一种氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法
本发明涉及全光纤化激光器领域,尤其涉及一种氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法。
背景技术:
1、由于中红外激光在国防、医疗、通信等方面有着重要的应用,中红外光纤激光器已成为重要的研究课题。中红外光谱覆盖了几个主要的大气透过窗口,且处于众多分子的强吸收指纹区,因而在生物传感、气象监测、工业加工、医学成像等领域有着巨大的应用前景。
2、与其他激光器相比,光纤激光器以光纤作为增益介质,其具有光束质量好、转换效率高、输出功率高、散热性能好、阈值低、体积小、稳定性高、可调谐和窄线宽等优点,被誉为第三代激光技术的代表。二氧化硅光纤在近红外区域和可见光区域已经得到广泛的研究和应用,而在中红外区域,由于硅基质中硅的多光子吸收产生了较高的本征损耗,使得可以被观测到的波长都被限制在2.5μm以下,以及石英光纤中掺杂剂浓度受到限制,需要采用在中红外波段具有低声子损耗的光纤来研制中红外波段光纤激光器。
3、目前多使用软玻璃光纤包括氟化物光纤、碲酸盐光纤、硫化物光纤等特种光纤用于生成中红外超连续谱,它们有低传输损耗和高非线性等优点。然而将激光器的激光耦合到特种光纤中采用的大多是空间耦合的方式,这种耦合方式对准难度较大,且耦合效率较低,限制了激光器的激光输出功率。此外,采用空间耦合的方式易使整个光路结构不稳定,激光系统形成之后很难移动,非常不利于应用于实际。
4、因此,本领域的技术人员致力于开发一种氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,对全光纤化大功率中红外激光器的发展具有非常重要的促进作用。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是如何提供一种氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的低损耗熔接方法,其中熔接点具有损耗低、机械强度大的优点。
2、为实现上述目的,本发明提供了一种氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,包括以下步骤:
3、步骤1、光纤端面的处理:首先将氟化锆基玻璃光纤的涂覆层剥去,随后将氟化锆基玻璃光纤裸纤部分、氟碲酸盐玻璃光纤的表面进行清洁;继而使用光纤切割机分别对氟化锆基玻璃光纤与氟碲酸盐玻璃光纤两端进行垂直切割,使用不同的参数进行切割以获得平整光滑的光纤端面;
4、步骤2、光纤的固定与对准:将切割后的氟化锆基玻璃光纤一端和980nm单模激光器的尾纤对接,并将光功率计探头对准氟化锆基玻璃光纤的另一端,记录下此时光功率计的示数,氟化锆基玻璃光纤的另一端和氟碲酸盐玻璃光纤的一端分别固定于光纤熔接机的左右两边光纤夹具中,此时再将光功率计探头对准氟碲酸盐玻璃光纤的另一端,将氟碲酸盐玻璃光纤和氟化锆基玻璃光纤的纤芯对准,在对准过程中观察光功率计的示数变化,对两根光纤的位置精确调整,当光功率计示数达到最大时,说明对准操作已经完成;
5、步骤3、根据熔接参数对氟化锆基玻璃光纤与氟碲酸盐玻璃光纤进行熔接;
6、步骤4、测量熔接点的损耗与机械强度:将熔接后的两种光纤采用回切法确定熔接点的熔接损耗,使用光纤熔接机软件中的拉力监测确定此熔接点的机械强度。
7、进一步地,所述步骤1中所述氟化锆基玻璃光纤的纤芯直径为12μm,包层直径为220μm,长度为1.5m。
8、进一步地,所述步骤1中所述氟碲酸盐玻璃光纤的纤芯直径为12μm,包层直径为185μm,长度为1.5m。
9、进一步地,所述步骤1中使用光纤切割机切割氟碲酸盐玻璃光纤时切割拉力为180~190g,切割氟化锆基玻璃光纤时切割拉力为240~250g。
10、进一步地,所述步骤2中光纤熔接机采用电热丝加热熔接。
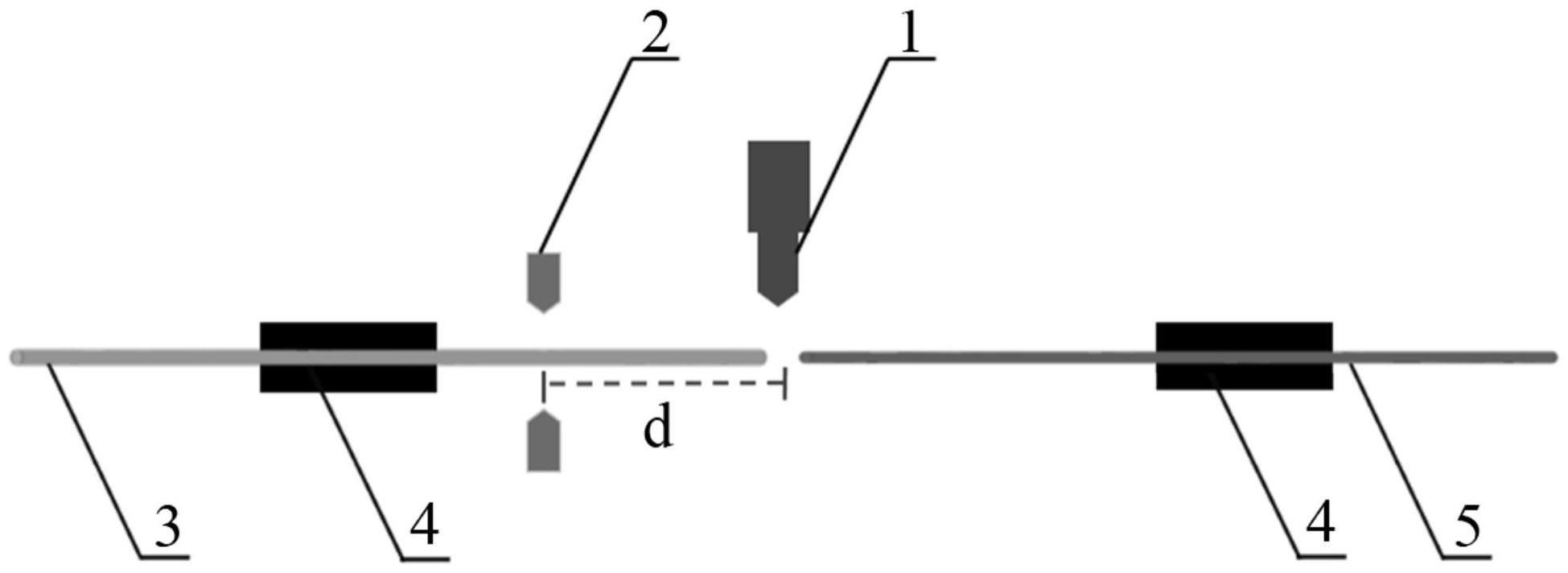
11、进一步地,所述步骤3具体步骤为:采用错位熔接的方式,将氟化锆基玻璃光纤放于光纤夹持装置的右边夹具中,氟碲酸盐玻璃光纤放于光纤夹持装置的左边夹具中,加热火头的位置偏置于氟碲酸盐玻璃光纤,其加热温度设置成低于氟碲酸盐玻璃光纤的软化温度,且高于氟化锆基玻璃光纤的软化温度,通过设置熔接参数实现氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接。
12、进一步地,所述加热火头采用电热丝加热熔接。
13、进一步地,所述加热火头使用铱加热丝组件进行加热,其中ω型加热丝在待熔接光纤周围形成均匀、稳定的温度场。
14、进一步地,所述步骤3中所述熔接参数包括两种光纤端面之间的距离、预推进量、推进速度、热推进量、热推进延迟、火头熔接偏移量、加热时间、氩气流量、熔接功率。
15、进一步地,所述步骤4中采用回切法确定熔接点的熔接损耗时,氟碲酸盐玻璃光纤每次切掉的长度大于10cm,剩余部分的长度大于10cm,以保证测得的熔接损耗准确性。
16、本发明的有益效果在于:
17、(1)本发明重复性强,操作简单,熔接点的最低损耗为0.5db,熔接成功率为83%,最高抗拉力为180g。
18、(2)本发明是转变温度不同的特种光纤之间的熔接,同样适用于其他材料的转变温度不同的光纤。
19、(3)本发明使用ω型加热电阻丝,在熔接光纤周围形成均匀稳定,可调控的温度场。熔接得到的低损耗、高机械强度的熔接点,提高了其在实际应用中的稳定性和可靠性,可以实现量产,有利于推动全光纤化激光器的发展。
20、以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
技术特征:
1.一种氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,其特征在于,包括以下步骤:
2.如权利要求1所述的氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,其特征在于,所述步骤1中所述氟化锆基玻璃光纤的纤芯直径为12μm,包层直径为220μm,长度为1.5m。
3.如权利要求1所述的氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,其特征在于,所述步骤1中所述氟碲酸盐玻璃光纤的纤芯直径为12μm,包层直径为185μm,长度为1.5m。
4.如权利要求1所述的氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,其特征在于,所述步骤1中使用光纤切割机切割氟碲酸盐玻璃光纤时切割拉力为180~190g,切割氟化锆基玻璃光纤时切割拉力为240~250g。
5.如权利要求1所述的氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,其特征在于,所述步骤2中光纤熔接机采用电热丝加热熔接。
6.如权利要求5所述的氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,其特征在于,所述步骤3具体步骤为:采用错位熔接的方式,将氟化锆基玻璃光纤放于光纤夹持装置的右边夹具中,氟碲酸盐玻璃光纤放于光纤夹持装置的左边夹具中,加热火头的位置偏置于氟碲酸盐玻璃光纤,其加热温度设置成低于氟碲酸盐玻璃光纤的软化温度,且高于氟化锆基玻璃光纤的软化温度,通过设置熔接参数实现氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接。
7.如权利要求6所述的氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,其特征在于,所述加热火头采用电热丝加热熔接。
8.如权利要求7所述的氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,其特征在于,所述加热火头使用铱加热丝组件进行加热,其中ω型加热丝在待熔接光纤周围形成均匀、稳定的温度场。
9.如权利要求1所述的氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,其特征在于,所述步骤3中所述熔接参数包括两种光纤端面之间的距离、预推进量、推进速度、热推进量、热推进延迟、火头熔接偏移量、加热时间、氩气流量、熔接功率。
10.如权利要求1所述的氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,其特征在于,所述步骤4中采用回切法确定熔接点的熔接损耗时,氟碲酸盐玻璃光纤每次切掉的长度大于10cm,剩余部分的长度大于10cm,以保证测得的熔接损耗准确性。
技术总结
本发明公开了一种氟碲酸盐玻璃光纤与氟化锆基玻璃光纤的熔接方法,涉及全光纤化激光器技术领域,包括:步骤1、光纤端面的处理;步骤2、光纤的固定与对准;步骤3、熔接氟化锆基玻璃光纤与氟碲酸盐玻璃光纤;步骤4、测量熔接点的损耗与机械强度。本发明提出的光纤熔接方法,熔接成功率为83%,熔接点的最低损耗为0.5dB,最高抗拉力为180g,本发明操作简单,重复性强,熔接点具有高强度、低损耗的优点,提高了其在实际应用中的稳定性和可靠性,可以实现量产,有利于推动全光纤化激光器的发展。
技术研发人员:王鹏飞,王顺宾,申彦飞,李晓旭,党凡阳
受保护的技术使用者:哈尔滨工程大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!