一种灯杆用套筒及其制备方法与流程
1.本发明涉及灯杆技术领域,具体为一种灯杆用套筒及其制备方法。
背景技术:
2.灯杆,顾名思义,为灯具的支撑杆,按材质可分为铁灯杆,玻璃钢灯杆,水泥灯杆,铝合金灯杆。
3.现有的具的灯杆通常采用焊接或者螺纹(螺栓)锁固的方式焊接套筒,然后通过套筒与灯具连接,然而,焊接固定的灯杆不适用于需要拆卸的灯具;采用螺纹锁固的灯杆装卸不方便,需要借助辅助工具,且容易发生螺纹咬死的现象,例如,现有灯具通常将灯杆插设于固定套筒内,固定套筒侧壁设有螺孔,螺栓锁入螺孔内并挤压灯杆表面以达到固定灯杆的目的,在长时间使用后,螺栓会被空气中的水分锈蚀,使螺栓在螺孔内容易发生咬死的现象,造成灯具装卸的不便。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种灯杆用套筒及其制备方法,具备即使长时间后,也不会出现无法拆卸的现象等优点,解决了在长时间使用后,螺栓会被空气中的水分锈蚀,使螺栓在螺孔内容易发生咬死的现象,造成灯具装卸的不便的问题。
6.(二)技术方案
7.为实现上述即使长时间后,也不会出现无法拆卸的现象的目的,本发明提供如下技术方案:一种灯杆用套筒及其制备方法,包括套筒本体,所述套筒本体的上表面连接有筒帽,所述套筒本体的外表面固定连接有两个耳套筒,所述套筒本体的外表面固定连接有弧形板,所述弧形板的外表面固定连接有两个耳板,所述弧形板的外表面开设有连接口,所述连接口的两侧壁均设有凹槽,所述套筒本体的外表面开设有两个连接孔,所述套筒本体外表面固定连接有两个浇筑件,所述两个浇铸件与连接孔相对应,且浇铸件的外表面穿插设置有螺栓,所述螺栓的外表面螺纹连接有螺母,所述螺母位于螺栓的内部,从而将螺栓与套筒本体通过铆接的方式连接在一起。
8.优选的,所述套筒本体的内部侧壁上固定连接有四个垫块。
9.优选的,所述弧形板的外表面开设有圆孔和空腔,所述圆孔位于所述空腔的上方。
10.优选的,所述套筒本体的外表面设置有长条状凸起,所述连接孔开设在所述凸起的外表面上。
11.优选的,四个所述垫块呈环形阵列在所述套筒本体的内壁上。
12.优选的,所述耳板的一端呈尖角状,且所述尖角的角度为六十度。
13.优选的,所述套筒本体的上表面开设有四个通孔。
14.优选的,所述螺栓为不锈钢材质。
15.本发明提出的制作所述灯杆用套筒的具体过程是:
16.1)铸造成型,在温度为580℃
‑
650℃的条件下将铝料融炼2h
‑
4h,铝水注入成型模具,经压力压铸成型,并进行常温自然冷却。
17.2)表面一次处理,对铸造成型后的路灯进行抛丸、喷砂处理;
18.3)精密加工,在机床上,对经过上述工艺步骤的灯体头部、灯体中部、灯体底部的相应位置进行铣削操作,使得在灯头面板上铣削出用于容置光源和灯罩的凹槽,在灯体底座上铣削出用于容置电子元器件的凹槽;
19.4)表面二次加工,对精密加工后的路灯进行清洗脱脂、皮膜、喷涂;
20.5)填充,对进行表面二次加工后的路灯进行表面填充,表面平整;
21.6)表面三次加工,对填充后的路灯进行阳极氧化处理。
22.(三)有益效果
23.与现有技术相比,本发明提供了一种灯杆用套筒及其制备方法,具备以下有益效果:
24.该灯杆用套筒及其制备方法,在使用时,可通过埋钉、铆合或配件组合灯多种方式的一种,将不锈钢螺柱植入套筒本体上,将灯具的一端插入连接口内,耳板与灯体上的卡槽相对应,使灯体与套筒本体连接牢固不会晃动,可将灯体上转动轴插入耳套筒内,或将耳套筒与灯体上的转轴相连,避免出现旋转困难的现象,起到方便安装的效果,且套筒本体采用lm6铝锭合金材质,即使长时间后,也不会出现无法拆卸的现象。
附图说明
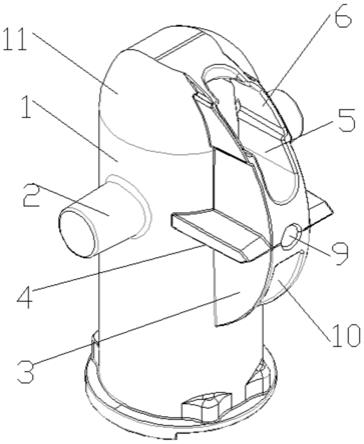
25.图1为本发明的结构示意图;
26.图2为本发明的侧视结构示意图;
27.图3为本发明的俯视结构示意图;
28.图4为本发明的剖视结构示意图;
29.图5为本发明的俯视剖视结构示意图;
30.图6为本发明的俯视主视结构示意图;
31.图7为本发明的实施例1剖视结构示意图;
32.图8为本发明的实施例2剖视结构示意图;
33.图9为本发明的实施例3剖视结构示意图。
34.图中:1、套筒本体;2、耳套筒;3、弧形板;4、耳板;5、连接口;6、凹槽;7、连接孔;8、垫块;9、圆孔;10、空腔;11、筒帽;12、通孔;13、浇铸件;14、螺母;15、螺栓、16长条状凸起。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.请参阅图1
‑
9,一种灯杆用套筒及其制备方法,包括套筒本体1,套筒本体1的上表面连接有筒帽11,套筒本体1与筒帽11采用lm6铝锭合金材质,长时间使用也不会锈蚀,套筒本体1的上表面开设有四个通孔12,方便了套筒本体1与筒帽11之间的安装,套筒本体1的外
表面固定连接有两个耳套筒2,方便起与灯体安装,在组装时,避免出现无法旋转的现象出现,套筒本体1的外表面固定连接有弧形板3,弧形板3的外表面固定连接有两个耳板4,耳板4的一端呈尖角状,且尖角的角度为六十度,方便其与灯体安装,避免灯体安装时出现不良现象,弧形板3的外表面开设有连接口5,连接口5的两侧壁均设有凹槽6,套筒本体1的外表面开设有两个连接孔7,套筒本体1的外表面设置有长条状凸起,连接孔7开设在凸起的外表面上,套筒本体1的内部侧壁上固定连接有四个垫块8,四个垫块8呈环形阵列在套筒本体1的内壁上,使套筒本体1内的物体受力均匀的效果,弧形板3的外表面开设有圆孔9和空腔10,圆孔9位于空腔10的上方。
37.本实施例提出的制作所述灯杆用套筒的具体过程是:
38.1)铸造成型,在温度为580℃
‑
650℃的条件下将铝料融炼2h
‑
4h,铝水注入成型模具,经压力压铸成型,并进行常温自然冷却。
39.2)表面一次处理,对铸造成型后的路灯进行抛丸、喷砂处理;
40.3)精密加工,在机床上,对经过上述工艺步骤的灯体头部、灯体中部、灯体底部的相应位置进行铣削操作,使得在灯头面板上铣削出用于容置光源和灯罩的凹槽,在灯体底座上铣削出用于容置电子元器件的凹槽;
41.4)表面二次加工,对精密加工后的路灯进行清洗脱脂、皮膜、喷涂;
42.5)填充,对进行表面二次加工后的路灯进行表面填充,表面平整;
43.6)表面三次加工,对填充后的路灯进行阳极氧化处理。
44.综上所述,该灯杆用套筒及其制备方法,在使用时,可通过埋钉、铆合或配件组合灯多种方式的一种,将螺柱植入套筒本体1上,将灯具的一端插入连接口5内,耳板4与灯体上的卡槽相对应,使灯体与套筒本体1连接牢固不会晃动,可将灯体上转动轴插入耳套筒2内,或将耳套筒2与灯体上的转轴相连,避免出现旋转困难的现象,起到方便安装的效果,且套筒本体1采用lm6铝锭合金材质,即使长时间后,也不会出现无法拆卸的现象。
45.实施例1,该灯杆用套筒及其制备方法,在套筒本体1外表面固定连接有两个浇筑件13,两个浇铸件13与连接孔7相对应,且浇铸件13的外表面穿插设置有螺栓15,螺栓15的外表面螺纹连接有螺母14,螺母14位于螺栓15的内部,从而将螺栓15与套筒本体1通过铆接的方式连接在一起。
46.实施例2,该灯杆用套筒及其制备方法,在套筒本体1的外表面设有一体式的长条状凸起16,长条状凸起17的外表面固定连接有两个浇筑件13,两个浇铸件13与连接孔7相对应,且浇铸件13的外表面穿插设置有螺栓15,螺栓15的外表面螺纹连接有螺母14,螺母14位于螺栓15的内部,螺栓15的一端贯穿并延伸至套筒本体1的内部,从而将螺栓15与套筒本体1通过埋入的方式连接在一起。
47.实施例3,该灯杆用套筒及其制备方法,在套筒本体1的外表面固定连接有连接板17,连接板17的外表面开设有两个螺纹孔,两个螺纹孔与连接孔7相对应,套筒本体1的外表面设有一体式的长条状凸起16,长条状凸起16的外表面穿插设置有螺栓15,螺栓15从左至右依次穿过长条状凸起16、连接板16和连接孔7,并延伸至套筒本体1的内部,螺纹15与螺纹孔螺纹连接,从而将螺栓15与套筒本体1通过组装的方式连接在一起。
48.需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括
没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
49.本申请文件中使用到的标准零件均可以从市场上购买,而且根据说明书和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的常规手段,机械、零件和设备均采用现有技术中常规的型号,而且电路连接采用现有技术中常规的连接方式,在此不再作出具体叙述,同时该文中出现的电器元件均与外界的主控制器及市电电连接,说明书中提到的外设控制器可为本文提到的电器元件起到控制作用,而且该外设控制器为常规的已知设备。
50.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1