金属自然可控成型方法和其在工艺品中的应用与流程
1.本发明属于工艺品或艺术品制造技术领域,尤其涉及一种金属自然可控成型方法和其在工艺品中的应用。
背景技术:
2.金属工艺品是用金、银、铜、铁、锡等金属材料,或以金属材料为主辅以其他材料,加工制作而成的工艺品。具有厚重、雄浑、华贵、典雅、精细的风格。
3.铜工艺品是其中的一种金属工艺品,铜工艺品在制胎过程中通常采用的是模铸成型工艺,其制作流程为:图纸设计
→
塑形制模
→
制硅胶模
→
修树脂模
→
制硅胶模
→
灌蜡
→
修蜡
→
组焊
→
沾浆
→
脱蜡
→
砂模焙烧
→
浇铸成型,在往砂模过程中浇铸的可以是黄铜、青铜、紫铜中的一种或多种。
4.通过模铸成型出来的金属工艺品,通常是中规中矩的,不够生动和新颖,容易带来审美疲劳。
5.专利号为200810122100.6的中国发明专利公开了一种无模可控金属熔铸成型方法。首先将铜块在坩埚内熔化,然后将熔化的铜液倒入介质中,铜液倒入介质中时坩埚处于水平静止状态或水平运动状态,铜液在介质中自然流淌,根据成品需要控制铜液的冷凝速度,再将凝结的金属铜进行着色和焊接处理;铜进行着色处理时,根据成品的需要控制着色温度和着色时间;具体着色温度控制为:如熔铜色彩为浅黄色,着色温度为15℃;如熔铜色彩为棕色,着色温度为25℃;如熔铜色彩为深棕色,着色温度为35℃;如熔铜色彩为黑色,着色温度为45℃;具体着色时间控制为:如熔铜色彩为浅黄色,着色时间为30秒;如熔铜色彩为棕黄色,着色时间为1分钟;如熔铜色彩为棕色,着色时间为1分30秒;如熔铜色彩为深棕色,着色时间为3分钟;如熔铜色彩为黑色,着色时间为5分钟;选用cuso4溶液作为着色液,其浓度为:如熔铜色彩为浅棕色,cuso4溶液浓度为80g/l;如熔铜色彩为棕色,cuso4溶液浓度为90g/l;如熔铜色彩为深棕色,cuso4溶液浓度为100g/l;如熔铜色彩为棕黑色,cuso4溶液浓度为110g/l;如熔铜色彩为黑色,cuso4溶液浓度为120g/l;所述的介质为气态或液态物质,温度为0~100℃。
6.上述“一种无模可控金属熔铸成型方法”并没有公开具体的操作方法,人们无法知道如何成型出所需要的工艺品。
技术实现要素:
7.本发明的目的是针对现有金属工艺品制备所存在的上述问题,而提出一种金属自然可控成型方法和其在工艺品中的应用,将金属液通过浇、洒或者泼的方式和对应的承接媒介接触,形成可用于制造人物、山、动物、植物等的金属胚件(工艺品的半成品),对金属胚件进行修整或在金属胚件上结合雕刻再成型工艺能获得新颖独创性的工艺品。
8.本发明的目的可通过下列技术方案来实现:
9.金属自然可控成型方法,它包括如下步骤:
10.a.准备金属液承接媒介,所述的金属液承接媒介为地面、平板、多根树皮堆积物、红砂、用红砂制备而成的槽形结构,根据预设金属液成型形状选择至少一种承接媒介;
11.b.制备金属液,将铜高温熔化形成金属液;
12.c.金属液和承接媒介接触,将金属液浇、洒或者泼到承接媒介上;
13.d.冷却成型,自然冷却后去除杂物获得制备工艺品用的金属胚件。
14.槽形结构具有沟槽,它的长度和形状根据预设成型的金属胚件的大小进行调整。承接媒介还可以是树叶、树枝等。
15.优选的,所述平板为铁板或者木板。
16.优选地,所述承接媒介水平置于水平面上,或和水平面形成倾斜角度,所述倾斜角度为15
°
~30
°
。
17.不同的斜度,金属液的流速不一样。角度越大,金属液流速越快,但斜度也不能太大,斜度太大不能给于金属液冷凝时间,需综合考虑冷凝成型效果,但并不代表15
°
~30
°
以外的其它的倾斜角度不能成型出本发明的金属胚件,倾斜角度为15
°
~30
°
仅代表最优的效果。
18.优选地,所述承接媒介具有或放置有成型阻介,所述成型阻介为砂子、石头、木棍或者不规则泥巴团一种或多种,所述泥巴团的长宽为3cm~5cm。
19.砂子(和沙子类同),上述砂子优选的红砂。金属液遇到阻介后,会沿着阻介方向流动,成型出图案如衣纹。
20.砂子、石头、木棍或者不规则泥巴团等的数量至少一单位量,可以根据需要调整成型阻介的类型、数量和摆放方式。在金属液流动过程中增加成型阻介可以丰富金属胚件的造型效果,如在人体型金属胚件的表面成型出衣纹,成型时,在槽形结构的沟槽内位于金属液的流动方向放置多根木棍,将多根木棍倾斜间隔排列在槽形结构沟槽的一侧。木棍的粗细、排放位置和相互之间的间隙均会影响衣纹的呈现效果。成型阻介还可以为豆子等。
21.优选地,所述承接媒介具有金属液的接触面,金属液在接触面上冷却成型。
22.优选地,a步骤中,所述红砂的目数为80目~120目,向所述红砂中加入水,搅拌均匀后红砂的湿度为60%~70%。
23.a步骤中的红砂也可以用其它类型的砂子(沙子)替换,只是红砂可以作为最优选项。
24.初始的红砂目数大小不一,通过筛子将大的红砂或杂物去除,防止金属液进入红砂时,遇到杂质,停滞不前,影响金属液的成型效果。而通过控制湿度,可以使得金属液的流速不一样,湿度大,流速慢,反之则流速小。
25.优选地,b步骤中,所述铜高温熔化时,又添加了锌和铝,铜、锌和铝的比例为1.5~1.8:1:0.008,形成具有铜、锌和铝的金属液。
26.加入锌和铝后,能使得金属制品的颜色更加鲜艳,尤其是铝金属的加入使得成品像黄金那样亮黄。锌金属的加入能调节铜的塑性,影响金属液的流动速度。
27.优选地,c步骤中,所述金属液盛放在容器里面,所述金属液的温度为920℃~960℃,“泼”是指迅速将金属液甩出容器,使金属液在空中形成5
㎝
~8
㎝
宽,30
㎝
~50
㎝
长的条状物,落在承接媒介上,金属液溢散并冷却后形成金属胚件;“洒”是指将容器内的金属液,分多次倒在承接媒介上,并根据需要在相应位置补充倒入金属液;“浇”是指向平面或具有
槽和凹口的承接媒介浇入金属液,金属液流动冷却后形成金属胚件。
28.优选地,所述容器为坩埚,所述坩埚具有手柄,所述手柄长度为1m~2m。
29.温度为920℃~960℃的金属液位于坩埚内,人手握坩埚的手柄进行“泼”、“洒”或“浇”的操作。金属液的温度通过测温设备(测温枪等)测得。
30.本发明的另一个主题,金属自然可控成型方法在工艺品中的应用,预设工艺品类型包括人物、山、动物或植物,通过金属自然可控成型方法成型出和工艺品类型对应的金属胚件,通过金属自然可控成型方法可以多次成型直到获取需要的金属胚件,所述的应用还包括以下步骤:
31.s1:根据预设工艺品类型在金属胚件上确定精雕造型(预设精雕造型),在金属胚件和精雕造型的衔接部处打磨粗糙度或打孔;
32.s2:在金属胚件和精雕造型的衔接部上塑型,用油泥雕塑出精雕造型;
33.s3:翻制硅胶模具;
34.s4:灌蜡,获得和精雕造型一样的蜡型;
35.s5:去除油泥精雕造型,把蜡型安装在金属胚件上,调整蜡型;
36.s6:在蜡型上焊上浇口;
37.s7:用铸造石膏或粘浆包裹住蜡型;
38.s8:脱蜡;
39.s9:将铜熔化形成金属液;
40.s10:用容器装好铜水从浇口浇入;
41.s11:敲去外面石膏或粘浆形成的模壳;
42.s12:用高压水枪进行清洗;
43.s13:着色成型。
44.优选的,所述精雕造型包括造型部和连接装饰部,所述造型部包括人物和动物的头部、手、脚,还包括植物的花朵、花蕾;所述连接装饰部包括过度用颈部(脖子)、衣服、衣领以及和金属胚件一样的纹理。
45.在制备人物工艺品,预设形状为头型,为了和金属胚件(人身)连接的更牢靠且无缝连接,头型还包括颈部,并在颈部设置和金属胚件的身体适配的凹槽,通过凹槽将头型和人身(金属配件)无缝衔接,一体连接在一起。
46.优选的,所述衔接部距离金属胚件顶部1.5mm~2.5mm下方打2个孔,2个孔间隔排列且位于同一直线上,所述孔的直径为2mm到5mm。
47.孔大小根据金属胚件大小调整,金属胚件越大,孔越大。
48.在s1中,打磨粗糙度或打孔的目的是后期部件衔接更牢固。
49.在s9中,能在熔铜时加入锌和铝形成混合型金属液。
50.与现有技术相比,本发明将金属液通过浇、洒或者泼的方式和对应的承接媒介接触,通过改变承接媒介斜度、湿度、金属液成分以及在金属液成型过程增加成型阻介等方式成型出预设的可用于制造人物、山、动物、植物等的金属胚件(工艺品半成品),并在金属胚件上结合雕刻和再成型工艺获得新颖独创性的工艺品。通过将自然可控成型的金属胚件搭配能体现产品特性的结构(如头型)使最终获得的工艺品更加的生动且不会千篇一律,给人耳目一新的感觉。
附图说明
51.图1为本发明实施例1在人身金属胚件上用油泥雕塑头型后的示意图;
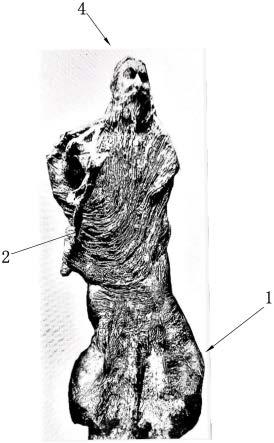
52.图2为本发明实施例6中完整的且具有纹路的人物工艺品示意图;
53.图3为本发明实施例6中金属液浇在承接媒介上的示意图。
54.图中,1、人身;2、纹路;3、成型阻介;4、头型。
具体实施方式
55.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
56.实施例1:
57.人物类型工艺品的制备包括人身1、头型4和连接装饰部(颈部)的制备和结合。
58.本发明人物工艺品的人身1采用金属自然可控成型方法制备而成,它包括如下步骤:
59.a.准备金属液承接媒介,将一平板倾斜15
°
,准备红砂,红砂的目数为80目,向红砂中加入水并搅拌,使得红砂的湿度为60%,在平板的表面用红砂制备出长条形的具有沟槽的槽形结构,沟槽的形状和人身1部分相适配,该槽形结构的下端位于平板的边缘且呈开放式;
60.b.制备金属液,在熔炼炉内加入纯铜块,将铜块通过高温熔化形成金属液;
61.c.金属液和承接媒介接触,具有手柄的坩埚内盛放金属液,通过测温仪测得金属液的温度为920℃,将920℃的金属液浇到红砂制成的槽形结构上,金属液沿着沟槽流动部分溢出沟槽至地面;
62.d.冷却成型,沟槽内的金属液自然冷却后通过高压水枪冲洗的方式去除金属胚件上的杂物获得制备人物工艺品用的人身1。
63.本发明人物工艺品的头型4和连接装饰部的制备并通过金属自然可控成型方法或焊接的方法结合到人身1(金属胚体)上,头型4和连接装饰部(颈部)一体成型,它还包括如下步骤:
64.s1:在人身1和头型4的衔接部处打磨粗糙度或打孔,本实施例中是在距离人身1顶部下方1.5mm处钻了2个孔,2个孔同排且间隔设置,孔的直径为2mm;
65.s2:在人身1的衔接部上用油泥雕塑出塑头型4以及颈部(如图1所示);
66.s3:取下油泥精雕造型(头型4和颈部一体结合),本实施例采用工业8212或830硅胶翻制硅胶模具(包括四层,第一二层硅胶,第三层贴纱布,第四层再硅胶,并用石膏打外壳)
67.s4:向制得的硅胶模具中灌蜡,获得和精雕造型一样的蜡型;
68.s5:蜡型颈部下方设置有和人身1适配的凹口,把蜡型安装在人身1上,调整蜡型,在蜡型与胚之间用蜡过度,不产生缝隙;
69.s6:在蜡型上焊上浇口,浇口位置要避开脸部等精细部位,用电烙铁焊接浇口;
70.s7:用铸造石膏或粘浆包裹住蜡型;
71.s8:脱蜡,可用喷火枪对着模壳烧,蜡加热会熔化从浇口流出;
72.s9:将铜熔化形成金属液;
73.s10:用5公斤容量的坩埚装好铜水从浇口浇入;
74.s11:敲去外面石膏或粘浆形成的模壳;
75.s12:用高压水枪进行清洗;
76.s13:着色成型。
77.实施例2
78.人物类型工艺品的制备包括人身1、头型4和连接装饰部(颈部)的制备和结合。
79.其它部分和实施例1相同,不同之处在于以下参数不同:
80.平板倾斜度红砂湿度铜中添加其它金属红砂目数22
°
65%锌100
81.其中,铜和锌的比例为1.5:1,距离人身1顶部下方2mm处钻了2个孔,2个孔同排且间隔设置,孔的直径为3mm。
82.实施例3
83.人物类型工艺品的制备包括人身1、头型4和连接装饰部(颈部)的制备和结合。
84.其它部分和实施例1的相同,不同之处在于以下参数不同:
85.平板倾斜度红砂湿度铜中添加其它金属红砂目数温度30
°
70%锌和铝100930
86.其中,铜、锌和铝的比例为1.63:1:0.008。
87.实施例4
88.人物类型工艺品的制备包括人身1、头型4和连接装饰部(颈部)的制备和结合。
89.其它部分和实施例1的相同,不同之处在于以下参数不同:
90.平板倾斜度红砂湿度铜中添加其它金属红砂目数温度30
°
70%锌和铝120940
91.其中,铜、锌和铝的比例为1.50:1:0.008。
92.实施例5
93.人物类型工艺品的制备包括人身1、头型4和连接装饰部(颈部)的制备和结合。
94.其它部分和实施例1的相同,不同之处在于以下参数不同:
95.平板倾斜度红砂湿度铜中添加其它金属红砂目数温度30
°
70%锌和铝100960
96.其中,铜、锌和铝的比例为1.80:1:0.008。
97.实施例6
98.具有衣纹的人物类型工艺品的制备包括人身1、头型4和连接装饰部(和人身1一样的纹理)的制备和结合。
99.其它部分和实施例1的相同,不同之处在于在槽型结构内加入成型阻介3,较佳的,成型阻介3为6根木棍,排布方式如图3所示,成型后的金属胚件表面形成纹路2(衣纹)如图2所示。
100.下表是不同条件下,金属胚件纹路2的成型效果:
[0101][0102]
头型4和连接装饰部在后续精雕造型时,头型4和连接装饰部的纹路2均和人身1的纹路2一致,纹路呈u型或v型。
[0103]
实施例7
[0104]
本发明还可以将金属液通过“泼”和“洒”的方式和承接媒介接触成型。在水平放置的木板上,920℃~960℃的金属液位于坩埚内,人手握坩埚的手柄进行“泼”、“洒”操作,在木板上成型出人物、动物、山、植物的金属胚件。
[0105]
应该理解,在本发明的权利要求书、说明书中,所有“包括
……”
均应理解为开放式的含义,也就是其含义等同于“至少含有
……”
,而不应理解为封闭式的含义,即其含义不应该理解为“仅包含
……”
。
[0106]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1