一种全自动BL组装机的制作方法
本发明属于组装设备,具体涉及一种全自动bl组装机。
背景技术:
1、液晶屏幕作为目前常用到的设备件,传统的阴极射线管(crt)显示器相比,它的体积比较大,画面柔和,画面不会闪烁,降低眼睛的疲劳,也是目前电子行业中常用到的显示元器件。
2、但是在实际生产环节,液晶屏幕包括显示液晶屏和背光屏两个部分,这两个部分采用不通过厂家生产,因此在加工时,需要分别加工,然后再转运至压合装置中进行一体压合作业,因此至少需要三套设备配套完成,在设备成本的投入上就会增加成本,并且还会增加有限的工厂有限的车间使用空间,同时三套设备在首先进行撕膜作业后,需要人工转运,最后才可形成压合作业,极大影响了实际的生产效率问题。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种全自动bl组装机,解决了现有技术中存在的上述技术问题。
2、本发明的目的可以通过以下技术方案实现:
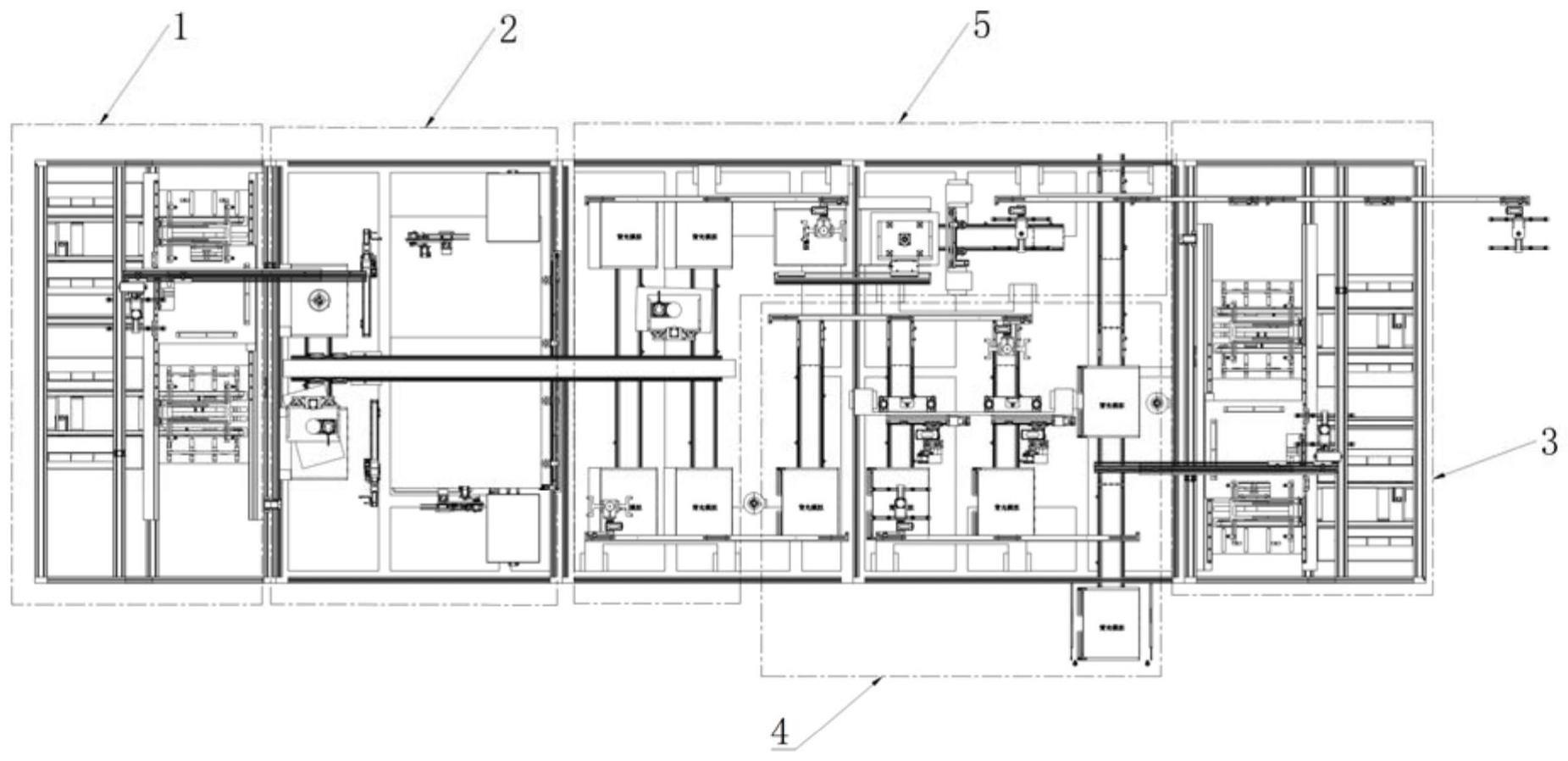
3、一种全自动bl组装机,包括液晶屏自动上料工位、液晶撕膜组装工位、背光自动上料工位、背光屏撕膜组装工位、主贴合组装工位,
4、所述液晶屏自动上料工位用于对液晶屏逐片转运至液晶撕膜组装工位上;
5、所述液晶撕膜组装工位包括第一初定位组件、扫码组件、撕膜组件、第一精定位平台以及第一转运平台,液晶屏首先被所述传输至第一初定位组件上后,通过扫码组件进行扫码编号,随后采用第一转运平台转运至撕膜组件上,对液晶屏表面的膜进行撕离,随后对已撕膜的液晶屏采用第一精定位平台进行二次定位,并转运至主贴合组装工位上;
6、所述背光自动上料工位用于对背光屏逐片转运至背光自动上料工位上;
7、所述背光屏撕膜组装工位包括第二初定位组件、第二撕膜组件、第二精定位平台,背光屏经过第二初定位组件定位后,采用第二转运平台转运至第二撕膜组件上,通过第二撕膜组件对该背光屏进行撕膜作业,随后对已撕膜的背光屏采用第二精定位平台进行二次定位,并转运至主贴合组装工位上;
8、所述主贴合组装工位包括保压组件、检测组件、通过保压组件将液晶屏和背光屏相互压合,并通过检测组件进行检测。
9、进一步的,所述液晶撕膜组装工位中,对于扫码组件对扫码不合格的液晶屏不采用撕膜组件剥离撕膜作业,并从侧边将不合格的液晶屏转运出。
10、进一步的,所述液晶撕膜组装工位以及背光屏撕膜组装工位分别位于主贴合组装工位所在的两侧位置,并分别进行液晶屏和背光屏的进料作业,随后通过主贴合组装工位组装完成后输出。
11、进一步的,所述液晶撕膜组装工位以及背光屏撕膜组装工位均采用双线工装作业,同时对于主贴合组装工位采用单线工装作业。
12、进一步的,所述第二撕膜组件包括移动座、从动辊以及侧夹爪,所述从动辊以及侧夹爪整体附着在移动座上,所述从动辊对背光屏所在的侧边位置膜进行摩擦并使其翘边,通过所述侧夹爪对背光屏表现附着的膜进行夹取,随后移动座整体拖动,从而实现附着在背光屏上的膜脱落。
13、进一步的,所述第二撕膜组件对背光屏撕膜完成后,再通过清洁件对背光屏表面进行清洁作业。
14、进一步的,所述第二撕膜组件在进行第二初定位组件定位背光屏时采用吸盘取料方式转运。
15、进一步的,所述第二撕膜组件在进行第二精定位组件定位背光屏时采用取料方式转运。
16、本发明的有益效果:
17、1、本装置采用液晶撕膜组件与背光自动上料工位相互配合,分别对液晶屏和背光屏撕膜后,再直接转运至主贴合组装工位上进行保压和检测,整个装置实现了全自动化作业,极大提高了生产效率。
18、2、本装置采用的背光自动上料工位上采用的侧夹爪与从动辊的方式实现对背光屏表面的膜撕开后,再进行撕膜作业,极大提高了减少了膜撕对背光屏的划伤。
19、3、本装置采用的清洁件使用吹风方式,在不接触背光屏时,即可实现对背光屏表面的杂尘去除。
技术特征:
1.一种全自动bl组装机,包括液晶屏自动上料工位(1)、液晶撕膜组装工位(2)、背光自动上料工位(3)、背光屏撕膜组装工位(4)、主贴合组装工位(5),其特征在于:
2.根据权利要求1所述的全自动bl组装机,其特征在于,所述液晶撕膜组装工位(2)中,对于扫码组件(22)对扫码不合格的液晶屏不采用撕膜组件(23)剥离撕膜作业,并从侧边将不合格的液晶屏转运出。
3.根据权利要求1所述的全自动bl组装机,其特征在于,所述液晶撕膜组装工位(2)以及背光屏撕膜组装工位(4)分别位于主贴合组装工位(5)所在的两侧位置,并分别进行液晶屏和背光屏的进料作业,随后通过主贴合组装工位(5)组装完成后输出。
4.根据权利要求1所述的全自动bl组装机,其特征在于,所述液晶撕膜组装工位(2)以及背光屏撕膜组装工位(4)均采用双线工装作业,同时对于主贴合组装工位(5)采用单线工装作业。
5.根据权利要求1所述的全自动bl组装机,其特征在于,所述第二撕膜组件(42)包括移动座(421)、从动辊(422)以及侧夹爪(423),所述从动辊(422)以及侧夹爪(423)整体附着在移动座(421)上,所述从动辊(422)对背光屏所在的侧边位置膜进行摩擦并使其翘边,通过所述侧夹爪(423)对背光屏表现附着的膜进行夹取,随后移动座(421)整体拖动,从而实现附着在背光屏上的膜脱落。
6.根据权利要求5所述的全自动bl组装机,其特征在于,所述第二撕膜组件(42)对背光屏撕膜完成后,再通过清洁件(424)对背光屏表面进行清洁作业。
7.根据权利要求1所述的全自动bl组装机,其特征在于,所述第二撕膜组件(42)在进行第二初定位组件(41)定位背光屏时采用吸盘取料方式转运。
8.根据权利要求1所述的全自动bl组装机,其特征在于,所述第二撕膜组件(42)在进行第二精定位组件(43)定位背光屏时采用取料方式转运。
技术总结
本发明公开了一种全自动BL组装机,包括液晶屏自动上料工位、液晶撕膜组装工位、背光自动上料工位、背光屏撕膜组装工位、主贴合组装工位,所述液晶屏自动上料工位用于对液晶屏逐片转运至液晶撕膜组装工位上;所述液晶撕膜组装工位用于对液晶屏表面的膜进行撕离;所述背光自动上料工位用于对背光屏逐片转运至背光自动上料工位上,所述背光屏撕膜组装工位用于对背光屏表面的膜进行撕离,所述主贴合组装工位包括保压组件、检测组件(52)、通过保压组件将液晶屏和背光屏相互压合,并通过检测组件进行检测。整个装置能够快速实现将液晶屏与背光屏的压合组合,提高了组装工序效率,并且也减少了这个设备成本的投入。
技术研发人员:游洪波,张泳
受保护的技术使用者:苏州市朗电机器人有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!