有效地避免了tcp雕塑品容易出现干裂现象,进而提高了tcp雕塑品的表观质量,以确保tcp雕塑品的产品质量。
[0045]
为更好地理解本技术的技术方案和有益效果,以下结合具体实施例对本技术做进一步地详细说明:
[0046]
如图1所示,一实施例中的tcp雕塑成型工艺,包括以下步骤的部分或全部:
[0047]
s110、获取tcp雕塑品的支撑体,以使支撑体可以为水泥复合层提供较好的支撑作用,以确保水泥能够成型嵌合在支撑体内,不仅提高支撑体的结构强度,且确保了水泥复合层与支撑体的连接强度,从而为tcp雕塑品提供较好的基础支撑。
[0048]
s120、对所述支撑体进行水泥喷涂操作,以在所述支撑体内形成水泥复合层,从而使流动的水泥能够流入支撑体内,当水泥硬化后可以在支撑体内嵌合形成水泥复合层,从而使后续的雕刻水泥能够较好地成型在水泥复合层上,进而为雕刻水泥成型提供较好的支撑。
[0049]
s130、对所述水泥复合层进行拉毛操作,以在所述水泥复合层上形成凹凸面,通过拉毛操作,从而可以粗化水泥复合层的表面,以在水泥复合层的表面形成凹凸不平的凹凸面,这样不仅可以增大水泥复合层与雕刻水泥的接触面积,还可以为雕刻水泥提供较好的支撑附着点,从而使雕刻水泥能够更好地附着在水泥复合层的凹凸面上,从而使雕刻水泥能够很好地成型固定在凹凸不平的凹凸面上,如此不仅可以得到成型效果较好的tcp雕塑品,还可以提高水泥复合层与雕刻水泥的结构强度。
[0050]
s140、采用雕刻水泥对所述凹凸面进行雕塑操作,形成雕塑半成品,由于雕刻水泥具有良好的粘接性、可塑性和抗裂性好,从而有效地避免了tcp雕塑品容易出现脱落及干裂现象,还可以提高tcp雕塑层与水泥复合层的连接强度,有效避免了tcp雕塑层在使用过程中容易出现脱落的现象,还可以得到形象且立体感较好的tcp雕塑层,从而提高tcp雕塑品的塑形效果,从而可以得到塑形效果好、表观质量好且连接强度高的tcp雕塑品,进而提高了tcp雕塑品的产品质量。
[0051]
s150、对所述雕塑半成品进行上色操作,得到tcp雕塑品,通过使用各种不同的颜料对雕塑半成品的表面进行上色操作,可以更好地丰富雕塑半成品表面的色彩,不仅提高tcp雕塑品的视觉效果,且提高了tcp雕塑品的立体感,从而使tcp雕塑品更形象逼真,进而可以为大型文化广场提供更好的视觉效果。
[0052]
上述的tcp雕塑成型工艺,由于支撑体可以为水泥复合层提供较好的支撑作用,通过对支撑体进行水泥喷涂操作,以使水泥可以嵌合在支撑体内,并在支撑体内形成嵌合式的水泥复合层,从而确保了支撑体与水泥复合层之间的连接强度,进而可以为雕刻水泥提供很好的支撑作用,以便雕刻水泥更好地成型固定在水泥复合层的凹凸面上,由于凹凸面不仅可以增大水泥复合层与雕刻水泥的接触面积,还可以为雕刻水泥提供较好的支撑附着点,从而使雕刻水泥能够更好地成型嵌合在水泥复合层的凹凸面上并形成tcp雕塑层,有效避免了雕刻水泥容易出现严重的掉落现象,从而减轻了原材料的浪费,进而降低了tcp雕塑品的生产成本,且提高水泥复合层与tcp雕塑层的连接强度,又由于雕刻水泥具有良好的粘接性、可塑性和抗裂性好,从而提高tcp雕塑层的抗裂性能,可以有效地避免了tcp雕塑品容易出现干裂现象,进而提高了tcp雕塑品的表观质量,以确保tcp雕塑品的产品质量。
[0053]
在其中一个实施例中,所述雕刻水泥包括如下各质量组分:20份~30份的水、70份~80份的母料。可以理解,由于加入的母料具有良好的粘接性、可塑性和抗裂性好,从而使得雕刻水泥能够更好地成型于水泥复合层的的凹凸面上,这样,可以提高了雕刻层的塑形
效果、表观质量,从而提高tcp雕塑品的产品质量,同时加入的水有助于母料充分的水解和水化以得到雕刻水泥,以便用户进行雕塑操作。
[0054]
需要说明的是,通过将70份~80份的母料和20份~30份的水进行复配使用,使得加入的20份~30份的水能够充分地将70份~80份的母料水解和水化,以使部分的水能够与70份~80份的母料形成化合水,并存储在雕刻水泥内,而剩余的部分水则变为自由水,它们能够会随着雕刻水泥的硬化慢慢地蒸发掉,从而在雕刻水泥的内部形成细小的空隙,以确保雕刻水泥的密实度和强度,可以有效地避免含水量太高造成雕刻水泥内部形成空隙较大引起tcp雕塑层容易出现塌陷、开裂等不良的表观现象,进而提高了tcp雕塑层的抗开裂性,以得到塑形效果好、表观质量好且连接强度高的tcp雕塑品。
[0055]
在其中一个实施例中,所述母料为mc抹德乐,由于mc抹德乐具有良好的粘接性、可塑性和抗裂性好,一方面提高了雕刻水泥与支撑体的粘接力,以使得雕刻水泥能够很好地粘附在水泥复合层的凹凸面上,另一方面提高了雕刻水泥的可塑性,以便用户更好雕塑出符合主题的tcp雕塑层,提高了tcp雕塑品的塑形效果,又一方面可以提高雕刻水泥的抗裂性,从而可以得到表观质量好的tcp雕塑品。
[0056]
在本实施例中,所述mc抹德乐主要以硅酸盐为主要材料,并以聚合物树脂、有机或惰性填料、玻璃纤维为辅助材料,由于聚合物树脂具有良好的粘接性、保水性及可塑性,从而提高了mc抹德乐的粘接性、保水性和可塑性,加入有机或惰性填料、玻璃纤维能够进一步提高mc抹德乐的结构强度,从而使得雕刻水泥能够更好地成型在凹凸面上以得到结构强度好的tcp雕塑层,以确保得到成型效果好的tcp雕塑品。
[0057]
在其中一个实施例中,所述雕刻水泥的含水量为25%~26%。可以理解,通过控制雕刻水泥的含水量为25%~26%,可以更好地确保加入的水与母料结合形成性能较好的雕刻水泥,从而确保雕刻水泥中母料的自由水的含量较适宜,以使雕刻水泥在硬化的过程中不容易出现干裂、塌陷的现象,进而提高了tcp雕塑层与水泥复合层的结构强度与表观质量。
[0058]
在其中一个实施例中,所述水泥复合层包括如下各质量组分:10份~15份的水、30份~35份的水泥、55份~70份的砂和1份~5份的母料。可以理解,以水泥和砂为主要材料,并以母料为辅料,加入的水能够将水泥、砂和母料进行充分地水解和水化以得到密实度和强度较好的水泥复合层,加入的母料能够有效地提高水泥复合层的结构强度和抗开裂性能。
[0059]
可以理解,通过将10份~15份的水、30份~35份的水泥、55份~70份的砂和1份~5份的母料进行复配使用,使得在使用较少份量的水就能够充分地将水泥、砂及母料溶解以形成稳定性较好的混合体系,以得到粘度相对较稠的水泥复合层的混合材料,以使水泥复合层的混合材料能够很好地粘附在支撑体上,从而有效地避免了粘度较稀的水泥复合层的混合材料容易出现掉落的现象,进而避免了在喷涂过程中出现大量原材料的浪费现象。此外,加入的母料能够有效地提高水泥复合层与支撑体的粘接力、抗开裂性能,从而使得水泥复合层的原材料能够较好地粘附在支撑体上以得到粘结性强、结构强度好且无开裂的水泥复合层,进而确保了成型嵌合在支撑体内的水泥复合层的质量,进而能够为tcp雕塑层提供很好的支撑作用,以确保tcp雕塑品结构的稳定性。
[0060]
在其中一个实施例中,所述砂为粒径2mm~4mm的细河砂,由于粒径2mm~4mm的细
河砂的应力较小,可以充分地与水泥及母料充分地结合,有效避免了细河砂粒径较大造成与水泥及母料的结合力较差而引起水泥复合层的混合材料中在喷涂的过程中容易出现掉落的现象,以使水泥复合层的混合材料能够很好地粘附在支撑体上且不容易出现掉落,从而避免了原材料出现大量浪费的现象。进一步地,由于底网为方形孔,具有一定的孔隙,若细河砂的粒径小于2mm时,使得水泥复合层的混合材料在进行喷涂操作时容易穿过底网的方形孔内,从而造成原材料出现浪费。因此,本技术通过使用粒径2mm~4mm的细河砂,一方面可以得到稳定体系较好的水泥复合层的混合材料,以得到细致结实的水泥复合层,以确保水泥复合层的结构强度,另一方面使得水泥复合层的混合材料能够很好地粘附在支撑体上且不容易出现掉落的现象,从而避免了原材料出现浪费的现象,节省了生产的成本。
[0061]
在其中一个实施例中,在所述对所述支撑体进行水泥喷涂操作的步骤之前,且在所述获取tcp雕塑品的支撑体的步骤之后,还包括如下步骤:制作水泥复合层混合材料,以为水泥复合层提供原材料。
[0062]
在其中一个实施例中,制作水泥复合层混合材料的步骤包括:首先按配方称量好10份~15份的水、30份~35份的水泥、55份~70份的砂和1份~5份的母料;然后向搅拌器内依次加入水泥、砂、母料进行搅拌操作,以得到混合均匀的固体预混物,然后再向固体预混物加入水进行搅拌操作,以使水分能够很好地溶解混合均匀的固体预混物,从而可以得到混合均匀的水泥复合层的混合材料,以确保得到体系稳定的水泥复合层的混合材料,以便后续进行水泥喷涂操作时,水泥复合层的混合材料能够很好地粘附在支撑体内且不容易出现掉落的现象。需要说明的是,由于水泥、砂、母料都为固体颗料,通过将水泥、砂、母料进行预混合,由于固体预混物不容易粘附在搅拌叶上,从而使得搅拌器能够较快速地将水泥、砂、母料混合更均匀。
[0063]
在其中一个实施例中,所述搅拌操作的条件为:转速为20r/min~24r/min,时间为8min~12min,从而使水、水泥、砂、母料充分搅拌,以得到混合均匀的水泥复合层的混合材料,通过控制搅拌的转速为20r/min~24r/min,时间为8min~12min,可以得到体系较稳定的混合材料。
[0064]
在其中一个实施例中,在转速为20r/min~22r/min,时间为2min~5min的条件下对水泥、砂、母料进行搅拌操作,以得到混合均匀的固体预混物
[0065]
需要说明的是,由于水泥、砂、母料均为固体颗粒,在转速高于22r/min下颗粒之间的摩擦较大,容易产生热量,一方面对搅拌器的搅拌叶的磨损较大,另一方面由于母料含有的高分子树脂在较高的热量容易发生分解,从而降低了水泥复合层的粘接性,且砂、母料在长时间搅拌下及高转速的条件下容易被破坏,即砂子的粒径及母料的有机或惰性填料、玻璃纤维会被剪切得较小,从而降低砂子的粒径以造成后续在喷涂过程中容易穿过底网的方形孔内,进而造成原材料出现浪费,母料中的有机或惰性填料、玻璃纤维及砂被剪切的太碎则造成有机或惰性填料、玻璃纤维的结构强度变低,进而降低了水泥复合层的混合材料的结构强度。因此,本发明通过控制固体预混物的搅拌条件为20r/min~22r/min,时间为2min~5min,在确保较快速地得到固体预混物的条件下,还确保对搅拌器的搅拌叶的磨损较小,从而提高了搅拌器的使用寿命,还确保了得到粘接性好,结构较高的水泥水泥复合层的混合材料,从而确保了成型在支撑体内的水泥复合层的结构强度。
[0066]
进一步地,在其中一个实施例中,在转速为22r/min~24r/min,时间为6min~7min
的条件下对加入水后的固体预混物进行搅拌操作,以得到混合均匀的水泥复合层的混合材料。
[0067]
需要理解的是,由于固体预混物加入水后,粘度较高,需要较大的22r/min~24r/min转速进行较长的时间进行搅拌,以使搅拌器搅拌得到较均匀的水泥复合层的混合材料,即固体预混物的搅拌的转速和时间均比加入水后的固体预混物的搅拌条件的转速和时间要小,以确保得到粘接性好,结构强度较好且体系均匀稳定的水泥水泥复合层的混合材料,以便得到成型在支撑体内的水泥复合层的结构强度。进一步地,若转速大于24r/min,且时间超过8min时,则对母料中的有机或惰性填料、玻璃纤维及砂被剪切的太碎则造成有机或惰性填料、玻璃纤维的结构强度变低,进而降低了水泥复合层的混合材料的结构强度,若转速低于22r/min,时间低于6min,则得不到均匀且稳定的水泥复合层的混合材料。还需要说明的是,通过先控制固体预混物的搅拌条件为20r/min~22r/min,时间为2min~5min,再控制加入水后的固体预混物进行搅拌操作为转速为22r/min~24r/min,时间为6min~7min,在确保较快速地得到固体预混物的条件下,还确保对搅拌器的搅拌叶的磨损较小,还确保了得到粘接性好,结构强度较好的水泥水泥复合层的混合材料,从而确保了成型在支撑体内的水泥复合层的结构强度,即确保成型在支撑体内的水泥复合层具有较好的结构强度,从而能够为tcp雕塑层提供很好的支撑作用。
[0068]
在其中一个实施例中,水泥复合层的所述母料为mc抹德乐,由于加入少量的mc抹德乐就能够提高水泥复合层与支撑体的粘接力,并且减少了水分的用量以得到粘度相对较稠的水泥复合层的混合材料,以使水泥复合层的混合材料能够很好地粘附在支撑体上,从而有效地避免了粘度较稀的水泥复合层的混合材料容易出现掉落的现象,进而避免了在喷涂过程中出现大量原材料的浪费现象。进一步地,由于雕刻水泥中使用的母料也为mc抹德乐,从而能够有效地提高雕刻水泥与水泥复合层结合界面的相容性,进而提高了雕刻水泥与水泥复合层结合界面的结合力,进而使得雕刻水泥能够很好地粘附在水泥复合层的凹凸面上,以得到结构强度符合标准的tcp雕塑品。
[0069]
在其中一个实施例中,在所述对所述水泥复合层进行拉毛操作,以在所述水泥复合层上形成凹凸面的步骤中,包括如下具体的步骤:通过拉毛装置对所述水泥复合层进行拉毛操作。可以理解,在水泥复合层未完全凝固前需要对水泥复合层进行拉毛操作,从而可以在水泥复合层上形成凹凸面,这样不仅可以增大水泥复合层与雕刻水泥的接触面积,且凹凸面的凸起部能够为雕刻水泥提供较好的支撑附着点,从而使雕刻水泥能够更好地附着在水泥复合层的凹凸面上,并且凹凸面能够很好地收容雕刻水泥,进而使得雕刻水泥能够很好地成型嵌合在水泥复合层的凹凸面,不仅有效避免了雕刻水泥容易出现严重的掉落现象,从而降低了tcp雕塑品的生产成本,且提高了水泥复合层与tcp雕塑层的连接强度,有效避免了tcp雕塑品在使用过程中水泥复合层与tcp雕塑层容易出现脱落的现象。
[0070]
在本实施例中,所述拉毛操作是在水泥喷涂操作后的40min~50min的条件下进行。可以理解,由于水泥喷涂操作完成后40min~50min,水泥复合层的混合材料还未出现完全硬化的现象,具有一定的硬度和软度,有利于用户较省力对水泥复合层进行拉毛操作。
[0071]
在其中一个实施例中,所述拉毛操作的拉毛深度为5mm~10mm。可以理解,控制拉毛深度为5mm~10mm,从而使得雕刻水泥能够很好地成型固定在水泥复合层上,以确保雕刻水泥与水泥复合层间的连接强度。
[0072]
如图5所示,在其中一个实施例中,通过拉毛装置对所述水泥复合层120进行拉毛操作,包括如下具体的步骤,对所述水泥复合层进行第一拉毛操作,以在所述水泥复合层的表面形成多个通槽1211;对每一所述通槽1211的槽壁进行第二拉毛操作,以在每一个通槽1211的内壁上形成相对应的内槽1212。可以理解,通过拉毛装置对所述水泥复合层120进行第一拉毛操作,以在水泥复合层120的表面形成多个通槽1211,然后在对每一通槽1211的槽壁进行第二拉毛操作,以在每一个通槽1211的内壁上形成相对应的内槽1212,如此,能够在水泥复合层120的表面形成凸字型的凹槽,即在水泥复合层120的表面形成双槽,使得雕刻水泥成型固定在多个凸字型的凹槽内可以形成工字型的tcp雕塑层200,从而使得凸字型的凹槽能够更好地将雕刻水泥收容在凸字型的凹槽内,进而提高了tcp雕塑层200与水泥复合层120的连接强度。
[0073]
如图5所示,在其中一个实施例中,所述通槽1211的深度为2mm~3mm,所述内槽1212的深度为3mm~7mm,并且内槽1212的宽度大于通槽1211的宽度。可以理解,雕刻水泥成型在通槽1211的tcp雕塑层为第一连接部210,雕刻水泥成型在内槽1212的tcp雕塑层为第二连接部220,成型在水泥复合层120的凹凸面的tcp雕塑层200为覆盖层230。由于内槽1212的深度大于通槽1211的深度,内槽1212的宽度大于通槽1211的宽度,从而使得成型在内槽1212的第二连接部220的面积比成型在通槽1211的第一连接部210的面积大,且使得第一连接部210、第二连接部220和覆盖层230不仅能够连接形成工字型的结构,而且使得第二连接部220能够为成型在水泥复合层120的凹凸面的覆盖层230能够很好的支撑作用,进一步提高了tcp雕塑层200与水泥复合层120的连接强度,进而有效避免了tcp雕塑层200在使用过程中容易出现脱落的现象。
[0074]
在其中一个实施例中,所述拉毛装置包括拉毛本体、多个第一毛刷头和电源组件,各所述第一毛刷头可拆卸设置于所述拉毛本体上,各所述第一毛刷头与所述电源组件电连接,以使电源组件能够为多个第一毛刷头提供电源,从而使得多个第一毛刷头能够同时对水泥复合层的表面进行第一拉毛操作,以在水泥复合层的表面形成多个通槽。进一步地,为了确保在水泥复合层的表面能够得到2mm~3mm的通槽,控制各个第一毛刷头深入水泥复合层的深度为2mm~3mm,从而可以在水泥复合层内形成多个2mm~3mm的通槽,又由于多个第一毛刷头能够同时对水泥复合层的表面进行第一拉毛操作,从而一次性可以拉出多个通槽,从而提高了拉毛装置的拉毛效率。
[0075]
进一步地,所述第一毛刷头上设置有第一刻度标记线,所述第一刻度标记线用于控制第一毛刷头深入水泥复合层的深度。可以理解,由于深入第一毛刷头深入水泥复合层的深度为2mm~3mm较难控制,因此,本技术在各个第一毛刷头上设置有第一刻度标记线,以使用户更准确地控制各个第一毛刷头深入水泥复合层的深度,以确保在水泥复合层表面形成多个2mm~3mm的通槽1211。
[0076]
如图6所示,在其中一个实施例中,所述拉毛装置还包括多个第二毛刷头400,各所述第二毛刷头400可拆卸设置于所述拉毛本体上。可以理解,由于多个第一毛刷头可拆卸设置在拉毛本体上,当需要对每一通槽1211的槽壁进行第二拉毛操作,用户可以将多个第一毛刷头从拉毛本体上拆卸出来,然后将多个第二毛刷头400安装在拉毛本体上,再采用多个第二毛刷头400对每一通槽1211的槽壁进行第二拉毛操作,以完成对水泥复合层的第二拉毛操作。进一步地,为了确保在水泥复合层的表面能够得到3mm~7mm的内槽1212,控制各个
第二毛刷头400深入水泥复合层的深度为3mm~7mm,从而可以在每一个通槽1211的槽壁内形成相对应的3mm~7mm的内槽1212,又由于第二毛刷头400同时多个通槽1211的槽壁进行拉毛操作,从而使得用户可以一次性完成多个内槽1212操作,进而提高了拉毛装置的拉毛效率。
[0077]
进一步地,所述第二毛刷头400上设置有第二刻度标记线,所述第二刻度标记线用于控制第二毛刷头400深入水泥复合层的深度。可以理解,由于深入第二毛刷头400深入水泥复合层的深度为3mm~7mm较难控制,因此,本技术在各个第二毛刷头400上设置有第二刻度标记线,以使用户更准确地控制各个第二毛刷头400深入水泥复合层的深度,以确保在水泥复合层表面形成多个3mm~7mm的通槽。
[0078]
如图6所示,在其中一个实施例中,所述第二毛刷头400具有一楔形部410。可以理解,由于第二毛刷头400具有一楔形部410,当楔形部410的第二毛刷头400深入通槽1211的槽壁,从而可以得到楔形的内槽1212,由于楔形部410的内槽1212具有迂回部,以便雕刻水泥能够更顺畅地流入内槽1212并填满内槽1212,即具有较快的填充速度,有效避免了内槽1212内的雕刻水泥填充不满引起空洞的现象。因此,本技术的第二毛刷头400具有一楔形部410能够形成具有迂回部的内槽1212,在确保了雕刻水泥具有较快的填充速度条件下,还确保了雕刻水泥能够较全面地填充在内槽1212内以得到结构强度较好的第二连接部220,从而确保了第二连接部220、第一连接部210及覆盖层230的连接强度。
[0079]
在其中一个实施例中,所述拉毛装置还包括调节件,所述调节件用于调节所述第一毛刷头与所述水泥复合层的距离,以便用户更好地操作。
[0080]
在其中一个实施例中,在所述获取tcp雕塑品的支撑体的步骤中,包括如下具体的步骤:采用钢筋进行立体造型操作,以得到半成品支撑体;对所述半成品支撑体进行绑网固定操作,得到所述支撑体。
[0081]
可以理解,根据实际生产需要先用钢筋制造出tcp雕塑品的模型,以使钢筋能够围绕形成立体镂空的半成品支撑体,然后对半成品支撑体进行绑网固定操作,以在半成品支撑体上形成网格层,以便水泥复合层的混合材料能够很好地成型固定在网格层上以形成符合标准厚度的水泥复合层。
[0082]
在本实施例中,所述绑网固定操作包括如下具体的步骤:将第一钢丝网固定在所述半成品支撑体上,以形成底网;将第二钢丝网设置于所述半成品支撑体的另一侧,以形成面网;将多个支撑柱固定在所述底网和所述面网之间,并且各所述支撑柱均与所述半成品支撑体连接,各所述支撑柱用于撑开所述底网和所述面网的距离。可以理解,通过将底网和面网设置在半成品支撑体的两侧,并且在底网和面网之间增设有多个支撑柱,使得各个支撑柱能够将底网和面网撑开一定的距离以在支撑体上形成网格层,以便水泥复合层混合材料能够很好地成型固定在网格层上,以得到厚度较厚的水泥复合层,尤其适用于水泥复合层厚度要求较高的tcp雕塑品。
[0083]
在其中一个实施例中,所述底网为方形孔钢丝网,所述面网为菱形孔钢丝网,并且所述方形孔钢丝网的方形孔与所述菱形孔钢丝网的菱形孔交错设置,并且所述菱形孔钢丝网的孔径大于所述方形孔钢丝网的孔径。可以理解,通过将底网的方形孔与面网的菱形孔交错设置,并且菱形孔的孔径大于方形孔的孔径,有利于后续进行水泥喷涂操作时,并配合着水泥喷涂枪的压力,可以将水泥复合层的混合材料能够很好地将喷涂在网格层上,以确
保得到厚度较厚的水泥复合层。此外,由于交错的方形孔钢丝网和菱形孔钢丝网能够为水泥复合层混合材料能够很好地支撑作用,从而可以成型得到结构强度较高的tcp雕塑品。
[0084]
在其中一个实施例中,底网的孔径为5mm~8mm,面网的孔径为20mm~25mm。可以理解的,通过将底网的孔径为5mm~8mm和面网的孔径为20mm~25mm,使得在进行水泥喷涂操作时,水泥喷涂枪能够很好地将水泥复合层的混合材料喷涂在网格层上,由于孔径为5mm~8mm的底网能够有效地阻拦水泥复合层的混合材料出现流入底网的内侧以造成原材料出现大量的浪费的现象,而孔径为20mm~25mm的面网有利于水泥复合层的混合材料很好地流入至底网上,以确保水泥复合层的混合材料能够很好地成型固定在底网和面网上,以得到厚度为50mm~55mm的水泥复合层。
[0085]
在其中一个实施例中,各所述支撑柱均匀地分布在所述底网和所述面网之间。可以理解的,通过将各个支撑柱均匀地分布在底网和面网之间,从而使得底网与面网之间紧硼有力且不松动,以便后续进行喷涂操作时,水泥复合层的混合材料能够很好地成型固定在底网和面网上不容易出现起鼓的现象,以确保得到平整度较高的水泥复合层。
[0086]
在其中一个实施例中,各所述支撑柱的间距为150mm。可以理解,由于每相邻的两个支撑柱的间距为150mm,从而使得多个支撑柱能够在底网与面网之间成阵列分布,进而使得多个支撑柱能够很好地将底网与面网撑开形成紧硼有力且不松动的网格层,以便水泥复合层的混合材料很好地喷涂在网格层上不容易出现起鼓的现象。
[0087]
在其中一个实施例中,所述支撑柱的截面为梯形。可以理解,由于截面为梯形的支撑柱能够为底网与面网提供较好的撑开力,以确保各个支撑柱能够将底网与面网撑开形成紧硼有力且不松动的网格层。
[0088]
在其中一个实施例中,所述支撑柱具有一夹口,所述夹口用于将所述支撑柱夹紧固定在半成品支撑体上。可以理解,由于支撑柱具有一夹口,以便用户快速地将支撑柱卡合在半成品支撑体,从而使得支撑柱能够为底网和面网提供较好的支撑力,以确保支撑柱能够将底网和面网撑开。
[0089]
在其中一个实施例中,所述夹口内壁弯折形成有相对第一锯齿部和第二锯齿部,所述第一锯齿部和所述第二锯齿部形成有一夹持腔,所述夹持腔与所述半成品支撑体相适配。可以理解,通过在支撑柱的夹口内壁弯折形成有相对第一锯齿部和第二锯齿部并形成有夹持腔,由于夹持腔与半成品支撑体相适配,从而使得第一锯齿部和第二锯齿部能够很好地将半成品支撑体夹持收容的夹持腔内,又由于水泥喷涂操作时对底网、面网产生较大的喷射力,从而造成支撑柱容易出现松动的现象,而本技术通过将在支撑柱的夹口的内壁弯折形成有相对第一锯齿部和第二锯齿部,从而进一步增大支撑柱与半成品支撑体的摩擦力,进而避免了在后续水泥喷涂操作时支撑柱容易出现松动的现象,进而可以确保得到平整度较高且厚度较厚的水泥复合层。
[0090]
在其中一个实施例中,所述支撑柱为pvc材料。可以理解,由于pvc(polyvinyl chloride,聚氯乙烯)具有较高的硬度及一定的弹性,从而在便于用户将支撑柱卡合在半产品支撑体上的条件下,还使得支撑柱能够为底网和面网提供较好的支撑力,有效避免水泥喷涂操作时支撑柱容易出现松动或弯折的现象。
[0091]
在其中一个实施例中,所述水泥喷涂枪的压力为8mpa-10mpa。可以理解,通过控制水泥喷涂枪的压力为8mpa-10mpa,使得确保水泥复合层的混合材料能够很好地喷涂在底网
和面网之间且不会出现起鼓的现象。若水泥喷涂枪的压力大于10mpa,使得喷射压力过大容易造成底网和面网容易出现变折变形的现象以引起成型在底网和面网上的水泥复合层出现起鼓的现象。若水泥喷涂枪的压力小于8mpa,则水泥复合层的混合材料的喷涂效率较低,从而无法快速地完成水泥喷涂操作。因此,本技术通过控制水泥喷涂枪的压力为8mpa-10mpa,并配合着底网、面网、多个支撑柱撑开形成的网格层,从而可以确保水泥复合层的混合材料能够很好地成型嵌合在网格层内以得到无起鼓且厚度为50mm~55mm的水泥复合层,进而得到结构强度较高的tcp雕塑品,且由于底网的孔径为5mm~8mm,能够有效地阻拦水泥复合层的混合材料出现流入底网的内侧以造成原材料出现大量的浪费的现象,从而避免了原材料出现浪费的现象,且孔径为20mm~25mm的面网有利于水泥复合层的混合材料很好地流入至底网上,从而确保水泥复合层的混合材料能够快速地填充在底网上,以在快速地完成水泥喷涂操作的条件下得到平整度较高及厚度较厚的水泥复合层,尤其适用于水泥复合层厚度要求较高的tcp雕塑品。
[0092]
在其中一个实施例中,在所述采用雕刻水泥对所述凹凸面进行雕塑操作,形成雕塑半成品的步骤之后,并且在对所述对所述雕塑半成品进行上色操作的步骤之前,还包括如下骤:对所述雕塑半成品进行细致雕刻操作后,并进行效果调整操作,以提高tcp雕塑层的立体感以及逼真感,从而提高tcp雕塑品的艺术效果。此外,在效果调整完成后12小时,还需要对水泥复合层进行洒水养护操作,并且持续养护7天,以使水泥复合层在凝固过程中不容易出现干裂的现象,从而确保了水泥复合层的产品质量。
[0093]
在其中一个实施例中,在所述对所述雕塑半成品进行上色操作的步骤中,包括如下具体步骤:对所述雕塑半成品进行第一喷涂操作,以在所述雕塑半成品的表面形成抗碱底漆层;对所述抗碱底漆层进行第二喷涂操作,以在所述抗碱底漆层表面形成底色漆层;对所述底色漆层进行第三喷涂操作,以在所述底色漆层形成主题漆层;对所述主题漆层进行第四喷涂操作,以在所述主题漆层形成保护漆层,从而更好地丰富tcp雕塑品色彩,进而提高tcp雕塑品的艺术效果及立体感。
[0094]
在其中一个实施例中,在所述对所述雕塑半成品进行第一喷涂操作,以在所述雕塑半成品的表面形成抗碱底漆层的步骤中,包括如下具体步骤:采用抗碱底漆进行喷涂操作,并控制抗碱底漆层的涂层厚度为100um~120nm,从而提高tcp雕塑品的抗碱性能,尤其适用对于大型文化广场,能够更好地延长tcp雕塑品的使用寿命。
[0095]
在其中一个实施例中,在所述对所述抗碱底漆层进行第二喷涂操作,以在所述抗碱底漆层表面形成底色漆层的步骤中,包括如下具体步骤:采用底色漆进行喷涂操作,并控制底色漆层的涂层厚度为50um~65um,以形成底色漆层。
[0096]
在其中一个实施例中,在所述对所述底色漆层进行第三喷涂操作,以在所述底色漆层形成主题漆层的步骤中,包括如下具体的步骤:采用主体色漆进行喷涂操作,并控制主题漆层的涂层厚度为150um~180um,以形成主题色漆层。
[0097]
在其中一个实施例中,在所述对所述主题漆层进行第四喷涂操作,以在所述主题漆层形成保护漆层的步骤中,包括如下具体的步骤:采用保护色漆进行喷涂操作,并控制保护漆层的涂层厚度为50um~60um,以形成保护漆层。
[0098]
如图2至图4所示,本技术还提供一种tcp雕塑品10,采用上述任一实施例中所述的tcp雕塑成型工艺制备得到。
[0099]
一实施例中的tcp雕塑品10,包括支撑组件100和tcp雕塑层200;所述支撑组件100包括水泥复合层120、支撑体110、底网130、面网140及多个支撑柱150,所述底网130与所述面网140间隔设置于所述支撑体110上,各所述支撑柱150位于所述底网130与所述面网140之间,并且各所述支撑柱150均与所述支撑体110连接,各所述支撑柱150用于将所述底网130与所述面网140撑开,所述水泥复合层120成型嵌合于所述底网130面和所述面网140上,所述水泥复合层120形成有一凹凸面122;所述tcp雕塑层200成型嵌合于所述凹凸面122上。
[0100]
上述的tcp雕塑品10,由于水泥复合层120形成有一凹凸面122,从而使凹凸面122可以为tcp雕塑层200提供较好的附着点,使得tcp雕塑层200能够很好地成型固定在凹凸面122上,有效地避免了雕塑层在雕刻过程中雕刻水泥容易出现严重的掉落现象,进而有效地减轻原材料的浪费,且降低了tcp雕塑品10的生产成本。在本实施例中,所述水泥复合层120朝向所述tcp雕塑层200的一面为凹凸面122,以使tcp雕塑层200的雕刻水泥能够很好地成型固定在凹凸面122上。
[0101]
上述的tcp雕塑品10,由于底网130和面网140间隔设置在支撑体110上并且各支撑柱150位于底网130与面网140之间,并且各个支撑柱150均与支撑体110连接,以使得各个支撑柱150能够将底网130和面网140撑开一定距离,以增大了水泥复合层120成型固定的空间,从而提高了成型固定在底网130和面网140上水泥复合层120的厚度,尤其适用于水泥复合层120厚度要求较高的tcp雕塑品10,即水泥复合层120的厚度达到50mm。此外,由于底网130和面网140的支撑强度较弱,多个支撑柱150能够进一步加强底网130和面网140之间的结构强度,从而可以为水泥复合层120能够较好的支撑作用,有效减轻水泥复合层120对底网130和面网140造成严重弯折的现象,以使底网130和面网140能够维持相对原始的状态,进而确保了底网130和面网140结构强度,进而确保了成型在底网130和面网140的水泥复合层120的平整度和结构强度,进一步提高了tcp雕塑品10的结构强度。
[0102]
如图3所示,在其中一个实施例中,所述凹凸面122向内凹陷形成有多个凹槽121,以使多个凹槽121能够同时为tcp雕塑层200提供很好的附着点,从而使tcp雕塑层200能够很好地嵌合设置在多个凹槽121内,进而提高了tcp雕塑层200与水泥复合层120的结构强度。进一步地,在其他实施例中,各所述凹槽121均匀地分布于所述凹凸面122上,以使tcp雕塑层200能够与水泥复合层120形成均匀的连接力,从而确保了tcp雕塑层200与水泥复合层120的连接地更为牢固。
[0103]
如图5所示,在其中一个实施例中,所述凹槽121包括通槽1211和内槽1212,并且所述内槽1212的宽度大于通槽1211的宽度。可以理解,tcp雕塑层包括第一连接部210、第二连接部220和覆盖层230,雕刻水泥成型在通槽1211的tcp雕塑层为第一连接部210,雕刻水泥成型在内槽1212的tcp雕塑层为第二连接部220,成型在水泥复合层的凹凸面122的tcp雕塑层为覆盖层230。由于内槽1212的深度大于通槽1211的深度,内槽1212的宽度大于通槽1211的宽度,从而使得成型在内槽1212的第二连接部220的面积比成型在通槽1211的第一连接部210的面积大,且使得第一连接部210、第二连接部220和覆盖层230不仅能够连接形成工字型的结构,而且使得第二连接部220能够为成型在水泥复合层的凹凸面122的覆盖层230能够很好的支撑作用,进一步提高了tcp雕塑层200与水泥复合层120的连接强度,进而有效避免了tcp雕塑层200在使用过程中容易出现脱落的现象。
[0104]
如图4所示,在其中一个实施例中,每一所述支撑柱150具有一夹持部151,所述夹
持部151形成有夹持口,所述夹持部151通过所述夹持口固定在所述支撑体110上,以使支撑柱150能够固定在支撑体110上。进一步地,在其中一个实施例中,各所述支撑柱150均匀地分布于所述支撑体110上,以确保多个支撑柱150能够均匀地将底网130和面网140撑开,并且底网130和面网140撑开的距离能够保持相对一致,进而使水泥复合层120成型嵌合在支撑体110上的厚度能够保持一致,以使水泥复合层120各个角度上的厚度都符合生产标准的需求。进一步地,多个支撑柱150均匀地分布于在支撑体110上,以确保水泥复合层120与支撑体110具有均匀的支撑附着点,进一步提高了水泥复合层120与支撑体110的连接强度。
[0105]
在其中一个实施例中,所述底网130通过钢丝固定在所述支撑体110上,以实现对底网130的固定,同样地,在其中一个实施例中,所述面网140通过钢丝固定在所述支撑体110上,从而实现面网140的固定。
[0106]
在其中一个实施例中,所述底网130的孔为方形孔,以使方形孔的底网130能够为水泥复合层120提供较好的支撑作用,以使水泥复合层120能够很好地成型在底网130上。在其中一个实施例中,所述面网140的孔为菱形孔,由于菱形孔的面网140有利于流体的水泥复合层120穿过,以便更好地成型嵌合在底网130,以实现水泥复合层120在底网130和面网140上的成型。进一步地,由于底网130的方形孔与面网140菱形孔交错设置,使得水泥复合层120能够很好地成型嵌合在底网130和面网140上,可以较快速将流体的水泥复合层120喷抹在底网130上且不容易出现掉落的现象,从而避免了原材料出现浪费的现象。
[0107]
如图3所示,为了提高tcp雕塑品10颜色的丰富度,在其中一个实施例中,所述tcp雕塑品10还包括颜色层300,所述颜色层300成型固定于所述tcp雕塑层200的表面,以提高tcp雕塑品10颜色的丰富度。具体地,在其中一个实施例中,所述颜色层300包括相层叠的底漆层310和主题漆层320,所述底漆层310成型固定于所述tcp雕塑层200的表面,通过在tcp雕塑层200表面增加底漆层310和主题漆层320,以提高tcp雕塑品10颜色的丰富度,更进一步地,在其中一个实施例中,所述底漆层310包括相层叠的抗碱底漆层311和底色漆层312,所述抗碱底漆层311成型固定于所述tcp雕塑层200的表面,所述主题漆层320成型固定于所述底色漆层312的表面,这样,不仅增加了tcp雕塑品10颜色的丰富度,且提高了底漆层310的抗碱性,从而有效避免了外界环境对tcp雕塑品10的腐蚀,进而提高了tcp雕塑品10的使用寿命。更进一步地,在其中一个实施例中,所述颜色层300还包括保护漆层330,所述保护漆层330成型固定于所述主题漆层320的表面,从而有效避免了外界环境对主题漆层320的腐蚀,进而可以对tcp雕塑品10的颜色层300及tcp雕塑层200起到很好地保护作用,避免了tcp雕塑品10容易出现掉漆的现象。
[0108]
本技术还一种展览装置,包括上述任一实施例中所述tcp雕塑品10,展览装置还包括灯光组件,通过增设有灯光组件,从而使灯光组件能够为tcp雕塑品10提供光线,以便人们在光线较暗的大型文化广场可以欣赏tcp雕塑品10,以提高tcp雕塑品10不同场景的应用效果。
[0109]
与现有技术相比,本发明至少具有以下优点:
[0110]
上述的tcp雕塑成型工艺,由于支撑体可以为水泥复合层提供较好的支撑作用,通过对支撑体进行水泥喷涂操作,以使水泥可以嵌合在支撑体内,并在支撑体内形成嵌合式的水泥复合层,从而确保了支撑体与水泥复合层之间的连接强度,进而可以为雕刻水泥提供很好的支撑作用,以便雕刻水泥更好地成型固定在水泥复合层的凹凸面上,由于凹凸面
不仅可以增大水泥复合层与雕刻水泥的接触面积,还可以为雕刻水泥提供较好的支撑附着点,从而使雕刻水泥能够更好地成型嵌合在水泥复合层的凹凸面上并形成tcp雕塑层,有效避免了雕刻水泥容易出现严重的掉落现象,从而减轻了原材料的浪费,进而降低了tcp雕塑品的生产成本,且提高水泥复合层与tcp雕塑层的连接强度,又由于雕刻水泥具有良好的粘接性、可塑性和抗裂性好,从而提高tcp雕塑层的抗裂性能,可以有效地避免了tcp雕塑品容易出现干裂现象,进而提高了tcp雕塑品的表观质量,以确保tcp雕塑品的产品质量。
[0111]
以下列举一些具体实施例,若提到%,均表示按重量百分比计。需注意的是,下列实施例并没有穷举所有可能的情况,并且下述实施例中所用的材料如无特殊说明,均可从商业途径得到。
[0112]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1