钢琴中盘防变形结构及其钢琴的制作方法
1.本实用新型涉及钢琴领域,尤其涉及一种钢琴中盘防变形结构,以及一种采用该中盘防变形结构的钢琴。
背景技术:
2.目前,市面上现有的三角琴中盘防变形装置的中盘大档皆采用传统结构,基本上为木质件,这样的中盘大档有重量大、不易加工、成本高、容易变形、强度低、稳定性差的缺点。木质中盘大档为实心结构,重量大,且工人要采用大量的机器设备和刀具来加工外型,在这个过程中,为了减少变形和保证功能,还要采用质量好的、成本也相对较高的木质材料来加工。
3.中国专利文献cn212934118u,公开\公告日:2021年04月09日,公开了一种钢琴用加强中盘装置,其具有中盘本体,所述的中盘本体为条状矩形结构,所述的中盘本体上沿长度方向均匀且垂直开设若干通孔,所述的通孔内插设拉杆,所述的中盘本体沿长度方向一侧设置固定板,所述的固定板内侧与拉杆端部螺纹固定连接。其特点在于结构简单,可以减轻中盘出现翘曲变形现象;但其固定板为平板,当向该平板的平面垂直的施加力时,平板将出现翘曲变形。木材的变形并不是单一方向,该固定板受力结构稳定性不足。
技术实现要素:
4.本实用新型第一个要解决的技术问题是:解决上述背景技术中存在的问题,提供一种结构稳定、不易变形的钢琴中盘防变形结构。
5.本实用新型另一个要解决的技术问题是:提供一种采用上述钢琴中盘防变形结构的钢琴。
6.为了实现上述的技术特征,本实用新型的目的是这样实现的:一种钢琴中盘防变形结构,包括中盘大档,其特征在于:所述中盘大档包括槽状结构支撑件,以及设置在所述支撑件内的多个支撑板;所述支撑件槽底设置多个螺母安装孔以及多对第一安装孔,每个螺母安装孔在支撑件的内部设置螺母结构;所述支撑板分别与第一安装孔位置对应,且与第一安装孔对应位置设置贯穿的第二安装孔。
7.所述支撑件两侧槽口向内延伸形成端部,所述第一安装孔向上延伸穿过端部,形成贯穿的通孔。
8.所述第一安装孔在位于支撑件下部一侧为沉头孔。
9.所述螺母结构为独立的螺母,连接在螺母安装孔对应位置。
10.所述螺母与螺母安装孔连接处设置台阶。
11.所述螺母结构通过支撑件一体成型。
12.所述螺母结构为通过螺母安装孔延伸的翻边。
13.所述支撑板在位于支撑件两个端部之间的开口处设置凸起,所述凸起与支撑件端部上表面平齐或略低于上表面。
14.一种钢琴,包括踏瓣系统和中盘,所述踏瓣系统和中盘通过上述钢琴中盘防变形结构的中盘大档连接;所述中盘通过第一紧固件穿过支撑件的第一安装孔及支撑板的第二安装孔连接于中盘大档的上部,所述踏瓣系统位于中盘大档的下部,通过第二紧固件连接于中盘大档的螺母结构上。
15.本实用新型有如下有益效果:
16.1、支撑件采用槽状结构,可从多侧面受力,结构强度高,不管是从横向还是纵向、或者这两个方向同时向支撑件施加力,支撑件结构稳定。支撑件内部支撑容纳有支撑板,当紧固件使支撑件与其他部件连接时,支撑板在内起到支撑稳固作用,进一步增加支撑件的结构强度,还能防止因紧固件的拉力使支撑件的变形;
17.2、具有防变形结构的中盘大档,作为钢琴中盘和踏瓣系统的中间连接件,提升了中盘强度,也增强了踏瓣系统的稳定性;
18.3、踏瓣系统、中盘大档为组装式结构,方便拆卸、运输和组装。
附图说明
19.图1为本实用新型钢琴中盘防变形结构主视结构示意图。
20.图2为本实用新型钢琴中盘防变形结构仰视结构示意图。
21.图3为图2中a-a剖面结构示意图。
22.图4为本实用新型中支撑板结构示意图。
23.图5为本实用新型中螺母结构为独立的螺母结构示意图。
24.图6为本实用新型中螺母结构为一体的螺母结构示意图。
25.图7为本实用新型图5中b处结构放大示意图。
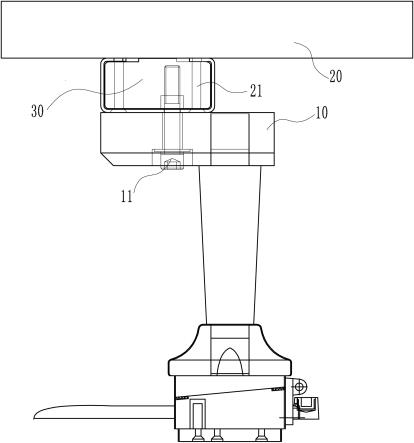
26.图8为本实用新型钢琴结构示意图。
27.图中:
28.踏瓣系统10,第二紧固件11;
29.中盘20,第一紧固件21;
30.中盘大档30,支撑件31,螺母安装孔311,第一安装孔312,端部313,开口314,支撑板32,第二安装孔321,凸起322,螺母结构33,台阶331。
具体实施方式
31.下面结合附图对本实用新型的实施方式做进一步的说明。
32.参见图1-6,一种钢琴中盘防变形结构,包括中盘大档30,中盘大档30包括槽状结构支撑件31,以及设置在所述支撑件31内的多个支撑板32;所述支撑件31槽底设置多个螺母安装孔311以及多对第一安装孔312,每个螺母安装孔311在支撑件31的内部设置螺母结构33;所述支撑板32分别与第一安装孔312位置对应,且与第一安装孔312对应位置设置贯穿的第二安装孔321。支撑件31为槽状结构,结构强度增加,不管是从横向还是纵向、或者这两个方向同时向支撑件31施加力,支撑件31不变形或变形量很低,结构稳定。进一步地,支撑件31内部支撑容纳有支撑板32,当采用紧固件使支撑件31与其他部件连接时,支撑板32在内起到支撑稳固作用,进一步增加支撑件31的结构强度,还能防止因紧固件的拉力使支撑件31变形。在优选的方案中,支撑件31为普通金属材质,便于加工,成本低;当然也可以采
用其它非金属材料,但加工较大,成本也更高。支撑件31可以通过模具成型,或者采用折弯成型,也可采用冷压滚弯成型。金属和非金属材料都可以通过模具成型,加工方便,但由于模具的限制,较适合单一尺寸的批量生产;折弯成型和冷压滚弯成型适合于金属材料,折弯成型就相对灵活,可适用于各种尺寸的加工;另外冷压滚弯成型适合大批量的生产,可采用先裁好的材料放入冷压滚弯成型机生产,也可以使用钢圈,定尺的批量生产,效率高。支撑板32优选为木质材料,不仅能提供足够的结构强度,其重量也较轻,便于搬运。
33.在优选的方案中,如图3、5所述,支撑件31两侧槽口向内延伸形成端部313,第一安装孔312向上延伸穿过端部313,形成贯穿的通孔。端部313进一步加强了支撑件31的结构强度,并且将支撑板32卡合在支撑件31中,结构更加稳定,也进一步使支撑件31的上侧面和左右侧面的结构强度更高。紧固件一端穿过支撑件31底部的第一安装孔312,并进一步向上穿过支撑板32的第二安装孔321,并从支撑件31的端部313伸出,与其他部件连接,使支撑件31与支撑板32形成整体结构。
34.在优选的方案中,如图5所示,第一安装孔312在位于支撑件31下部一侧为沉头孔,便于与沉头螺钉配合,防止螺钉凸起,干涉与其他部件安装。
35.在优选的方案中,如图3、5、7所示,螺母结构33为独立的螺母,连接在螺母安装孔311对应位置。该独立的螺母可以是六角螺母或者圆螺母,也可以是其他形状的螺母,通过常用的方法将其连接在螺母安装孔部位,例如焊接。除了焊接,也可以采用在该螺母外周设置螺纹与螺母安装孔内设置的螺纹旋接,从而消除焊接带来的结构变形,螺母与螺母安装孔旋接的方向优选为反牙反向,这样在使用螺栓拧紧时,螺母不会脱落。该螺母也可以是压铆螺母,通过压铆工具将压铆螺母安装在螺母安装孔上,操作方便。
36.进一步地,如图5、7所示,螺母与螺母安装孔311连接处设置台阶331,使螺母端部很方便的镶嵌定位在螺母安装孔311位置。
37.在该螺母结构33另一种优选的方案中,如图6所示,螺母结构33通过支撑件31一体成型,能够消除焊接成型造成的支撑件31微变形,和采用螺母组装带来的零配件增多,工艺繁琐等问题。
38.进一步地,如图6所示,螺母结构33为通过螺母安装孔311延伸的翻边,该翻边可通过热熔或者深冲延展加工成型,成型后再攻丝形成螺母结构,结构简单,加工无变形,且使支撑件结构更集成化,减少零配件的种类。
39.在优选的方案中,如图3、4示,支撑板32在位于支撑件31两个端部313之间的开口314处设置凸起322,凸起322与支撑件31端部313上表面平齐或略低于上表面。便于与上部其他部件连接,还能防止与其他上部部件连接时,支撑板32的凸起322顶住其他上部部件,造成上部部件变形。
40.参见图8,一种钢琴,包括踏瓣系统10和中盘20,踏瓣系统10和中盘20通过上述钢琴中盘防变形结构的中盘大档30连接;中盘20通过第一紧固件21穿过支撑件31的第一安装孔312及支撑板32的第二安装孔321连接于中盘大档30的上部,踏瓣系统10位于中盘大档30的下部,通过第二紧固件11连接于中盘大档30的螺母结构33上。支撑件31为槽状型结构,结构强度高,结构稳定,支撑件31内部设置有支撑板32,当采用紧固件使支撑件31与其他部件连接时,支撑板32在内起到支撑稳固作用,增加支撑件31的结构强度,还能防止因紧固件的拉力使支撑件31变形。中盘20通过第一紧固件21穿过支撑件31的第一安装孔312及支撑板
32的第二安装孔321连接于中盘大档30的上部,踏瓣系统10位于中盘大档30的下部,通过第二紧固件11连接于中盘大档20的螺母结构33上,组装式结构,方便拆卸、运输和组装。
41.本实用新型的工作过程和原理:
42.具体安装过程中,先将支撑板32放置在支撑件31中,第一紧固件21穿过支撑件31底部的第一安装孔312,并进一步向上穿过支撑板32的第二安装孔321,并从支撑件31的端部313伸出,与中盘20的底部安装位连接,使中盘20固定在中盘大档30上部。然后将中盘大档30及其连接的中盘20放置到踏瓣系统10上,第二紧固件11穿过踏瓣系统10的安装孔后与中盘大档30支撑件31内的螺母结构33连接。拆卸、运输和组装方便。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1