熔丝制造的制造方法和其中使用的聚合物共混物与流程
本发明涉及一种例如使用通过喷嘴来推进和加热并且沉积在压板上的长丝增材制造的方法,其中将热塑性聚合物粉末熔融和挤出(通常称为熔丝制造)。特别地,本发明使得一种主要由高密度聚乙烯构成的热塑性聚合物成为可能,所述热塑性聚合物由于不良的翘曲和粘附性而不能在增材制造过程中使用。
背景技术:
1、热塑性聚合物(通常为尼龙)的增材制造是众所周知的。例如,熔丝制造(fusedfilament fabrication;fff)(其通常也称为塑料喷射打印)已被用于通过使用热塑性长丝来形成3d部件,所述热塑性长丝被牵引到喷嘴中、加热、熔融并且接着挤出,其中被挤出的长丝在冷却时融合在一起(参见例如美国专利第5,121,329号)。因为所述技术需要熔融长丝并且挤出,所以材料受限于热塑性聚合物(通常为尼龙)和复杂的设备。此外,所述技术需要支撑结构,所述支撑结构在制造复杂的部件时也受到挤出,其必须经受住形成所述部件所需的高温,同时还易于移除,例如通过使支撑结构溶解或通过溶解支撑结构与最终制品之间的层来使其剥离,如由美国专利第5,503,785号所描述。
2、必须使用尼龙或其它具有极性基团的聚合物,以确保在3d打印部件形成期间沉积的各层之间有足够的粘合力(在z方向上缺乏粘附性)。同样,在特定方向上显示结晶形成的聚合物,如高密度聚乙烯(hdpe)也趋向于翘曲并且不能充分打印。出于这些原因,hdpe尚未成功地进行商业fff 3d打印。据报道,如wo2016080573中所述,打印了具有少量hdpe的聚合物的共混物。同样,高含量的填料固体填料已被用于减少hdpe的不利结晶(例如,cn104629152a和cn105295175),但允许充分打印所需的填料含量总是降低用hdpe形成的此类部件的所要机械特性。
3、期望提供一种打印包含hdpe的聚合物的方法,所述方法保持hdpe的所要特性,同时避免一种或多种现有技术的3d打印hdpe问题。
技术实现思路
1、我们发现了一种改进的熔丝制造增材制造方法,所述方法包含:
2、(i)提供由高密度聚乙烯(hdpe)和第二热塑性聚合物(stp)构成的热塑性共混物,其中所述第二聚合物是低密度聚乙烯、官能化聚烯烃或其组合,并且所述高密度聚乙烯的量与所述第二热塑性聚合物的量的重量比为1.5/1至20/1;
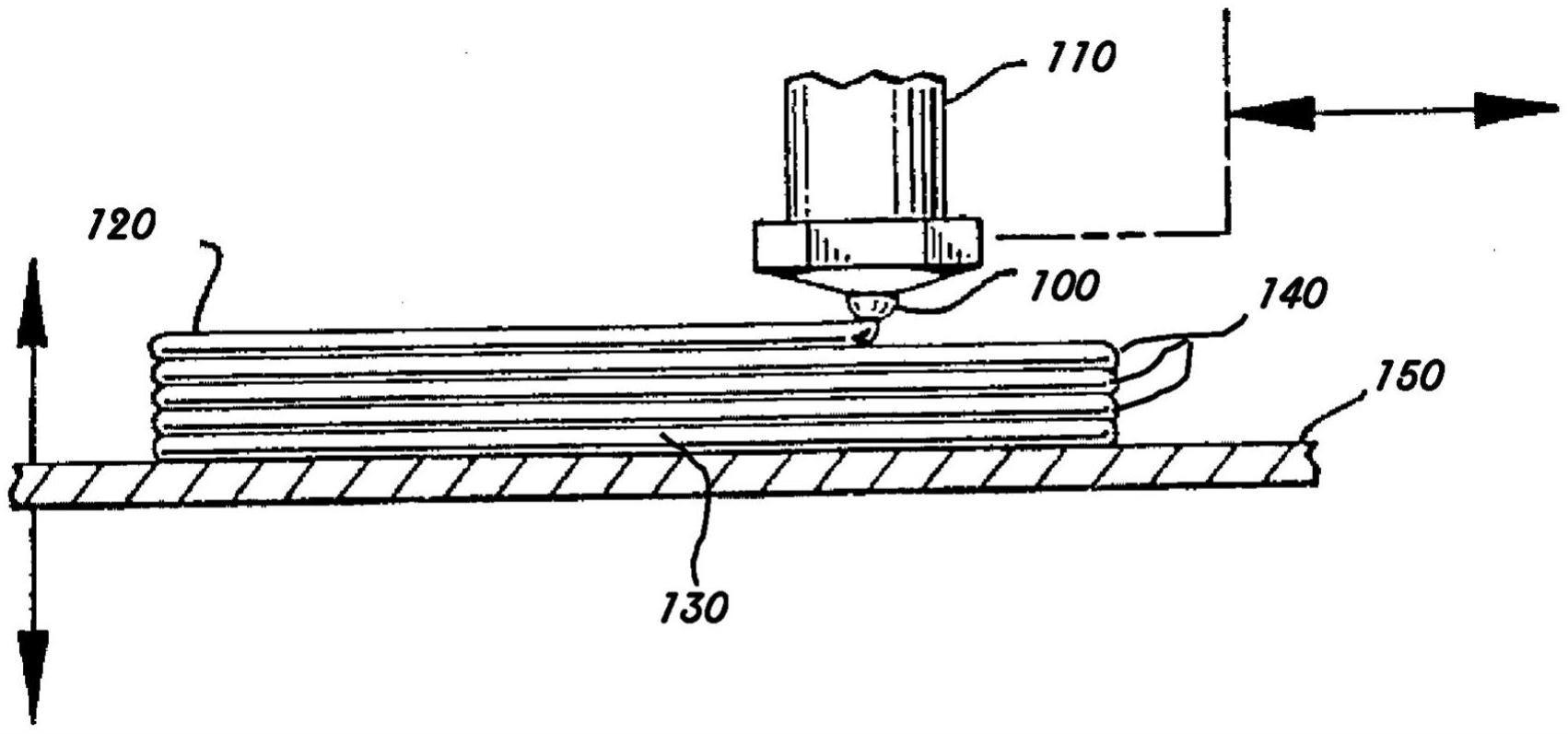
3、(ii)通过喷嘴加热并且分配所述热塑性共混物以形成沉积在基底上的挤出物;
4、(iii)在分配所述热塑性共混物的同时移动所述基底、所述喷嘴或其组合,以使所述基底和所述喷嘴之间以预定模式发生水平位移,从而在所述基底上形成材料的初始层;以及
5、(iv)重复步骤(ii)和(iii)以形成粘附在所述初始层上的所述材料的连续层从而形成增材制造部件。
6、本发明的第二方面是一种增材制造制品,其由至少两层的多种挤出物构成,所述挤出物由高密度聚乙烯和第二热塑性聚合物的共混物构成,其中所述第二聚合物是低密度聚乙烯、官能化聚烯烃或其组合,并且所述高密度聚乙烯的量与所述第二热塑性聚合物的量的重量比为1.5/1至20/1。
7、本发明的第三方面是一种可用于增材制造的长丝,包含由热塑性共混物构成的长丝,所述热塑性共混物由高密度聚乙烯和第二热塑性聚合物构成,其中所述第二热塑性聚合物是低密度聚乙烯、官能化聚烯烃或其组合,并且所述高密度聚乙烯的量与所述第二热塑性聚合物的量的重量比为1.5/1至20/1。
8、改进的增材制造方法可用于形成增材制造的聚合部件,所述聚合部件具有高密度聚乙烯(hdpe)的所要特性,同时避免了与打印hdpe相关的3d打印问题,如翘曲,在z方向(高度)上缺乏粘附力。所述方法特别适合于以fff方法制得热塑性部件,所述部件主要由hdpe构成,不含在熔融温度或在fff中使用的3d打印温度下为固体的添加剂,如填料。
技术特征:
1.一种增材制造方法,
2.根据权利要求1所述的方法,其中所述方法进一步包含重复步骤(iv),使得多个连续层粘附并且堆积,从而形成所述增材制造部件。
3.根据权利要求1所述的方法,其中所述比率为10/1至20/1。
4.根据权利要求3所述的方法,其中所述高密度聚乙烯具有熔融温度,并且所述第二热塑性聚合物具有熔融温度,其中所述高密度聚乙烯的熔融温度高于所述第二热塑性聚合物的熔融温度。
5.根据权利要求4所述的方法,其中所述高密度聚乙烯具有熔融指数,并且所述第二热塑性聚合物具有熔融指数,并且所述高密度聚乙烯的熔融指数和所述第二热塑性聚合物的熔融指数具有0.1至5的所述高密度聚乙烯的熔融指数/所述第二热塑性聚合物的熔融指数比。
6.根据权利要求5所述的方法,其中所述熔融指数比为0.2至1。
7.根据权利要求1所述的方法,其中所述第二热塑性聚合物是官能化聚烯烃。
8.根据权利要求7所述的方法,其中所述官能化聚烯烃是乙烯/丙烯酸共聚物、乙烯/甲基丙烯酸共聚物、经马来酸酐改性的聚烯烃或其组合。
9.根据权利要求1所述的方法,其中在通过所述喷嘴分配之前,将所述高密度聚乙烯和所述第二热塑性聚合物熔融。
10.根据权利要求1所述的方法,其中所述高密度聚乙烯和所述第二热塑性聚合物形成长丝,所述长丝被牵引到所述喷嘴中并且在所述喷嘴内熔融。
11.根据权利要求1所述的方法,其中所述共混物由颜料、填料、润滑剂、增滑剂或阻燃剂中的一种或多种构成。
12.一种增材制造制品,其由至少两层的多种挤出物构成,所述挤出物由高密度聚乙烯和第二热塑性聚合物的共混物构成,其中所述第二聚合物是低密度聚乙烯、官能化聚烯烃或其组合,并且所述高密度聚乙烯的量与所述第二热塑性聚合物的量的重量比为1.5/1至20/1。
13.根据权利要求12所述的增材制造制品,其中所述高密度聚乙烯是连续相,并且所述第二热塑性聚合物以不连续相存在于所述增材制造制品内。
14.根据权利要求13所述的增材制造制品,其中所述第二热塑性聚合物以分散在所述hdpe连续相中的亚微米颗粒存在。
15.根据权利要求14所述的增材制造制品,其中所述第二热塑性聚合物以具有球形且小于5微米当量球径的颗粒存在。
16.根据权利要求12所述的增材制造制品,其中所述高密度聚乙烯的密度为0.94至0.965,并且熔融指数为0.5至40。
17.根据权利要求12所述的增材制造制品,其中所述第二热塑性聚合物是密度为0.91至0.93,并且熔融指数为0.5至40的低密度聚乙烯。
18.一种可用于增材制造的长丝,其包含由热塑性共混物构成的长丝,所述热塑性共混物由高密度聚乙烯和第二热塑性聚合物构成,其中所述第二热塑性聚合物是低密度聚乙烯、官能化聚烯烃或其组合,并且所述高密度聚乙烯的量与所述第二热塑性聚合物的量的重量比为1.5/1至20/1。
19.根据权利要求18所述的长丝,其中所述高密度聚乙烯是连续相,并且所述第二热塑性聚合物以不连续相存在于所述长丝内。
20.根据权利要求19所述的长丝,其中所述第二热塑性聚合物以具有球形的颗粒存在,其中在hdpe连续相中的当量球径小于5微米。
技术总结
一种熔丝制造(FFF)增材制造的方法,其包含采用由高密度聚乙烯和第二热塑性聚合物构成的的热塑性共混物,其中所述第二聚合物是低密度聚乙烯(LDPE)、官能化聚烯烃或其组合,并且所述高密度聚乙烯的量与所述第二热塑性聚合物的量的重量比为1.5/1至20/1。LDPE是指已经在高压下自由基聚合的聚乙烯。所述方法允许增材制造制品保留HDPE的所要机械特性,而不会遇到HDPE的FFF打印或使用固体填料固有的问题。在特定实施例中,所述增材制造制品具有连续相并且所述第二热塑性聚合物以不连续相存在于所述增材制造制品和用于制得所述制品的长丝内。
技术研发人员:C·F·戈兰,S·比斯瓦斯,S·艾伦,S·T·马特乌奇,D·L·德莫迪,H·辛格,A·J·帕其克
受保护的技术使用者:陶氏环球技术有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!