一种照明灯具的制作方法
1.本实用新型涉及照明技术领域,特别涉及一种照明灯具。
背景技术:
2.传统的照明灯具,例如led厨卫灯,在办公照明、医院、商业照明、家居环境中应用广泛。常见的厨卫灯有两种,一种是侧发光面板灯,一种是直下式面板灯。直下式面板灯有ⅰ类、ⅱ类、ⅲ类灯具等类别,不同类别的照明灯具,其光源板与灯盘之间的连接结构不尽相同,常见的直下式面板灯通常采用带边框设计结构,产品价格居高不下,浪费使用材料,造成资源浪费。侧发光面板灯虽然较薄,但结构复杂,成本也较高。现有的无边框面板灯,大多存在以下问题:灯具内光源模组发出的大角度光线经过灯盘侧壁的反射后光线都集中在灯具边缘区域,造成灯具边缘亮度较高,光照不均匀,出光效果不理想。
技术实现要素:
3.为了解决上述技术问题,本实用新型的目的是提供一种能够改善出光效果的照明灯具。
4.为此,本实用新型提供了一种照明灯具,包括灯盘、光源模组以及透光罩,灯盘包括底壁、周侧壁以及由底壁与周侧壁共同围设形成的容置空间,光源模组设置在容置空间内,透光罩与灯盘相连接并且将容置空间封闭,周侧壁的内表面上形成有反射面;反射面至少有部分为曲面并且朝向容置空间一侧突伸,反射面配置为:光源模组发出的部分光线经反射面反射后,偏向容置空间一侧出射。
5.优选的,周侧壁顶端设置有凹槽,透光罩被收纳在凹槽内。
6.优选的,透光罩与灯盘之间为超声波焊接、激光焊接或胶粘连接。
7.优选的,灯盘周侧壁的顶端设有用于与透光罩超声波焊接的凸棱。
8.优选的,透光罩的上表面与灯盘周侧壁的顶端相平齐。
9.优选的,灯盘具有自周侧壁顶端外侧向下延伸的安装部,其末端具有用于与吊顶龙骨配合的扣持部。
10.优选的,弯曲部分的反射面的截面形状为弧形。
11.优选的,光源模组包括至少一个光源板、设置在光源板上的至少一个发光元件,光源板与底壁相连接。
12.优选的,光源板具有多个,多个光源板沿着灯盘的宽度方向均匀间隔布置。
13.优选的,光源模组包括多个设置在光源板上的发光元件,靠近光源板两端的发光元件之间的间隔小于光源板中部的发光元件之间的间隔。
14.优选的,发光元件外侧罩设有配光透镜。
15.优选的,光源板与底壁之间为卡扣连接、胶粘连接、螺钉连接、铆接或焊接。
16.优选的,底壁上设有与光源板的外形、尺寸相匹配的容置槽,光源板被收纳在容置槽内。
17.优选的,灯盘具有自周侧壁顶端外侧向下延伸的安装部。
18.与现有技术相比,本实用新型的有益效果如下:
19.通过将反射面设计成至少有部分是弯曲的并且朝向灯盘内部的容置空间一侧凹陷,从而光源模组发出的光线经反射面反射以后,偏向容置空间一侧出射,避免反射后的光线集中在灯盘边缘区域,使得照明灯具照度分布更加均匀,改善出光效果。
附图说明
20.图1是符合本实用新型优选实施例照明灯具的爆炸示意图;
21.图2是图1中a处的局部放大示意图;
22.图3是符合本实用新型优选实施例照明灯具的剖面示意图;
23.图4是图3中b处的局部放大示意图;
24.图5是图3中c处的局部放大示意图;
25.图6是符合本实用新型优选实施例照明灯具的剖面示意图(示出铆接柱);
26.图7是图6中d处的局部放大示意图;
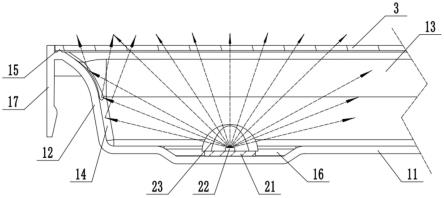
27.图8是符合本实用新型优选实施例照明灯具的光路图;
28.其中附图标记如下:
29.100、照明灯具;
30.1、灯盘;11、底壁;12、周侧壁;13、容置空间;14、反射面;15、凹槽;16、容置槽;17、安装部;171、扣持部;18、铆接柱;19、凸棱;
31.2、光源模组;21、光源板;22、发光元件;23、配光透镜;24、穿孔;
32.3、透光罩;
33.4、驱动电源。
具体实施方式
34.容易理解的是,根据本实用新型的技术方案,在不变更本实用新型实质精神下,本领域的一般技术人员可以提出可相互替换的多种结构方式以及实现方式。因此,以下具体实施方式以及附图仅是对本实用新型的技术方案的示例性说明,而不应当视为本实用新型的全部或者视为对本实用新型技术方案的限定或限制。
35.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语中部、上、下、顶、底、内、外等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
36.在本技术的描述中,除非另有说明,术语多个的含义是两个或两个以上。术语安装、相连、连接应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
37.需要说明的是,本实用新型所述的照明灯具100可以是厨卫灯、面板灯、吸顶灯等不同类型的灯具,在此对灯具的具体类型不做限制,不应当理解限定成上述所述的其中某
一种类型的灯具。
38.如图1所示,一种照明灯具100,其包括灯盘1、光源模组2、透光罩3以及驱动电源4。
39.灯盘1包括底壁11、周侧壁12以及由底壁11与周侧壁12共同围设形成的容置空间13。具体的,灯盘1采用塑料材料注塑成型,例如pp、pet、树脂材料等。某些实施例中,灯盘1也可采用金属材料制成,并且金属灯盘成型后表面更加平整,外观整齐,在装配时不易产生翘曲变形等。采用金属灯盘时,需要注意光源模组2与灯盘1在装配时的绝缘问题,例如在光源模组2与灯盘1之间填充绝缘材料,粘贴绝缘膜、绝缘垫等,具体措施此处不做限制。灯盘1的底壁11的内表面以及周侧壁12的内表面上形成有反射面,以便光线反射,具体可以贴附反射膜,或者在灯盘1内表面复合反射层等来实现,此处不作限制。该灯盘1应用于厨卫灯时,由于厨卫灯是与吊顶龙骨安装在一起并形成一个平面,因此灯盘1具有自周侧壁12顶端外侧向下延伸的安装部17,其末端具有用于与吊顶龙骨配合的扣持部171。使得灯盘1的外观更平整美观,也方便照明灯具100的后续安装使用。
40.光源模组2安装在灯盘1内部的容置空间13内。具体的,结合图2、图5所示,光源模组2包括多个光源板21、设置在各个光源板21上的多个发光元件22以及罩设在各个发光元件22的配光透镜23。各个光源板21上开设有穿孔24,结合图6、图7所示,灯盘1的底壁11上设置有铆接柱18,光源板21装配至灯盘1内时,通过铆接柱18穿过光源板21上的穿孔24,借助铆接设备将光源板21铆接固定在底壁11上。这样设计的优点在于,不破坏灯盘1的外观完整度,并且装配便捷,有利于自动化流水线作业,降低成本,提高生产效率。某些实施例中,光源板21与灯盘1之间也可采用其他连接结构,例如螺钉连接、胶粘连接、卡扣连接、焊接等,具体连接结构此处不做限制。再结合图1、图3所示,光源板21的形状为长条状,多个光源板21沿着灯盘1的宽度方向均匀间隔布置。某些实施例中,光源板21也可是单个,例如环状的光源板,此处不作限制。另外,多个发光元件22在光源板21上的排布采用非均匀排列方式,具体为靠近光源板21两端的发光元件22之间的间隔小于光源板21中部的发光元件22之间的间隔。这样设计的优点在于,靠近光源板21两端的发光元件22的密集度要高于光源板21中部的发光元件22的密集度,从而靠近光源板21两端的发光元件21发出的光线更多的投射到灯盘1内表面上的反射面,尤其是周侧壁12内表面的反射面上,光线经反射面反射后,灯盘1四周边缘的亮度相对于灯盘中部的亮度更加均匀,照明灯具的照度分布更均匀,出光效果更好一些。发光元件21可采用led发光芯片,例如cob光源、smd光源等,此处不作限制。配光透镜23可采用扩散透镜,某些实施例中,可根据照明灯具的类型选用适合的透镜,例如也可是聚光透镜等。扩散透镜可以使照明灯具的出光面亮度更均匀,扩散透镜的材料可以为pmma(也可是pc或者其他透明光学材料),发光元件发出的光为朗伯配光,角度大约为120度,120度的朗伯型光经过扩散透镜后角度可以增大到170度以上,更大的发光角度可以使照明灯具亮度更均匀,发光效果更好。
41.结合图5、图7所示,考虑光源模组2装配到灯盘1内的平整度和美观度,灯盘1的底壁11上设置有多个与光源板21形状、尺寸相匹配的容置槽16,光源板21被收纳在容置槽16内。容置槽16为底壁11至少部分表面向下凹陷形成,光源板21的上表面与底壁11除容置槽16以外的表面相平齐。
42.结合图4、图8所示,反射面14至少有部分是曲面的并且朝向容置空间13一侧突伸。具体的,弯曲部分的反射面14的截面形状为弧形,在灯盘高度h为18-22
㎜
时,其曲率半径r
为10-15
㎜
。这样设计的优点在于,光源模组2发出的光线经反射面14反射后,偏向容置空间13一侧出射。从而照明灯具边缘的亮度与其中部的亮度相比大致相等,整体光亮度分布较为均匀,出光效果更好一些。
43.周侧壁12顶端设置有凹槽15,透光罩3被收纳在凹槽15内。具体的,透光罩可采用扩散型的pp材料,灯盘1周侧壁12的顶端设有用于与透光罩3超声波焊接的凸棱19,其与灯盘1之间采用超声波焊接固定,并且透光罩3的上表面与灯盘1周侧壁12的顶端相平齐。这种无边框设计结构,无需锁螺丝等繁琐工艺,可将灯具整体做的更薄一些,外形美观装配效率高,并且出光面更大,照明效果更好。
44.某些实施例中,透光罩3与灯盘1之间还可为激光焊接或胶粘连接,此处具体不作限制。驱动电源4安装在灯盘1的底壁1上。驱动电源4与光源板21电性连接,从而驱动光源板21工作,使光源板21上的多个发光元件22发光。
45.照明灯具的组装过程是这样的:先将光源板21置于灯盘1内,通过铆接柱18穿过光源板21上的穿孔24,借助铆接设备将光源板21热熔铆接固定在底壁11上,将驱动电源4通过硅胶粘接固定在灯盘1内,接着将透光罩3置于灯盘1上端的凹槽15中,并借助超声波焊接设备将透光罩3与灯盘焊接固定,至此组装完成,整体灯具的装配可实现自动化组装,装配便捷,效率高,生产成本较低,能够满足灯具的自动化生产需求。
46.本技术的技术范围不仅仅局限于上述说明书中的内容,本领域技术人员可以在不脱离本技术技术思想的前提下,对上述实施例进行多种变形和修改,而这些变形和修改均应当属于本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1