彩色浮雕薄膜的制作方法
1.本实用新型涉及包装材料技术领域,特别涉及一种彩色浮雕薄膜。
背景技术:
2.目前,酒类、化妆品等高档玻璃器皿(高档玻璃瓶)表面以及其他板材、塑料材质等利用全息防伪膜通过烫金等工艺来增加产品的亮点和提升产品的档次,同时还具有提升产品防伪功能的作用。然而,传统的全息防伪膜由基膜层、离型层、信息层、介质层、胶粘层组成,在发生转移时,膜连带离型层与信息层分离,从而使信息层暴露在转移产品表面,由于信息层无任何保护,在长时间使用后,容易产生图案或文字磨损或侵蚀的现象,烫金效果差,烫金后容易出现干裂、起皱、爆花、气泡等现象,这不仅影响产品外观的美观,最主要的是无法达到很好的防伪效果。
技术实现要素:
3.本实用新型的目的在于提供一种彩色浮雕薄膜,以解决现有全息防伪膜中图案或文字易被磨损导致防伪能力弱的问题。
4.本实用新型为实现其目的的技术方案是这样的:本实用新型提供一种彩色浮雕薄膜,包括依次层叠设置的第一基膜层、离型层、粘合层、印刷层、金属层及信息层,所述粘合层为uv胶粘剂层。
5.在本实用新型的一实施例中,所述印刷层和所述信息层均设有定位标,所述印刷层的厚度为1-1.5μm,所述信息层的厚度为2-3μm。
6.在本实用新型的一实施例中,所述彩色浮雕薄膜还包括第二基膜层,所述第二基膜层设置于所述信息层的与所述金属层相背的一侧。
7.在本实用新型的一实施例中,所述彩色浮雕薄膜还包括背胶层,所述背胶层设置于所述信息层的与所述金属层相背的一侧,所述背胶层的厚度为0.9-1.2μm。
8.在本实用新型的一实施例中,所述粘合层包括第一镂空区域,所述印刷层包括第二镂空区域,所述第一镂空区域和所述第二镂空区域的位置互相对准。
9.在本实用新型的一实施例中,所述信息层靠近所述金属层的一侧设置有微结构。
10.在本实用新型的一实施例中,所述微结构的横截面积包括弧形,或矩形,或三角形,或梯形,或台阶形中的一种或者多种。
11.在本实用新型的一实施例中,所述金属层的厚度为所述粘合层的厚度为8-10μm,所述离型层的厚度为0.8-1.3μm。
12.本实用新型与现有技术相比具有的有益效果:在本实用新型的彩色浮雕薄膜中,通过设置印刷层和信息层,能够形成具有不同彩色印刷和镭射防伪环保效果的彩色浮雕薄膜,作为一种材料包装具备美观与防伪的多种功效;烫金后最外侧的粘合层采用uv胶,具有很好的保护作用,使薄膜的烫金面附着能力强、烫金效果好、干燥后硬度较好、分子结构稳定,有效减少了烫金后出现的开裂、起皱、爆花、气泡等现象,同时耐摩擦耐酒精耐水擦拭,
烘烤后附着力优异。
附图说明
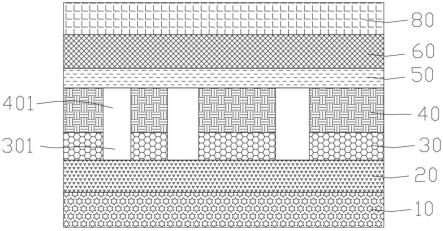
13.图1为本实用新型一实施例的彩色浮雕薄膜的结构示意图。
14.图2为本实用新型另一实施例的彩色浮雕薄膜的结构示意图。
具体实施方式
15.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
16.本实用新型提供一种彩色浮雕薄膜,如图1所示,包括依次层叠设置的第一基膜层10、离型层20、粘合层30、印刷层40、金属层50及信息层60,所述粘合层30可为uv胶粘剂层。
17.本实施例的彩色浮雕薄膜中,通过设置印刷层和信息层,能够形成具有不同彩色印刷和镭射防伪环保效果的彩色浮雕薄膜,作为一种材料包装具备美观与防伪的多种功效;烫金后最外侧的粘合层采用uv胶,具有很好的保护作用,有效的保护了印刷层40和信息层60中的图案或文字,不易出现图案或文字磨损或侵蚀的现象,不影响产品的整体的外观,还能够达到很好的防伪效果;使薄膜的烫金面附着能力强、烫金效果好、干燥后硬度较好、分子结构稳定,有效减少了烫金后出现的开裂、起皱、爆花、气泡等现象,同时耐摩擦耐酒精耐水擦拭,烘烤后附着力优异。
18.在本实施例中,彩色浮雕薄膜还包括第一基膜层10和离型层20,离型层20贴附于uv胶粘剂层30与印刷层40相背的一侧,第一基膜层10位于离型层20的与uv胶粘剂层30相背的一侧。具体地,第一基膜层10可采烫金级bopet膜,厚度为12~18μm;离型层20主体为水蜡,配置有酒精和水,不同的离型涂布量决定防伪膜的松紧程度,同时在高温烫印时,水蜡融化,能够良好的脱离载体基膜,离型蜡量为1.2~1.8%,离型层20的厚度为0.8-1.3μm。
19.具体地,uv胶粘剂层30具有耐水耐磨耐酒精等功能,能够有效的保护印刷层40和信息层60中的图案或文字,使图案或文字不容易出现磨损或侵蚀的现象。uv胶粘剂层的厚度为8-10μm。uv胶粘剂层30以按照所需图案及文字局部定位方式涂布,可以丙烯酸酯低聚物为主体树脂,通过紫外线光固化,固化后的硬度较好,分子结构稳定,耐磨耐水耐酒精,通过uv胶粘剂层30还可以将带有彩色印刷和全息镭射图文转到带有离型层20的第一基膜层10上。
20.在本实施例中,uv胶粘剂层30包括第一镂空区域301,印刷层40包括第二镂空区域401,第一镂空区域301和第二镂空区域401相对应。印刷层40是通过精密凹版印刷机,局部定位印刷与信息层60中文字图案组成相对应的彩色图案文字。
21.在本实施例中,金属层50可为铝层。具体地,铝层是采用纯度为99.9%的铝丝,经过真空镀铝设备将铝丝高温加热汽化后再冷却并沉积在薄膜表面形成金属铝层,铝层厚度为380~480埃。
22.在本实施例中,印刷层40和信息层60均设置有定位标,印刷层40的厚度为1-1.5μm,信息层60的厚度为2-3μm。定位标有提高套印精度、提示切裁等功能。
23.在本实施例中,信息层60是通过超精密度半导体光刻工艺,在一个微米级平面上加工微分的微结构透镜曲面,从而产生几何光学成像透镜效果,在光学领域称之为“菲涅尔
透镜”;同时结合一种全视场浮雕效果,俗称铂金浮雕;一种宽视角浮雕效果,通过不呈现色彩,呈现单一金属光泽。其设计方法是基于实物测绘或者计算机图形设计软件生成的浮雕型曲面,对浮雕型曲面进行微纳米级等高分层裁切,并将各层曲面段平移集中至一层。设计三维曲面时一般采用光滑表面,因而该结构通常呈现出凸起光泽,类似铂金浮雕感。
24.在本实施例中,彩色浮雕薄膜还包括转移涂料层(图未示),具体地,转移涂料层可采用镭射全息转移材料,能通过镭射模压设备将信息层60记录在转移涂料层上,此时转移涂料层和信息层合为一层。转移涂料层可为丙烯酸树脂涂料层,固含量为20~25%,软化点为105~120℃,上机粘度为18~25秒,干涂布量为1.3~1.5g/m2。
25.在本实施例中,彩色浮雕薄膜还包括背胶层80,背胶层80设置于信息层60的与金属层50相背的一侧,背胶层的厚度为0.9-1.2μm。具体地,背胶层可采用氯乙烯-乙烯乙酸共聚物和丙烯酸酯类共聚物为主体的涂层,其在160~200℃的高温下具有良好的热转移性。使用网纹辊为140目激光电雕版,且在涂布时使用匀胶辊。涂布机的烘箱有5节,烘箱温度先后设置为90℃、115℃、135℃、140℃、95℃,速度为110m/min;背胶层80的干涂布量为0.85~0.9g/m2。
26.在本实施例中,如图2所示,彩色浮雕薄膜还包括第二基膜层90,第二基膜层90设置于信息层60的与金属层50相背的一侧。第二基膜层90可采用转移级bopet(双向拉伸聚酯)膜,厚度为12~18μm。
27.在本实施例中,信息层60靠近金属层50的一侧设置有微结构。具体地,微结构的横截面积包括弧形,或矩形,或三角形,或梯形,或台阶形中的一种或者多种。
28.本实用新型实施例的彩色浮雕薄膜的制作过程如下:
29.s11,制作用于模压信息层60的全息母版。具体地,通过进行变换干涉条纹宽度及角度的方式和采用局部焦点弧形走位光刻的方式在同一块全息版上制作出定位浮雕镭射图文全息母版。
30.s12,提供第一基膜层10,并在第一基膜层10上形成离型层20。具体地,第一基膜层10采用12μm厚的bopet(双向拉伸聚酯)薄膜,在涂布机上以在涂布机上以80~100m/min的涂布速度在bopet(双向拉伸聚酯)薄膜表面涂布离型层20,采用烘箱干燥固化,进行干燥固化时,烘箱温度可先后设置为80℃、115℃、130℃、135℃和120℃。离型层20主体可为水蜡,配置有酒精和水,离型蜡量为1.2~1.8%,湿涂量为5.0-5.5g/m2。此步骤完成之后,将带有离型层20的第一基膜层10备用。
31.s13,提供第二基膜层90,并在第二基膜层90上形成转移涂料层。具体地,第二基膜层90可采用12μm厚的bopet(双向拉伸聚酯)薄膜,在涂布机上以100~120m/min的涂布速度在bopet(双向拉伸聚酯)薄膜上涂布转移涂料层,采用烘箱干燥固化。转移涂料层70可采用镭射全息转移涂料,更具体地,转移涂料层70可为丙烯酸树脂,固含量为20~25%,软化点为105~120℃,上机粘度为18~25秒,干涂布量为1.3~1.5m/g2。
32.s14,在转移涂料层远离第二基膜层90的一侧设置信息层60。具体地,在镭射模压机上对涂布膜进行镭射全息模压,模压方式可采用单板定位软压模压方式,经全息图文镭射版模压后将信息层60记录在转移涂料层上并形成全息浮雕定位镭射膜。此步骤的模压温度为165~175℃,模压速度为35~45m/min。
33.s15,在信息层60远离转移涂料层的一侧设置金属层50。本实施例中,金属层50可
为铝层。形成的金属层50为铝层时,采用真空镀铝机将高纯度铝丝在102~103pa的真空条件下,加热到1400摄氏度左右气化,再经过冷却附着在带有全息浮雕定位镭射的转移涂料层上面,从而形成金属铝层。铝层的厚度在380~480埃。
34.s16,在金属层50远离信息层60的一侧设置彩色印刷层40。具体地,在精密凹版定位印刷机上,定位印刷与全息菲涅尔透镜及全息浮雕文字图案组成相对应的图文印刷,印刷速度150~180m/min。
35.s17,在印刷层40远离金属层50的一侧表面涂覆uv胶粘剂层30。具体地,在定长拉伸机上,在图文印刷面、需要转移的图文和全息定位浮雕镭射的部分定位局部涂布uv胶粘剂,与备用的带有离型层20的第一基膜层10进行复合,离型层面贴合,第一基膜层10的离型层20上定长拉伸印刷定位标,定位标采用凹版深色油墨,例如黑墨;使用紫外光进行固化,固化功率为2~3kw,复合车速为50~60m/min,uv胶粘剂厚度为8~10μm。
36.s18,剥离第二基膜层90,并在转移涂料层远离信息层60的一侧设置背胶层80。具体地,在涂布机上将第二基膜层90剥离,同时联机满幅涂布背胶层80。背胶层80可采用氯乙烯-乙烯乙酸共聚物和丙烯酸酯类共聚物为主体的涂层,在160~200℃的高温下具有良好的热转移性。使用的网纹辊为140目激光电雕版,且在涂布时使用匀胶辊。涂布机的烘箱有5节,烘箱温度可先后设置为90℃、115℃、135℃、140℃、95℃,涂布速度为110m/min。此层的干涂布量为0.85~0.9g/m2。
37.s19,制作彩色浮雕薄膜。具体地,在定位分切机上定位分切所需的门幅和收卷米数,形成彩色浮雕薄膜。
38.在本文中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语的具体含义。
39.在本文中,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了表达技术方案的清楚及描述方便,因此不能理解为对本实用新型的限制。
40.在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,除了包含所列的那些要素,而且还可包含没有明确列出的其他要素。
41.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1