结构物的制造方法与流程
本发明涉及一种结构物的制造方法。
背景技术:
1、正在研究各种使用成型模具(铸模)来形成微细的结构物的技术。
2、例如,在专利文献1中,记载有一种玻璃成型体的制造方法,其包括如下工序:将包括构成接受熔融玻璃的接受面的一部分的面的第1嵌合部,嵌合于包括构成接受面的其他部分的面的外周部,而形成接受面,向接受面供给熔融玻璃并在接受面上形成熔融玻璃块,从所述外周部移除第1嵌合部,将外周部上的熔融玻璃块配置于与接受面不同的成型面上,在成型面上将熔融玻璃块成型为玻璃成型体。记载有将通过该制造方法得到的玻璃成型体用作光学元件所具备的光学透镜等。
3、专利文献1:日本特开2012-82096号公报
4、在基板上,使用铸模对转印材料进行赋形来制造结构物的情况下,有时难以从铸模将结构物脱模并分离。尤其,在纵横比较大的微细的结构物等制造中,难以在不破损结构物的情况下使其从铸模分离,无法得到良好的转印精度的倾向较高。
技术实现思路
1、本发明是鉴于上述情况而完成的。
2、本发明的一实施方式的课题在于提供一种使用铸模且转印精度优异的结构物的制造方法。
3、本发明包括以下的方式。
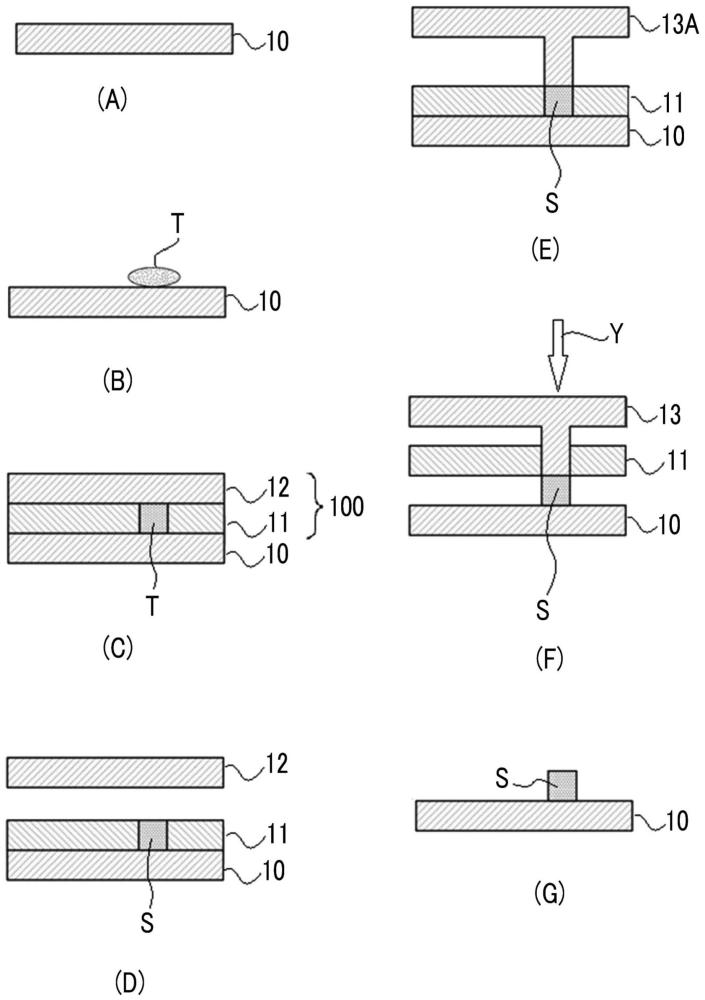
4、[1]一种结构物的制造方法,其具有如下工序:
5、准备转印材料的工序;
6、使用结构物赋形用的铸模,在基板上对上述转印材料进行赋形的工序,上述结构物赋形用的铸模具有:第1部件,具有2个主表面及贯穿上述主表面的贯穿孔;及第2部件,堵塞上述贯穿孔,并且所述铸模以作为上述第1部件的表面的一部分的壁面a和作为上述第2部件的表面的一部分的壁面b连续而形成铸模壁的方式,由上述第1部件和上述第2部件组合得到;
7、从上述铸模去除上述第2部件,使对上述转印材料进行赋形而得的结构物的一部分、或者使对上述转印材料进行赋形而得的结构物的一部分及上述基板的一部分露出的工序;及
8、按压上述结构物的露出部分或上述基板的露出部分的至少一部分而分离上述第1部件和上述结构物的工序。
9、[2]根据[1]所述的结构物的制造方法,其中,
10、在分离上述第1部件和上述结构物的工序中,使用从包括能够插入上述第1部件所具有的贯穿孔的按压部件、气体及液体的组中选择出的至少1种,对上述结构物的露出部分的至少一部分或者上述基板的露出部分的至少一部分进行按压。
11、[3]根据[1]或[2]所述的结构物的制造方法,其中,
12、在分离上述第1部件和上述结构物的工序中,一次性地对上述结构物的全部露出部分或上述基板的全部露出部分进行按压。
13、[4]根据[1]或[2]所述的结构物的制造方法,其中,
14、在对上述转印材料进行赋形的工序中,赋形出多个结构物,在分离上述第1部件和上述结构物的工序中,分多次对上述结构物的露出部分或上述基板的露出部分进行按压。
15、[5]根据[1]至[4]中任一项所述的结构物的制造方法,其中,
16、上述按压包括使用上述按压部件进行的按压。
17、[6]根据[5]所述的结构物的制造方法,其中,
18、上述按压部件为按压销。
19、[7]根据[5]或[6]所述的结构物的制造方法,其中,
20、上述结构物赋形用的铸模中,上述壁面a为上述贯穿孔的表面,上述铸模是以上述壁面a和上述壁面b连续而形成铸模壁的方式,由上述第1部件和上述第2部件组合而成的结构物赋形用的铸模,上述按压部件的沿按压方向的长度比沿上述第1部件所具有的贯穿孔沿按压方向的贯穿长度长。
21、[8]根据[5]至[7]中任一项所述的结构物的制造方法,其中,
22、上述结构物赋形用的铸模中,上述壁面a为上述贯穿孔的表面,上述铸模是以上述壁面a和上述壁面b连续而形成铸模壁的方式,由上述第1部件和上述第2部件组合而成的结构物赋形用的铸模,上述第1部件所具有的贯穿孔包括贯穿长度相对于开口宽度的纵横比为2~20的贯穿孔。
23、发明效果
24、根据本发明的一实施方式,能够提供一种使用铸模且转印精度优异的结构物的制造方法。
技术特征:
1.一种结构物的制造方法,其具有以下工序:
2.根据权利要求1所述的结构物的制造方法,其中,
3.根据权利要求1或2所述的结构物的制造方法,其中,
4.根据权利要求1或2所述的结构物的制造方法,其中,
5.根据权利要求2所述的结构物的制造方法,其中,
6.根据权利要求5所述的结构物的制造方法,其中,
7.根据权利要求5或6所述的结构物的制造方法,其中,
8.根据权利要求5或6所述的结构物的制造方法,其中,
技术总结
本发明提供一种使用铸模且转印精度优异的结构物的制造方法。一种结构物的制造方法,其具有如下工序:准备转印材料的工序;使用结构物赋形用的铸模,在基板上对转印材料进行赋形的工序,所述结构物赋形用的铸模具有:第1部件,具有2个主表面及贯穿主表面的贯穿孔;及第2部件,堵塞贯穿孔,并且以作为第1部件的表面的一部分的壁面(A)和作为第2部件的表面的一部分的壁面(B)连续而形成铸模壁的方式,组合第1部件和第2部件;从铸模去除第2部件,使转印材料被赋形的结构物的一部分、或者转印材料被赋形的结构物的一部分及基板的一部分露出的工序;及按压结构物的露出部分或基板的露出部分的至少一部分而分离第1部件和结构物的工序。
技术研发人员:梅泽朋一
受保护的技术使用者:富士胶片株式会社
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!