一种八音琴音片的自动调率加工中心的制作方法
1.本实用新型涉及一种八音琴音片的自动调率加工中心。
背景技术:
2.众所周知,声音的发出是通过物体的振动,通过空气传播音波产生,物体振动的频率是决定物体发声频率,即声调的基础。
3.八音琴的音片上通常设置有18根的音针,每根音针的振动频率需要与预定的音调频率进行对应。而每根音针的长度为6至18毫米,宽度约0.5
‑
0.8毫米,间距0.1毫米左右。
4.为了使批量加工的八音琴音片上的每一根音针都达到各自所需音调的要求,传统加工工序分为粗加工、精加工和精调多个步骤实现。粗加工采用冲压方式,获得大致的音片形状,切割出每个音针之间的缝隙。精加工进行整体磨削批量作业,对音针进行去毛刺、抛光作业,精加工后,音针与实际需求的的振动频率误差范围控制到200赫兹以内。
5.精调操作是音片加工的最难的部分,传统的精调是通过熟练工,通过对每根音针的发音情况进行人工或设备听音后,进行打磨和修整,音针的经过精加工后的频率通常略低于所规定的频率,通过精细打磨,使音针变薄,提高音针振动频率,使其达到所规定的发声频率,误差在10赫兹以内。
6.由于每个音片上都含有多根音针,宽度约0.5
‑
0.8毫米,间距0.1毫米左右。所以对人工打磨的技术要求特别高,精调的速度慢,容易打磨过度,造成整个音片报废,故而良品率低,造成了八音琴的音片成本较高。
7.专利号cn201310258751.9
ꢀ“
八音琴音片调频方法及调频装置”,它采用八音琴音片、阴极、电源和电解液,所述电源的正极与八音琴音片相连,所述电源的负极与阴极相连,电解液用喷管喷到八音琴音片发音部位,使八音琴音片进行电蚀而改变八音琴音片的质量,减少音片的厚度,再拨动八音琴音片实时测量得到八音琴音片的频率,直至八音琴音片的频率达到要求。
8.它虽然能对八音琴音片通过电蚀的方式降低质量,改变其固有振动频率,达到所需的预设频率,但是也存在一些问题:
9.第一、它对音片的音质检测是在电解液中进行的,电解液的流动及附着在音片上,会改变音片的固定发声频率,造成测得的振动音频与真实环境下的发音频率会有一定误差,需要通过经验公式去进行调整,它不能瞬时切断电解液供应,测量较为精准的音针发音频率。
10.第二、如上述专利中采用的是恒流电解液方案对音片进行电蚀。电解液一直冲刷音针直到听音器检测到音针符合要求。各音针的调音加工过程中,各自采用不同的电解液供应渠道,工序繁琐,整体性能差,一致性差。特别是电解液中混合了金属残渣和碎屑后,导致各工作台供应的电解液一致性不好,电蚀速度不同,各工位之间相互等待情况较多。
技术实现要素:
11.本实用新型所要解决的技术问题是:提供一种自动改变电解液流量,根据音片的振动频率控制电蚀速度的八音琴音片调频方法,以及采用该方法的八音琴音片调频设备。
12.本实用新型解决上述问题所采用的技术方案为:一种八音琴音片的自动调率加工中心,由上料机,下料机,工位转动盘、电解液循环系统、多个自动调率工位和控制中心组成,自动调率工位包括音针拨动器,听音器,电源的正极与八音琴的音片相连,电源的负极与电解液喷管相连,电解液通过电解液管经过电解液喷管的喷口,流入八音琴音片的音针中段,进行电蚀操作,其特征在于:所述听音器与控制器相连;所述电解液管上设置有电磁阀,该电磁阀能接收控制中心的时间信号,控制电解液的电蚀时间。
13.所述控制中心内包含和每个自动调率工位上电磁阀相对应的延时器。
14.所述电解液循环系统,包括中心压力泵,分配器,电磁阀,电解液喷管,回收管、过滤器、净化器;其中电解液喷管的喷口采用竖直模式喷液,所有自动调率工位的电解液来自同一电解液循环系统,由电解液回收后,经过过滤器、净化器后,集中后由中心压力泵喷出,经过分液泵分配到各个工位。
15.所述音针拨动器和听音器构成了测频单元,音针拨动器拨动音针,音针振动发声,通过听音器进行测频,并将该测得的频率反馈给与听音器相连的控制中心,控制中心与电磁阀相连。
16.所述测频单元还包括吹气管,测频之前,短时间吹气,减少电解液在音针上的残留。
17.所述下料机包括不良品下料机和合格品下料机,不良品检测机位于合格品下料机之前。
18.与现有技术相比,本实用新型的优点在于:
19.1、现有的对比文件中,调律装置在测频装置测频时,电解液还在正常流动,流动产生的冲击压力以及电解液本身质量会直接影响音片相应部分的质量,从而使测得的音频有较大偏差,本发明所新采用的装置在测频时,电解液通过电磁阀切断,音片在做发声测试时,几乎无电解液残留,故而测得的音片频率与实际工作条件下的音片频率,吻合度高,测试更加精确。
20.2、现有的对比文件中,调频装置用稳定的电解液流速,才能较稳定工作,生产过程中对驱使电解液流动的压强、电解液清洁度以及环境有较高要求,本专利采用了集中化的电解液循环系统对电解液进行回收和分配,确保各加工站上上使用的电解液一致性好,压力一致,电蚀速度相同。
21.3、现有的对比文件中,各加工站上的音针调试相对独立,造成了工位间等待时间长,周转速度慢的问题,本发明采用了中心轮式转盘的方式自动化对各工位进行统一性周转分配,并通过控制中心对各工位的电磁阀进行时间调控,较好地解决了各调试工位电蚀速度不同导致的相互等待的问题,提高了工作效率。
22.4、现有的对比文件中,调频装置采用倾斜的方式喷液,当电解液的压力改变时,喷液压力降低,随之导致喷液位置改变。本发明的电解液喷管的喷口采用竖直模式喷液,依赖重力和电解液压力实现喷液,即使电解液压力降低,采用大流量喷液和涓流喷液,都不会影响喷液所产生的电蚀的准确位置。
23.5、它采用自动侦测的方式,对每个工位上的音片进行合格和不良品标识。如果电蚀过度,超过了误差范围,测频后标记为不良品,后续工位传递时均标记为不良品,通过不良品回收工位回收。
附图说明
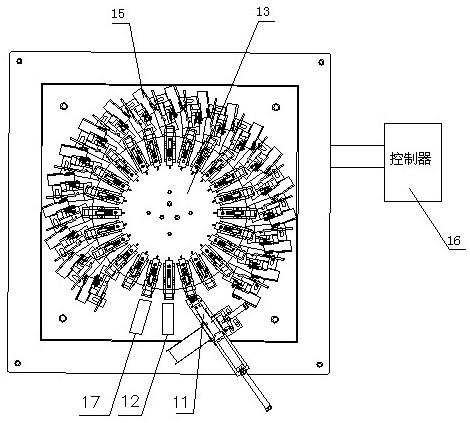
24.图1、自动调率加工中心总装图(省略了电解液循环系统)。
25.图2、本发明所述的音针调频电蚀装置图(省略了音片固定装置,电解液循环系统)。
26.图3、音片的立体图。
27.图4、装气缸支架图。
28.其中1为电解液喷管,2为电磁阀,3为音片,4为进液口,5为绝缘管,6为电源,7为分配泵,11为上料机,12为合格品下料机,13为工位转动盘,14为吹气管,15为自动调率工位,16为控制中心,17为不良品下料机,18为音针拨动器,19为听音器,31为音针。
具体实施方式
29.下面结合附图对本实用新型作进一步描述。
30.本实用新型涉及八音琴音片调频方法,它包含以下操作步骤:装音片,上料,测频,计算,电蚀,测频,计算,下料和合格打包。
31.所述八音琴音片与电源的阳极相连,电源的阴极与电解喷管的喷口相连,电解液通过喷管的喷口流入八音琴音片的音针中段,供八音琴音片进行电解而改变八音琴音片的质量,所述电解液进口与电解喷管之间设置有电磁阀,该电磁阀与控制器相连,电磁阀能改变电解液的流速,并可以切断电解液流入电解液喷管。
32.拨动音片上的音针发声之前,需要关闭电磁阀,切断电解液流向八音琴音片,并通过听音器收录并测量音针的发声频率,音针的发声频率与预设的标准频率之间的频率差,通过控制中心自行计算出所需的电蚀时间,利用延时器精确控制电解液路上的电磁阀开闭时间。
33.初次电蚀完毕后,停止电解液供应,再次听音,对未达到要求的音针进行二次电蚀,重新计算电蚀时间。
34.经过上述电蚀控制,通常60%以上的音针能在一次电蚀就达到精准的频率要求,二次电蚀后能达到99%的频率要求,满足2赫兹的误差范围,视为合格。通常第三次电蚀后能保证所有音针均达到符合要求,或者判断为不合格品。
35.该方法使得原音片的生产效率从每片合格品平均30秒,控制到平均每片10
‑
15秒左右,实际合格率达到了99.99%以上,可靠性进一步提高。
36.采用上述八音琴音片调频方法的自动调率加工中心,它包括音片上料机,下料机,工位转动盘、电解液供液器、以及控制中心,工位转动盘上环形分布着多个自动调率工作站,每个自动调率工作站上设置有听音器、拨音片、音片固定座,音片的上方设置有电磁阀控制的电解液管;音片通过上料器被固定在音片固定座上,通过工位转动盘转动后,进入到各自动调率加工工位上,每个自动调率工作站分别对应音片上的一根音针;拨音片拨动该音针,听音器记录该音针的发音频率,回传给控制中心,控制中心自动将其与本调率工作站
上的音针所需达到的预设频率进行差值计算,通过延时器控制该加工台的电解液管上的电磁阀的开放时间,使其匀速恒流量的电解液流经该音针,进行电蚀操作;电蚀完成后再次听音,确认该音针的频率是否达到要求,达到要求即进入等待状态,未达到要求则进行二次电蚀操作时间计算;经过数次的听音和自动电蚀操作后,使得全部加工工位上的音片均符合要求后,自动转动工位转盘,进行下一根音针的自动调率加工。
37.各自动调率工位依次加工音片上的所有音针,每根音针加工完毕后,工位转动盘转动,将各自动调率工位所夹持的音片转移至下一个加工工位或者进入下料区。每个自动调率工位上,经过三次测频仍然不能达标的,或者已经明显高于预设值(原因为音针过薄的)的进行不良品标记,最终调试完成的音片进入下料机,对合格品和不良品进行分开下料,合格品自动实现自动化打包操作,被标记过不良品的音片,在合格品之前被提前下料收集,并给出不良原因分析。
38.各自动调率工作站上,电源的正极与八音琴的音片相连,电源的负极与电解液喷管相连,电解液经过电解液喷管的喷口,流入八音琴音片的音针的中段,进行电蚀操作。所述听音器与控制中心相连。所述控制中心为通过参数设定和编程的方式,按照预设的操作参数,控制电解液管上的电磁阀开闭时间。
39.所述电解液喷管的喷口位于音片的音针所需电蚀部分的正上方,采用竖直模式进行喷液,自动调率工作站的音针保护片对其他音针进行进行保护,防止电解液溅落在其他音针上。电解液采用循环系统配置,它由高位水箱、过滤箱、回收水箱组成。电解液存放在回收水箱中,当开始启动工作,经过过滤箱过滤,通过增压泵抽入自动调率加工中心的高位水箱内,经过稳压阀后,通过分流管分配给每个自动调率工作站,通过电磁阀后进入电解液喷管,电解液喷管与电源阴极相连,使电解液带电。电解液的流速是恒定的,电压也是恒定的,电蚀时间的长短,将直接决定了音针被电蚀程度,即音针上损失质量的多少。音针质量越少,相应音针越薄,发声的振动频率越高。
40.完成电蚀操作后,流入到回收导液槽内,经过导流管回到回收水箱。
41.它采用自动侦测的方式,在周转过程中对每个工位上的音片进行合格和不良品标识。如果电蚀过度,超过了误差范围,测频后标记为不良品,后续工位传递时均标记为不良品,通过不良品回收工位回收。合格品流转至合格品区进行下料和合格打包。
42.它采用了全自动化操作,从音片上料、周转、每根音针进行加工到合格品下料和不良品分离回收,全部自动完成,操作员无需对音针进行触碰,速度快,生产效率高,加工的一致性好,音片上各音针的振动频率误差控制在2赫兹以内,质量可靠。大大降低了调试音针的工作难度,减轻了对工人熟练度的要求,提高了工作效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1