用于LCD和CG组装的高精度贴合设备的制作方法
【】本技术涉及lcd玻璃和cg盖板组装设备,特别涉及用于lcd和cg组装的高精度贴合设备。
背景技术
0、
背景技术:
1、现有技术的lcd玻璃与cg盖板在组装过程中,时常因为来料质量存在缺陷导致组装后成品不良,组装后成品良率较低,并且点胶贴合后等待胶水固化时间较长,组装效率较低,无法满足越来越快的生产需求。
技术实现思路
0、
技术实现要素:
1、为了克服上述问题,本实用新型提出一种可有效解决上述问题的用于lcd和cg组装的高精度贴合设备。
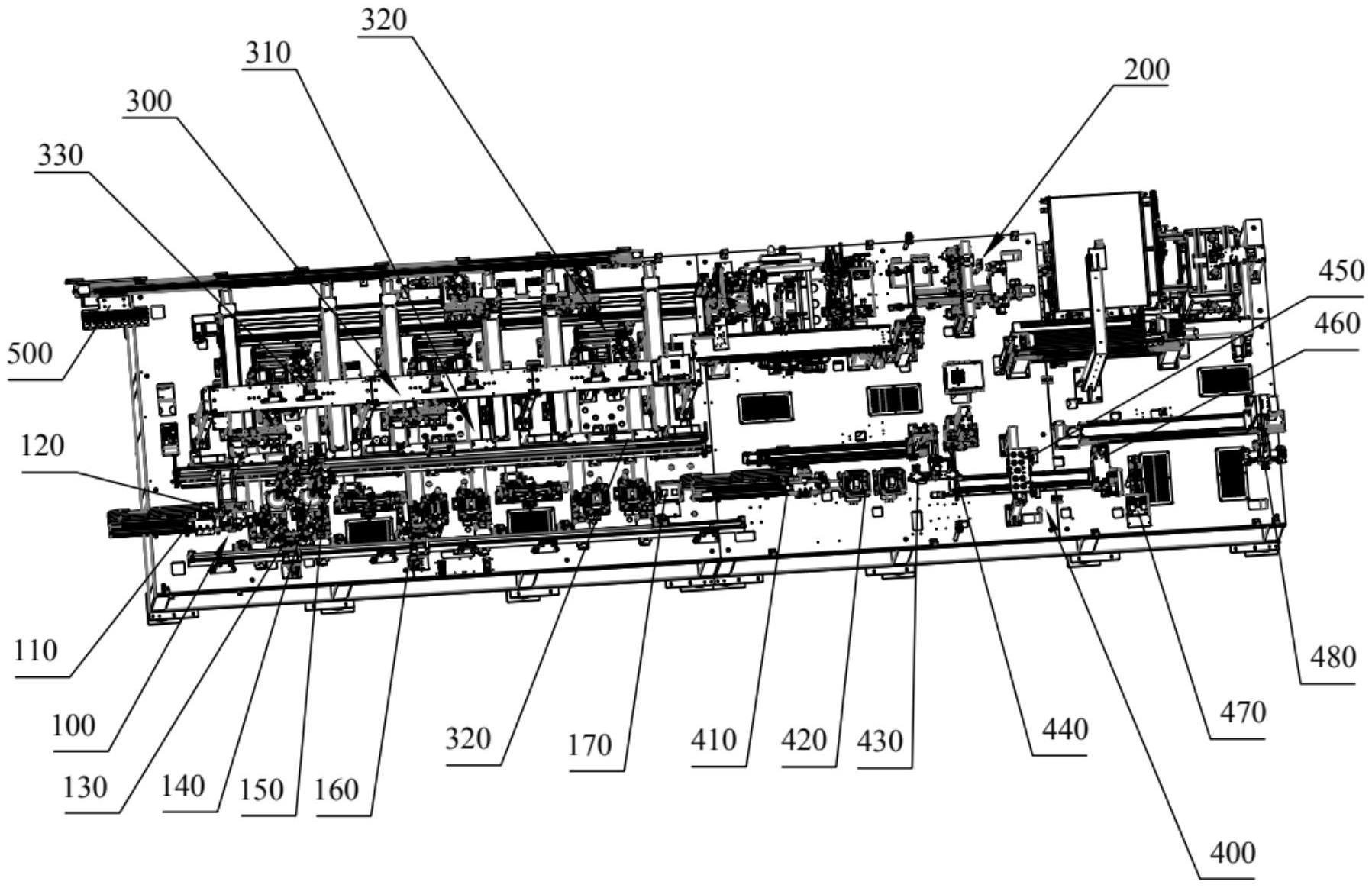
2、本实用新型解决上述技术问题提供的一种技术方案是:提供一种用于lcd和cg组装的高精度贴合设备及工艺,包括cg上料区、lcd上料区、贴合作业区和成品下料区,所述cg上料区、lcd上料区和成品下料区分别位于贴合作业区的侧部,所述cg上料区用于向贴合作业区提供cg盖板,所述lcd上料区用于向贴合作业区提供lcd玻璃,所述贴合作业区用于将cg盖板和lcd玻璃点胶贴合固定,所述成品下料区用于将贴合固定后的cg盖板和lcd玻璃运输至下游设备;所述cg上料区的一端设置有cg点胶aoi检测ng产品抛料盒,cg点胶aoi检测ng产品抛料盒用于排除点胶不合格的cg盖板;所述lcd上料区的一端设置有lcd玻璃ng排料治具,lcd玻璃ng排料治具用于排除表面异物aoi检测不合格的lcd玻璃;所述贴合作业区内平行设置有多个贴合机构,每一贴合机构设置有uv预固化灯和uv本固化灯。
3、优选地,所述cg上料区与贴合作业区的衔接处、lcd上料区与贴合作业区的衔接处均设置有usc清洁机构,所述usc清洁机构用于对cg盖板和lcd玻璃的贴合面的异物进行清洁。
4、优选地,所述cg上料区内设置有cg入料平台,所述cg入料平台安装于移动模组上,所述cg入料平台的上方设置有cg入料定位影像组件。
5、优选地,所述贴合机构的上方设置有cg点胶影像组件,所述cg点胶影像组件的一侧设置有cg点胶机械手。
6、优选地,所述贴合机构的上方设置有贴合上对位影像组件,所述贴合机构的下方设置有贴合下对位影像组件。
7、优选地,所述lcd上料区内设置有lcd满料盘上料组件,所述lcd满料盘上料组件上方设置有lcd上料全景影像组件,所述lcd上料全景影像组件与lcd满料盘上料组件之间设置有lcd上料机械手。
8、优选地,所述lcd满料盘上料组件一侧设置有lcd-cof检测平台,所述lcd-cof检测平台的上方通过龙门架设置有lcd-cof检测aoi组件。
9、优选地,所述lcd-cof检测平台一侧设置有lcd翻转机械手,lcd翻转机械手一侧还设置有lcd撕膜机械手,所述lcd撕膜机械手下方设置有lcd易撕贴撕膜轴,所述lcd易撕贴撕膜轴的一侧设置有lcd撕膜下料定位影像组件。
10、优选地,所述成品下料区内设置有成品下料平台,成品下料平台一侧设置有成品aoi机械手,所述成品aoi机械手下方设置有成品贴合aoi及点胶aoi影像组件;所述成品aoi机械手一侧设置有成品翻转机械手,所述成品翻转机械手一侧设置有成品厚度检测下平台,所述成品厚度检测下平台上方通过龙门架设置有成品贴合厚度检测组件。
11、优选地,所述用于lcd和cg组装的高精度贴合工艺,包括如下步骤:
12、步骤s1,cg盖板从cg上料区上料于贴合作业区,lcd玻璃从lcd上料区上料于贴合作业区;
13、步骤s2,cg盖板在贴合下平台内通过cg点胶影像组件进行影像点胶定位后,由cg点胶机械手完成点胶,再通过cg点胶影像组件进行点胶aoi检测,点胶aoi检测完成后经过uv预固化灯进行胶水预固化,再通过贴合上对位影像组件对cg盖板进行贴合上影像对位;lcd玻璃在贴合上平台上通过usc清洁机构进行表面清洁,再通过贴合下对位影像组件进行表面异物影像检测以及贴合下影像对位;
14、步骤s3,贴合上平台与贴合下平台盖合并抽真空,cg盖板与lcd玻璃贴合,uv本固化灯对贴合后的cg盖板与lcd玻璃进行本固化;
15、步骤s4,成品贴合下料机械手将贴合固定后的cg盖板与lcd玻璃搬运至成品下料平台,成品aoi机械手从成品下料平台抓取成品并运输至成品贴合aoi及点胶aoi影像组件,对成品进行贴合aoi及点胶aoi影像检测;
16、步骤s5,成品翻转机械手将成品从成品贴合下料机械手搬运至成品厚度检测下平台,成品厚度检测下平台经过成品贴合厚度检测组件下方进行贴合厚度检测;
17、步骤s6,合格的成品通过成品下料交接机械手运转至下游设备。
18、与现有技术相比,本实用新型的用于lcd和cg组装的高精度贴合设备具有以下有益效果:
19、1.经过多组影像检测或产品定位,再加上一道成品厚度检测,多重把关,利于提高成品良率;
20、2.六组平行贴合机构利于提高设备效率,胶水预固化和本固化缩短凝固时间,提升贴合效率,如果点胶后不经过预固化,胶水会塌下去,造成贴合后胶宽太宽和胶水进入产品的aa区,影响贴合质量,预固化可以很好地解决这一问题,提升成品良率;
21、3.检测ng的产品可自动排出设备,人工取料无需停机,提高设备效率;
22、4.cg和lcd上料均有入料影像定位,提高了产品交接放料精度,也提高了贴附精度。
技术特征:
1.用于lcd和cg组装的高精度贴合设备,其特征在于,包括cg上料区、lcd上料区、贴合作业区和成品下料区,所述cg上料区、lcd上料区和成品下料区分别位于贴合作业区的侧部,所述cg上料区用于向贴合作业区提供cg盖板,所述lcd上料区用于向贴合作业区提供lcd玻璃,所述贴合作业区用于将cg盖板和lcd玻璃点胶贴合固定,所述成品下料区用于将贴合固定后的cg盖板和lcd玻璃运输至下游设备;
2.如权利要求1所述的用于lcd和cg组装的高精度贴合设备,其特征在于,所述cg上料区与贴合作业区的衔接处、lcd上料区与贴合作业区的衔接处均设置有usc清洁机构,所述usc清洁机构用于对cg盖板和lcd玻璃的贴合面的异物进行清洁。
3.如权利要求1所述的用于lcd和cg组装的高精度贴合设备,其特征在于,所述cg上料区内设置有cg入料平台,所述cg入料平台安装于移动模组上,所述cg入料平台的上方设置有cg入料定位影像组件。
4.如权利要求1所述的用于lcd和cg组装的高精度贴合设备,其特征在于,所述贴合机构的上方设置有cg点胶影像组件,所述cg点胶影像组件的一侧设置有cg点胶机械手。
5.如权利要求1所述的用于lcd和cg组装的高精度贴合设备,其特征在于,所述贴合机构的上方设置有贴合上对位影像组件,所述贴合机构的下方设置有贴合下对位影像组件。
6.如权利要求1所述的用于lcd和cg组装的高精度贴合设备,其特征在于,所述lcd上料区内设置有lcd满料盘上料组件,所述lcd满料盘上料组件上方设置有lcd上料全景影像组件,所述lcd上料全景影像组件与lcd满料盘上料组件之间设置有lcd上料机械手。
7.如权利要求6所述的用于lcd和cg组装的高精度贴合设备,其特征在于,所述lcd满料盘上料组件一侧设置有lcd-cof检测平台,所述lcd-cof检测平台的上方通过龙门架设置有lcd-cof检测aoi组件。
8.如权利要求7所述的用于lcd和cg组装的高精度贴合设备,其特征在于,所述lcd-cof检测平台一侧设置有lcd翻转机械手,lcd翻转机械手一侧还设置有lcd撕膜机械手,所述lcd撕膜机械手下方设置有lcd易撕贴撕膜轴,所述lcd易撕贴撕膜轴的一侧设置有lcd撕膜下料定位影像组件。
9.如权利要求1所述的用于lcd和cg组装的高精度贴合设备,其特征在于,所述成品下料区内设置有成品下料平台,成品下料平台一侧设置有成品aoi机械手,所述成品aoi机械手下方设置有成品贴合aoi及点胶aoi影像组件;所述成品aoi机械手一侧设置有成品翻转机械手,所述成品翻转机械手一侧设置有成品厚度检测下平台,所述成品厚度检测下平台上方通过龙门架设置有成品贴合厚度检测组件。
技术总结
本技术涉及LCD玻璃和CG盖板组装设备技术领域,特别涉及用于LCD和CG组装的高精度贴合设备,CG上料区、LCD上料区和成品下料区分别位于贴合作业区的侧部,CG上料区用于向贴合作业区提供CG盖板,LCD上料区用于向贴合作业区提供LCD玻璃,贴合作业区用于将CG盖板和LCD玻璃点胶贴合固定,成品下料区用于将贴合固定后的CG盖板和LCD玻璃运输至下游设备。与现有技术相比,本技术的用于LCD和CG组装的高精度贴合设备及工艺经过多组影像检测或产品定位,再加上一道成品厚度检测,多重把关,利于提高成品良率;六组平行贴合机构利于提高设备效率,胶水预固化和本固化缩短凝固时间,提升贴合效率。
技术研发人员:陈慧,徐尧,陈文锋,曾一波
受保护的技术使用者:深圳市冠天智能装备有限公司
技术研发日:20230210
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!