一种高强度耐磨吉他面板音梁及其制备方法与流程
本发明涉及音乐演奏设备领域,尤其涉及一种高强度耐磨吉他面板音梁及其制备方法。
背景技术:
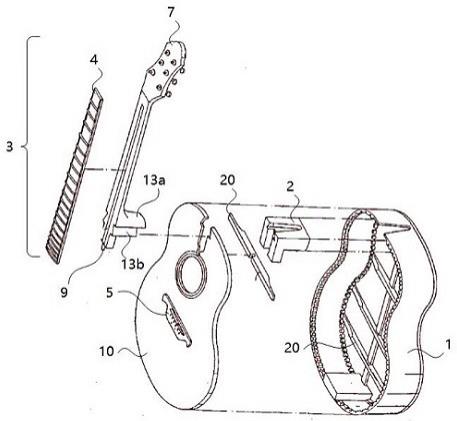
1、面板音梁,是指吉他面板和背板的内部加固件。面板音梁的作用主要有两个:(1)音梁可以让面板更加坚固,这样可以减小面板在琴弦张力作用下的变形程度;(2)音梁可以影响吉他的声音以及面板对琴弦的反应,从而造就吉他的最终音色特点。琴颈、背侧板、弦长、箱体尺寸、琴弦的种类以及许多其他因素都会影响吉他的音量和音色,但最终一把吉他的音色主要还是取决于面板以及面板音梁的设计特点;即使对于同一种设计方案和材料的吉他,只要对面板音梁进行了不同的调整,例如其尺寸和排布方式,都将对最终吉他的发声产生可以被感知的改变。因此,相关领域技术人员一直在持续进行对于吉他面板音梁的探究。
2、查阅相关地已公开技术方案,公开号为kr20200145708a的技术方案提出在音板背面与音梁之间设置一层织物强化层,使得面板在该织物强化层的影响下获得一定程度的抗压能力,并且在温度变化下面板的木材亦不容易产生明显的形变;公开号为ep3419015b1的技术方案提出在吉他琴颈以及面板的连接位置设置强化部件,加强琴颈与面板连接的强度;公开号为usd581970s1的技术方案提出一种具有多个弧形段的音梁结构,用于产生音梁的不同弯曲特性以此改变吉他的音色。
3、以上技术方案均提出了对于传统的吉他音梁的改进方案,但是对于音梁的材质改变以及音梁的内部特点,还少有提及。
4、背景技术的前述论述仅意图便于理解本发明。此论述并不认可或承认提及的材料中的任一种公共常识的一部分。
技术实现思路
1、本发明的目的在于,提供一种高强度耐磨吉他面板音梁及其制备方法;所述音梁包括主梁以及由主梁包裹的强化构件;所述主梁由复合母料进行熔融处理后,通过成型模具热挤出成型后,再通过对主梁加工出加强肋部而成;其中,所述强化构件为碳纤维材质;通过以上设计,使主梁本身具有足够的强度和刚性,用于抵抗吉他面板在吉他弦牵扯下的拉力,并且通过设置强化构件,使主梁本身的扭曲强度能保持的同时,具备一定的弹性,以保持吉他面板的共鸣效果;同时所述音梁表层还涂覆有一层耐磨复合涂层,使音梁具有抗磨效果,并且能够在与空气长期接触中,降低潮湿或者粉尘等外界环境所造成的长期损坏。
2、本发明采用如下技术方案:
3、一种高强度耐磨吉他面板音梁,所述音梁包括由母料制造的主梁以及由所述主梁包裹的强化构件;
4、其中,所述母料的主要组分及所占重量份为:
5、聚氯乙烯(pvc)20-25;聚乙烯(pe)20-28;氯化聚氯乙烯(cpvc)7-10;氯化聚乙烯(cpe)4-6;丙烯酸7-9;聚丙烯纤维5-8;聚酯5-10;轻质碳酸钙15-25;丙烯腈-苯乙烯-丁二烯共聚物(abs)10-13;pvc发泡剂1-3;pvc复合稳定剂3-5;pvc发泡调节剂7-10;有机锡复合稳定剂3-4;pe蜡1-2;
6、其中,强化构件的主要材质为碳纤维;
7、并且,所述音梁包括设置在所述主梁部分的加强肋部,用于提高所述音梁的柔韧性,同时保持音梁的强度,从而改善吉他主体的共振;所述加强肋部具有至少一侧垂直延伸的横截面向上至预定高度的位置,从而形成肋下部;并在该位置向内朝向音梁的中心弯曲,然后向上延伸同时以预定倾斜角倾斜以形成锥形的肋上部;
8、优选地,所述音梁表面涂覆有耐磨复合涂层;所述复合涂层包括底漆和面漆;
9、其中,所述底漆的组分比例为:改性环氧丙烯酸酯15-20%;高官能脂肪族聚氨酯15-25%;二官能脂肪族聚氨酯10-15%;二季戊四醇五/六丙烯酸酯10-15%;季戊四醇三丙烯酸酯5-15%;三丙二醇二丙烯酸酯0-5%;二丙二醇二丙烯酸酯1-5%;超细微耐磨粉体5-10%;光引发剂1-5%;助剂1-5%;以上各组份之和为100%;
10、所述面漆的组分比例为:改性环氧丙烯酸酯0-40%;环氧丙烯酸酯0-40%;高官能脂肪族聚氨酯丙烯酸酯10-30%;三羟甲基丙烷三丙烯酸酯10-25%;甲基丙烯酸甲酯5-20%;二丙二醇丙烯酸酯0-45%;三丙二醇丙烯酸酯0-45%;超细微耐磨粉体5-15%;光引发剂1-5%;助剂1-5%;以上各组份之和为100%;
11、同时提出一种高强度耐磨吉他面板音梁的制备方法,应用于所述音梁;该制备方法包括以下步骤:
12、s100:母料备料;其中包括
13、丝料备料:将组分聚丙烯纤维加工成长1.5-3cm丝料;
14、粉料备料:将母料组分中除聚丙烯纤维和丙烯酸以外的其他组分,分别进行研磨制成粉料,粉料的粒度要求为60-80目;
15、s200:混合搅拌;
16、s300:造料,在温度170-190℃时,通过造粒机制成粒径在3至4mm的粒料;
17、s400:成型,在成型机中,将粒料加热成熔融状态并通过成型模具进行挤出成型;在成型步骤中,一共设置有五个成型段,分别为:100-110℃、130-140℃、140-150℃、170-180℃、190-200℃;
18、s500:加工加强肋部;
19、s600:涂覆耐磨复合涂层;
20、优选地,在步骤s200中,包括以下顺序子步骤:
21、s210:将粉料中除聚丙烯纤维、pvc发泡剂、pvc复合稳定剂、pvc发泡调节剂、有机锡复合稳定剂以及pe蜡之外的其余组分的粉料,以及液态丙烯酸通过搅拌装置进行均匀搅拌及加热;
22、s220:当温度升至50-70℃时,添加有机锡复合稳定剂以及pvc复合稳定剂,继续进行搅拌10分钟;
23、s230:当温度升至80-90℃时,添加聚丙烯纤维丝料、pvc发泡剂、pvc发泡调节剂,继续进行搅拌5分钟;
24、s240:当温度升至100℃时,添加pe蜡,搅拌5分钟;
25、s250:当温度升至110-125℃时,保持温度,并继续搅拌10分钟;
26、优选地,在步骤s400中,包括以下顺序子步骤:
27、s410:将强化构件固定于成型模具;
28、s420:将步骤s300中的粒料在成型机中加热为熔融状态的半成品母料,并通过上述五个成型段;
29、s430:将半成品母料挤出成型模具挤出,挤出时与所述强化构件包裹一并成型为主梁;
30、s440:将成型的主梁进行冷却。
31、本发明所取得的有益效果是:
32、1. 本发明的面板音梁由复合高分子材料制造,其尺寸、重量、密度均可以进行严格规定,有效保证了音梁在生产中的一致性;区别于以往音梁均为木材生产而及同过手工加工而成,其尺寸和工艺参数都无法保持一致;
33、2. 本发明的音梁具有位于中央的由碳纤维材料制造的强化构件,通过强化构件提高了音梁的强度、刚性、扭曲性能,并提供了一定的弹性;使得保证了音梁本身为面板提供强化的作用外,还能使面板的固有频率产生一定的可塑性,提高了其共鸣效果;
34、3. 本发明的音梁所用材料均具有轻量化,高强度的特点,并且通过在表面涂覆耐磨复合涂层,使得音梁兼具了耐磨的优点,可以广泛应用于各类型吉他或者类似的如大提琴等乐器的制造。
- 还没有人留言评论。精彩留言会获得点赞!